
Fターム[4F201BC01]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般事項 (5,704) | 方法 (1,338)
Fターム[4F201BC01]に分類される特許
21 - 40 / 1,338
押出機における脱揮装置及び方法
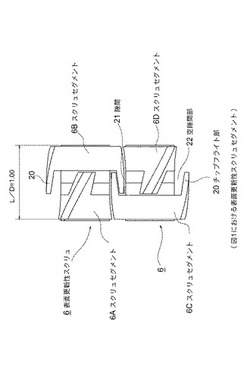
【課題】本発明は、スクリュセグメントのチップフライト部をねじることにより、輸送能力の付加及びシリンダ内部の原料の過剰充満の防止を得ることを目的とする。
【解決手段】本発明による押出機における脱揮装置及び方法は、表面更新性スクリュ(6)の各スクリュセグメント(6B,6C)の外周に設けたチップフライト部(20)が隙間(21)を介して互いに非接触で噛み合うと共に、各チップフライト部(20)はねじりが形成されている構成と方法である。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】同一円弧上に配置された突起状の支持部を有するレンズ載置台上に、中心対称な面形状の凹面を有するプラスチックレンズを該凹面を下方に向けて配置し、上記支持部をプラスチックレンズの上記凹面に当接させた状態でプラスチックレンズをアニールすることを含むことを特徴とするプラスチックレンズの製造方法。
(もっと読む)
プラスチックレンズの製造方法
【課題】良好な装用感を示す眼鏡を作製可能な高品質なプラスチックレンズを提供すること。
【解決手段】成形型のキャビティへプラスチックレンズ原料液を注入すること、上記キャビティ内でプラスチックレンズ原料液の硬化反応を行いモールド成形面形状が転写された被転写面を有するプラスチックレンズ基材を得ること、上記プラスチックレンズ基材を成形型から離型すること、および、離型後のプラスチックレンズ基材をアニールすること、を含むプラスチックレンズの製造方法。前記離型において、成形型を構成する2つのモールドの一方を除去し他方は除去せずモールド成形面とプラスチックレンズ基材の被転写面との密着状態を維持し、かつ、前記アニールを、前記プラスチックレンズ基材を前記離型において除去されず成形面が該プラスチックレンズ基材の被転写面と密着しているモールドを介して載置台上に配置して行う。
(もっと読む)
複合材料の製造装置および製造方法

【課題】プリプレグを積層させる面が湾曲している長尺な型を用いてプリプレグを積層する場合でも、プリプレグを蛇行することなく積層でき、かつプリプレグ層間のエアが十分に抜出された複合材料を製造できる装置および方法の提供。
【解決手段】型Mの一端から他端へ移動しながらプリプレグ11を型Mに供給する供給機構20と、供給機構20に連動して型Mの一端から他端へ移動しながらプリプレグ11層間のエアを抜出すエア抜き機構30を具備し、供給機構20はプリプレグ11と離型紙12の積層物10を巻き出すプリプレグ巻き出し手段21、離型紙12を巻き取る離型紙巻き取り手段22、プリプレグ11を位置補正する位置補正手段23を備え、エア抜き機構30は幅方向におけるプリプレグ11の中央部を両端部よりも先に型Mに押し付けるように配置された円柱状の押さえ手段31,31を2つ以上備える複合材料の製造装置1。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】
50nm以下の粒子径となるミセル構造が、マトリックス中に一様に分散する新規なアロイ構造を有する熱可塑性樹脂組成物を得るための製造方法を提供する。
【解決手段】
下記(I)または(II)の熱可塑性樹脂組成物を製造する際、二軸押出機により溶融混練し、伸張流動しつつ溶融混練するゾーン(伸張流動ゾーン)の前後での流入効果圧力降下が10〜1000kg/cm2であることを特徴とし、かつ原料樹脂を超臨界流体の存在下で溶融混練することを特徴とする熱可塑性樹脂組成物の製造方法
(I)熱可塑性樹脂(A)および反応性官能基を有する熱可塑性樹脂(B)を配合してなる熱可塑性樹脂組成物
(II)熱可塑性樹脂(A)、熱可塑性樹脂(A)とは異なる熱可塑性樹脂(C)および反応性官能基を有する化合物(D)を配合してなる熱可塑性樹脂組成物。
(もっと読む)
樹脂成形体の製造方法
【課題】汚れの付きにくい樹脂成形体を得る方法の提供。
【解決手段】塩素含有ポリマーを含む樹脂成形体と多価アミノ基含有ポリマーの水溶液を接触させる工程と、その後の加熱工程を有しており、pH=6〜7における表面のゼータ電位が+である樹脂成形体を得る、樹脂成形体の製造方法。
(もっと読む)
発泡性熱可塑性樹脂粒の製造方法
【課題】 熱可塑性樹脂を主原料とし、低沸点で拡散係数が高い発泡剤を圧入しても、簡易かつ安価で、安定的に、また確実に未発泡の発泡性熱可塑性粒が得られる製造方法を提供することにある。
【解決手段】 熱可塑性樹脂、発泡剤、造核剤および、その他の添加剤を押出機内で溶融混練し、複数の小孔を有するダイから加圧冷却水中に未発泡状態で押出し、ダイに接する回転カッターで切断して小粒化する発泡性熱可塑性樹脂粒の製造方法において、発泡剤の種類および量を規定し、加圧冷却水の圧力を1.5MPa超3.5MPa未満とすることにより、低沸点で拡散係数が高い発泡剤を圧入しても、簡易かつ安価で、安定的に、また確実に未発泡の発泡性熱可塑性粒を得ることができる。
(もっと読む)
ゴムシート部材に塗布した防着液の乾燥方法および装置
【課題】ラックバーとゴムシート部材との間に防着液が封じ込められることを防止して、防着剤が付着しない範囲を最小限にできる防着液の乾燥方法および装置を提供する。
【解決手段】防着液Lを塗布したゴムシート部材Rを、複数のラックバー2に掛け渡し蛇行させた状態で保持して乾燥工程を通過させることにより防着液Lを乾燥させるに際して、ゴムシート部材Rをラックバー2で保持した場合に、ラックバー2の表面に設けた凸部3がゴムシート部材Rの表面に当接して、ゴムシート部材Rと、このゴムシート部材Rに対向するラックバー2の表面との間にすき間Sを形成する。
(もっと読む)
金属又は樹脂等の表層硬化法
【課題】大気圧下で窒化物生成ではなくN原子のみの拡散固溶処理を行って靭性を保ったまま硬度を向上させ,しかもこのN原子のみの固溶処理を連続ラインで処理することを可能にして,処理ラインの初期投資及びメンテナンスを低減させる方法を提供する
【解決手段】
容器内に原料ガスとして窒素ガスと共に水素ガスを添加しながら前記容器内を大気圧かそのプラス近傍の陽圧状態にして被処理物の表面にパルスアーク型プラズマジェットを照射することを特徴とするパルスアーク型プラズマジェットによる金属又は樹脂等の被処理材の表層硬化方法.
窒素ガス流量1〜100L/min,水素ガス/窒素ガス流量比0.1%〜200%,被処理物の温度を室温〜1000℃,処理時間を0.01時間〜24時間にする.被処理物を金属材料または絶縁体のいずれかにする.
(もっと読む)
押出装置および押出方法
【課題】シリンダの内部空間の予備加熱に要する時間を短縮可能な技術を提供する。
【解決手段】押出装置30は、筒状のシリンダ71と、シリンダ71の内部空間Vに回転自在に配置されたスクリュー73と、内部空間Vを外周側から加熱する外部ヒータ72を備える。さらに、押出装置30は、スクリュー73に脱着可能に組み込まれたヒータ装置80を備える。ヒータ装置80は、例えば、スクリュー73の中空の軸部Qに抜き差し可能なヒータ棒81を備える。
(もっと読む)
木質系成形品の製造方法および木質系成形品
【課題】木質材料の配合割合が高い場合にも、成形圧力を低く抑えることができる木質系成形品の製造方法を提供すること。
【解決手段】(1)木質材料と熱可塑性樹脂の合計重量に対する前記木質材料の重量が70重量%以上となるように、配合する前記木質材料と前記熱可塑性樹脂の量を調整する工程と、(2)前記木質材料と、前記熱可塑性樹脂と、平均粒子径が100μm以下の球状充填材とを含む材料を混練して混練物を得る工程と、(3)前記混練物を型に供給して成形する工程とを含む製造方法とする。
(もっと読む)
素練りゴムの製造装置及び製造方法
【課題】機械的素練りにより、安定した化学的特性を示す素練りゴムを製造するための装置及び方法を提供する。
【解決手段】投入口3から投入された材料を密閉された練り室5内で攪拌する攪拌ロータ6と、攪拌ロータ6の回転速度を自動制御する制御部11と、練り室5内の温度を検出し、検出された実測温度に関する情報を制御部11に出力する温度センサ13と、を備え、制御部11は、練り室5内に天然ゴム又は50%以上が天然ゴムで構成されたゴム混合物が投入された後、設定された制御時間が経過するまでの間、前記実測温度に関する情報及び設定された目標温度に関する情報に基づき、前記実測温度を前記目標温度とするためのPID制御によって前記回転速度を自動制御する。
(もっと読む)
熱可塑性樹脂組成物の製造方法
【課題】熱可塑性樹脂組成物への蓄熱を抑制して、熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法を提供する。
【解決手段】熱可塑性樹脂と植物性材料との合計に対して30〜95質量%の植物性材料を含む熱可塑性樹脂組成物の製造方法であって、樹脂と植物性材料とを混合物とする工程と、混合物を細分化する工程と、を備え、細分化工程では、対向しつつ逆回転するローラ31とローラ32とを備え、各ローラの表面には、軸方向に沿って延びる複数の凸条312及び322を有し、隣り合う凸条の間は複数の凹部314及び324とされ、ローラ31とローラ32との凹部314と324とが合わさった空間33を連続形成可能である細分化装置を用いて、ローラの間に供給された混合物を咬み込みながら細分化して排出する。
(もっと読む)
射出成形材料およびその製造方法
【課題】射出成形時において高い流動性を有し、また、成形品において高い衝撃強度が得られる射出成形材料およびその製造方法を提供すること。
【解決手段】射出成形材料は、分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂が40〜90質量%の割合で含有され、重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂が5〜30質量%の割合で含有されてなる樹脂組成物よりなることを特徴とする。射出成形材料の製造方法は、(A)分子中の分岐度合いが0.35〜0.55〔nm/(g/mol)〕であり、重量平均分子量が1万〜8万であるポリカーボネート樹脂、および、(B)重量平均分子量が1万〜5万である熱可塑性のポリエステル樹脂を含有する原料を溶融・混練し、その後、間隙距離が5mm以下のスリットに通過させる間隙通過処理を施すことを特徴とする。
(もっと読む)
ゴム配合組成物の製造装置及び製造方法
【課題】安価で且つ省スペースな設備によって、架橋を進行させることなく、ゴム組成物に加硫剤を分散させることを可能にするゴム配合組成物の製造装置及び製造方法を提供する。
【解決手段】投入口3から投入された材料を密閉された混練室5内で攪拌する攪拌ロータ6と、攪拌ロータ6の回転速度を自動制御する制御部11と、混練室5内の温度を検出し、検出された実測温度に関する情報を制御部11に出力する温度センサ13と、を備え、制御部11は、少なくともゴム成分及び加硫剤が前記混練室内に存在する状態下において、設定された制御時間が経過するまでの間、前記実測温度に関する情報及び設定された目標温度に関する情報に基づき、前記実測温度を前記目標温度とするためのPID制御によって前記回転速度を自動制御する。
(もっと読む)
柄入りプラスチック成形品及びこれに用いる柄材並びに柄材の製造方法
【課題】 粒状体としての柄材の基材に対する定着性を向上させることが可能な柄入りプラスチック成形品及びこれに用いる柄材並びに柄材の製造方法を提供すること。
【解決手段】 基材2となる熱可塑性樹脂に柄材3を配合した柄入りプラスチック成形品1において、熱可塑性樹脂は、ポリブチレンテレフタレート系樹脂と密着性の良好な樹脂を主剤とする。柄材3として、少なくともポリブチレンテレフタレート系樹脂を含有してなる粒状体を用いる。
(もっと読む)
バリ除去方法およびレーザ加工方法
【課題】被加工物にレーザビームによるダメージを与えることなく精度良くバリを除去するバリ除去方法を提供する。
【解決手段】レーザ照射装置のレーザ照射範囲にバリ2および表面部1aが含まれるように被加工物1を載置するとともに、レーザ照射装置から照射するレーザビームLの焦点位置Pをバリ2よりも遠い位置に設定し、バリ2および表面部1aに対してレーザ照射装置からレーザビームLを照射する。レーザビームLを確実にバリ2に照射して当該バリ2を精度良く除去することができ、また、表面部1aではレーザビームLが乱反射しレーザビームLの強度が適度に弱められるので、被加工物1にレーザビームLによるダメージが与えられない。
(もっと読む)
熱伝導性樹脂組成物の製造方法
【課題】 フィラー高充填化と良好な成形流動性を両立し、かつフィラー分散状態の極めて良好な高熱伝導性樹脂組成物の製造方法を提供する。
【解決手段】 200℃、10kgf荷重時の溶融粘度が5〜2000dPa・sであるポリエステル樹脂(A)70〜20体積部及び、熱伝導フィラー(B)30〜80体積部を含有する熱伝導性樹脂組成物の製造方法であって、全熱伝導フィラー量のうち25〜70質量%(B−i)をポリエステル樹脂(A)に混合して混練したのち、残りの熱伝導フィラー75〜30質量%(B−ii)を添加して混練を行うことで解決できる。
(もっと読む)
フィルムの製造方法
【課題】結晶性を有するジシクロペンタジエン開環重合体水素化物を原料樹脂としてフィルムを製造するにあたり、特に平滑性と耐熱性に優れるフィルムを与えることができる、フィルムの製造方法を提供すること。
【解決手段】結晶性を有するジシクロペンタジエン開環重合体水素化物である原料樹脂を溶融成形法により矩形状のフィルムに成形する工程と、得られたフィルムの4辺を保持することによりフィルムを緊張状態として、これを原料樹脂のガラス転移温度以上融点以下の温度条件下に置くことにより、フィルムを結晶化させる工程と、を有するフィルムの製造方法。
(もっと読む)
ゴム組成物の製造方法
【課題】タイヤのトレッドに用いた場合に、省燃費性及びグリップ性に優れたタイヤが得られる加硫ゴム組成物の原料に適したゴム組成物の製造方法、および該ゴム組成物を用いた加硫ゴム組成物の製造方法を提供すること。
【解決手段】ゴム組成物の製造方法であって、ブタジエン系ゴムと、当該ブタジエン系ゴム100重量部あたり1重量部〜20重量部のシランカップリング剤とを混練して予備混練ゴム組成物を製造する工程、及び、当該予備混練ゴム組成物と、当該予備混練ゴム組成物を製造するために用いたブタジエン系ゴム100重量部あたり30重量部〜200重量部のシリカとを混練する工程を有する方法。
(もっと読む)
21 - 40 / 1,338
[ Back to top ]