
Fターム[4F201BC01]の内容
プラスチック等の成形材料の処理、取扱一般 (29,953) | 一般事項 (5,704) | 方法 (1,338)
Fターム[4F201BC01]に分類される特許
121 - 140 / 1,338
プリフォームを殺菌消毒する方法、及びこれらのプリフォームから殺菌消毒されたボトルを製造するための設備
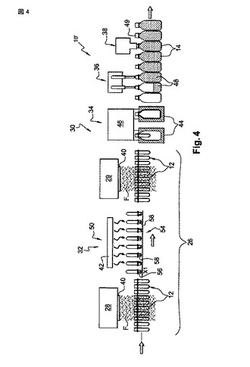
【課題】殺菌消毒された複数のプリフォームをブロー成形することにより殺菌消毒された複数のボトルを製造する方法、設備において、大量の消毒剤を消費しない、ボトルの壁にしみを出現させない消毒方法、製造設備を提供する。
【解決手段】スプレーステーション(28)で、殺菌消毒剤の霧からなるフィルムが少なくとも殺菌消毒される内壁で凝縮することにより堆積するように殺菌消毒剤の凝縮温度(Tc)未満である温度(T1)である各プリフォーム(12)で、殺菌消毒剤の流れ(F)が気化され、また、殺菌消毒剤を気化するための、殺菌消毒部(26)の活性化ステーション(50)で、このように処理された各プリフォーム(12)は、放射により活性化温度(Ta)以上の温度(T2)に加熱され、プリフォーム(12)の少なくとも内壁を殺菌消毒するようにする。
(もっと読む)
帯状部材の貼付け装置および貼付け方法

【課題】未加硫帯状部材の貼付け精度を十分高く維持しつつ、未加硫帯状部材をより高速で成型ドラムに貼着させることができる帯状部材の貼付け装置を提供する。
【解決手段】定寸切断されて搬送面上に位置決め配置された未加硫帯状部材Wを搬送するコンベアベルト2と、コンベアベルト2それ自体をストロークさせるコンベアベルトシフト手段7,8と、回動駆動されて、コンベアベルト2上の未加硫帯状部材Wを周面上に直接的もしくは間接的に貼着される成型ドラム1とを具えてなり、前記コンベアベルト2を、成型ドラム1の下方に配設してなる。
(もっと読む)
プラスチックフィルムの加熱方法、およびカラーフィルターの製造方法
【課題】プラスチックフィルムを均一にかつ迅速に加熱することができるプラスチックフィルムの加熱方法を提供する。
【解決手段】本発明によるプラスチックフィルムの加熱方法においては、まず、帯状のプラスチックフィルム1が、プラスチックフィルム1の間に支持部材2を介してコア5に巻き取られ、当該支持部材2によってプラスチックフィルム1の間に空隙層3が介在されるように、プラスチックフィルム1の巻取体4が形成される。次に、プラスチックフィルム1の巻取体4が加熱炉10に投入される。その後、加熱炉10内において、プラスチックフィルム1の巻取体4が所望の温度で加熱される。
(もっと読む)
波長特異的な熱放射及び処理を行う方法及びシステム
【課題】種々の処理目的のために特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入するシステムを提供する。様々な産業、医学、民生又は商用環境において、物品を加熱しその温度を上昇又は維持するか、或いは目標物を刺激することが含まれる。特に、より高速で且つ目標物と接触しない環境で機能するときに有利である。
【解決手段】特定の熱赤外線(IR)波長放射又はエネルギーを物品に直接注入する、具体的に選択した波長で照射するか或いは放射をパルス化又は注入する能力を必要とするか又はその能力から恩恵を受ける作業に特に適用可能である。
(もっと読む)
樹脂フィルムの熱処理方法
【課題】樹脂フィルムにおける残留応力の除去、脱水、脱ガス、脱溶剤を、効率的に行うことができる樹脂フィルムの熱処理方法を提供すること。
【解決手段】樹脂フィルム2の残留応力を取り除くように樹脂フィルム2を熱処理する方法。樹脂フィルム2をチャンバー11内に配置するフィルム配置工程と、次いで、チャンバー11内を真空状態にする真空引き工程と、次いで、樹脂フィルム2を加熱する加熱工程と、次いで、樹脂フィルム2を冷却する冷却工程とを有する。加熱工程から冷却工程までの間、樹脂フィルム2に張力がかからない状態と、チャンバー11内の真空状態とを保つ。
(もっと読む)
ペレットの製造方法およびペレット製造装置
【課題】ダイスの表面の平面度が不十分でも、カッタ軸の回転速度に関係なく、カッタ刃を適切な接触面圧でダイス面に当接させることができるペレット製造装置を提供する。
【解決手段】カッタ軸(7)と、カッタホルダ(8)と、カッタホルダの外周部取り付けられているカッタアーム(11、11、…)と、これらのカッタアームのそれぞれに取り付けられているカッタ刃(4、4、…)とから構成する。カッタアーム(11、11、…)は、その軸心の周りに揺動的に回動可能である。カッタ刃(4、4、…)はカッタアームに対して垂直の軸心の周りに揺動的に回動可能である。これらにより、個々のカッタ刃(4、4、…)は独立してフレキシブルである。また、カッタ軸(7)には、該軸の回転速度に応じた所定の軸方向の力を付与する。
(もっと読む)
樹脂ペレット群及び樹脂ペレットの製造方法
【課題】所望の色の成形品を確実に得ることができる樹脂ペレット群及び当該樹脂ペレットの製造方法を提供する。
【解決手段】
樹脂ペレット群は複数の樹脂ペレットを備えている。樹脂ペレット3は単色の合成樹脂で構成されたペレット本体4とペレット本体4の外表面の全体に塗布された所望の色の液状の着色材5が乾いて構成された塗膜6とを含んでいる。樹脂ペレット3は単色の合成樹脂で構成されたペレット本体4の外表面の少なくとも一部に所望の色の液状の着色材5が塗布されて得られる。
(もっと読む)
熱可塑性材料の前処理、再処理、又はリサイクル方法
【課題】高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)からなるプラスチック材料を、穏やかで効率的かつ経済的な手法で再処理する方法の提供。
【解決手段】プラスチック材料を、少なくとも一つの収容槽又は反応槽において、混合及び粉砕をしながら加熱し、前記プラスチック材料の結晶化、乾燥、及び/又は浄化を行い、前記プラスチック材料の混合、粉砕及び加熱は、鉛直軸の回りを回転でき、少なくとも一つの粉砕又は混合用具を使用し、該粉砕又は混合用具は材料を粉砕及び/又は混合する効果を奏するように働く刃を有し、加熱が機械的エネルギーを与えることにより行われ、前記プラスチック材料が、高密度ポリエチレン(HDPE)、低密度ポリエチレン(LDPE)、又はポリプロピレン(PP)であり、
前記プラスチック材料の形態が、容器を粉砕してできた部分的に結晶質又は非晶質の粒状物やフレークの形態であり、高密度ポリエチレン(HDPE)の加熱温度が50〜130℃であり、低密度ポリエチレン(LDPE)の加熱温度が50〜110℃であり、ポリプロピレン(PP)の加熱温度が50〜155℃であり、
粉砕又は混合用具の最も外側の刃の周方向速度が1〜35m/s、収容槽又は反応槽における平均滞留時間が10〜100分、かつ150mbar以下で処理が行なわれる、
ことを特徴とする。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管を通して、原料ドープをダイナミックミキサ52へ送る。配管に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービンの回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。圧力センサ92ayはダイナミックミキサ52におけるシール圧P1を測定する。制御部89は、シール圧P1に基づいて、駆動軸86の回転数を制御する。
(もっと読む)
ポリアミド樹脂組成物ペレットの製造方法
【課題】成形時の成形安定性、特には射出成形あるいは押出成形時の計量安定性に優れたメタキシリレンセバカミド系ポリアミド樹脂組成物ペレットの製造方法を提供する。
【解決手段】キシリレンジアミンとセバシン酸との重縮合反応により得られるポリアミド樹脂(A)100質量部に対し、有機核剤(B)を0.1〜50質量部含有してなるポリアミド樹脂組成物を溶融混練得られるポリアミド樹脂組成物ペレットであって、該ペレットに結晶化処理を施すことにより、ポリアミド樹脂組成物ペレットの結晶化度を、結晶化処理前の結晶化度より5%以上高くすることを特徴とし、かつ、有機核剤(B)の融点がポリアミド樹脂(A)の融点より50℃を超えて高いポリアミド樹脂組成物ペレットの製造方法による。
(もっと読む)
混合装置、流延ドープの製造方法及び溶液製膜方法
【課題】添加剤液が添加された原料ドープの攪拌を行ない、均質の流延ドープを得る。
【解決手段】ポンプは、配管53を通して、原料ドープをダイナミックミキサ52へ送る。配管53に設けられたノズルは、原料ドープに添加剤液を添加する。ダイナミックミキサ52は、駆動軸86に設けられたタービン100の回転により、添加剤液及び原料ドープを攪拌する。ダイナミックミキサ52は、添加剤液及び原料ドープを流延ドープとして配管66へ送る。粘度センサ105aは流延ドープの粘度を測定する。制御部89は流延ドープの粘度の測定値から粘度の変動量を算出する。制御部89は、粘度の変動量から流延ドープの混合性が基準レベルを満たしているかを判定する。流延ドープの混合性が基準レベルを満たしていないと判定した場合には、制御部89は、駆動軸86の回転数を増大させる。
(もっと読む)
繊維強化樹脂材の製造方法
【課題】強化繊維を熱可塑性樹脂に均一に分散させることにより、外観品質が確保されると共に、強化繊維の残存繊維長をより長い状態に維持することにより機械的特性を確保することができる。
【解決手段】強化繊維と熱可塑性樹脂とを含む繊維強化樹脂材を製造する方法であって、連続した強化繊維3aと、第1の熱可塑性樹脂とが、強化繊維3aの繊維長方向に沿って混在した複合材3Aと、第2の熱可塑性樹脂とを、第1及び第2の熱可塑性樹脂が溶融するまで加熱する工程と、第1及び第2の熱可塑性樹脂が溶融した状態で、複合材3Aと第2の熱可塑性樹脂とを混練することにより、強化繊維3aを切断しながら混練物1Aを製造する工程と、を少なくとも含む。
(もっと読む)
混合混練機並びに、混合混練機を使用してポリ(メタ)アクリレートを製造する方法
【課題】発生する高い剪断力に対して機械的に安定している軸を備えた、製造基準の混合混練機を提供する。
【解決手段】少なくとも2つの軸2,3を備えた混合混練機であって、これらの軸の表面においてウェブ5に混練棒4が配置されていて、軸がハウジング6によって取り囲まれており、該ハウジング6において、少なくとも1つの開口10が軸の上に形成され、かつ生成物排出のための少なくとも1つの開口11が形成されており、軸2,3が両端部において支承されていて、少なくとも1つの端部において駆動されおり、軸の構造が、軸における曲げの固有振動数と励起体振動数との絶対値の差を、曲げの固有振動数で割った値に100を掛けて得られる数値が少なくとも5であるように、構成されている。
(もっと読む)
木質系合成樹脂材料及びその製造方法
【課題】 混合溶融法による木質系合成樹脂において比較的大きな木質原料を用いた場合であっても、木質系材料と熱可塑性樹脂材料とが均一に混合されており、表面に木質材料の浮き上がりの少なく外観が良く、且つ、高い強度を有する木質系合成樹脂材料の提供。
【解決手段】 セルロース系の繊維を含む木質系材料と、熱可塑性樹脂とを含む木質系合成樹脂材料において、木質系材料と熱可塑性樹脂とを、回転する羽根を備えたミキシング装置内に投入し、その攪拌に伴い発生する摩擦熱により溶融させてゲル状態とする、ミキシング溶融工程と、前記ミキシング溶融工程後に、更に前記ゲル状態の材料を加圧条件の下で混練する、加圧混練工程と、前記加圧混練工程後に、前記材料を型に入れて圧縮成形する、圧縮成形工程と、を経て得られることを特徴とする、木質系合成樹脂材料。
(もっと読む)
熱可塑性樹脂組成物の押出成形方法
【課題】溶融樹脂組成物をストランド状に押し出すための樹脂押出用ダイを用いて押出成形する方法において、樹脂成形品に比較的大きな目やにが異物として混入することを抑制可能な方法を提供する。
【解決手段】押し出された樹脂ストランド91の引き取り速度Vs(m/min)と、樹脂ストランド91の搬送経路における冷却媒体93中に設けられた、樹脂ストランド91をガイドするガイドローラー94A、94Bの外周面の移動速度Vr(m/min)の関係が、0.7≧Vr/Vs≧−0.2の関係を満たすように、引き取り速度Vr、移動速度Vsを決定する。
(もっと読む)
複合強化繊維束の製造方法およびそれを用いた成形材料
【課題】強化繊維束への含浸性が良好であり、かつボイドが少なく、成形時の揮発分が少ない複合強化繊維束を製造することを目的とする。また、複合強化繊維束を用いた成形材料であって、成形品中への繊維分散が良好である成形品を製造できる成形材料を提供することを目的とする。
【解決手段】強化繊維束(A)50〜87質量%に、特定の条件を満たすエポキシ樹脂(B)13〜50質量%を含浸させてなる複合強化繊維束の製造方法であって、成分(A)に成分(B)を供給し、成分(B)を100〜300℃の溶融状態で成分(A)と接触させる工程(I)と、成分(B)と接触している成分(A)を加熱して成分(B)の供給量の80〜100質量%を成分(A)に含浸させる工程(II)を有する複合強化繊維束の製造方法、およびその方法で製造される複合強化繊維束に、熱可塑性樹脂(C)が接着されている成形材料。
(もっと読む)
連続混練装置及び混練方法
【課題】 連続混練装置において、分散相とマトリックス相との粘度差が大きい材料を確実に且つ効率良く混練する。
【解決手段】本発明の連続混練装置1は、内部が空洞とされたバレル3と、バレル3に収容されると共に互いに異なる回転方向に回転する一対の混練ロータ2、2とを備え、混練ロータ2に径外側に向かって突出する混練フライト7を軸心回りに少なくとも2条以上有していて、混練ロータ2、2の軸間距離が混練フライト7の回転外径より小さくなるように配備されていて、一対の混練ロータ2、2の軸垂直方向の断面において一対の混練ロータ2、2の回転位相毎で最も狭い混練部8、8間のクリアランスであるロータ間クリアランスCRがロータ間クリアランスCRを通過する材料に伸長流を生起可能な間隔とされている。
(もっと読む)
混練押出機での粘度調整方法、および、混練押出機
【課題】混練押出機をコンパクトに構成する。また、200℃における半減期が10秒以上の過酸化物の残留量を抑制し、いろいろなメルトフローレートのポリプロピレンの処理に対応させる。
【解決手段】最上流側の混練翼部21で混練されるポリプロピレンの充満率を変更可能に設けられたゲート装置31(第1の流路絞り機構)と、ゲート装置31の下流側の混練翼部22で混練されるポリプロピレンの充満率を変更可能に設けられたバタフライ弁36(第2の流路絞り機構)と、を備えた混練押出機1を用いる。ポリプロピレンと過酸化物とを混練するに際して、ゲート装置31によってポリプロピレンの充満率を高めるとともに、最下流側の混練翼部22で混練されたポリプロピレンが所定温度未満の場合は、バタフライ弁36によってポリプロピレンの充満率を高めることにより、最下流側の混練翼部22で混練されたポリプロピレンを当該所定温度以上とする。
(もっと読む)
太陽電池モジュール用封止材の製造方法
【課題】真空加熱ラミネートの際の熱収縮が小さい太陽電池モジュール用封止材を提供する。
【解決手段】酢酸ビニル含有量が28質量%以上33%質量以下であるエチレン−酢酸ビニル共重合体樹脂100質量部に対して、0.5質量部以上1.0質量部以下の架橋剤と、0.5質量部以上1.0質量部以下の架橋助剤と、を含有する封止材組成物を成形後、120℃以上140℃以下で、0.5分以上10分以下のアニール処理を行なう。この方法で得られる太陽電池モジュール用封止材は、熱収縮率が10%以下であり、真空加熱ラミネート時の熱収縮が小さいので太陽電池素子の割れを防止できる。
(もっと読む)
高せん断装置及び高せん断方法
【課題】高分子材料の高せん断時に高速回転させるとともに急速な温度変化に迅速に応答して温度制御を行い、効率よくナノレベルに分散及び混合できるようにした高せん断装置及び高せん断方法を提供する。
【解決手段】高分子材料をナノレベルで分散及び混合するための高せん断装置であって、内部帰還型スクリューが材料加熱筒内に高速回転可能に設けられていて、内部帰還型スクリューを高速回転させることで可塑化された高分子材料に高せん断応力を与える高せん断部と、材料加熱筒内の高分子材料の温度を低下させる冷却手段40と、内部帰還型スクリューを駆動する駆動源のトルクを検出するトルクセンサー44と、内部帰還型スクリューの回転数を検出する回転数センサー60と、トルクセンサー44と回転数センサー60で検出したトルク及び回転数に応じて冷却手段40によって高分子材料の温度を制御する冷却温度制御手段45とを備えた。
(もっと読む)
121 - 140 / 1,338
[ Back to top ]