
Fターム[4F202AA24]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリエステル (263)
Fターム[4F202AA24]の下位に属するFターム
ポリブチレンテレフタレート (27)
ポリエチレンナフタレート (14)
ポリアリレート (10)
Fターム[4F202AA24]に分類される特許
201 - 212 / 212
容器をブロー成形するための方法および装置
本発明による方法と装置は、容器をブロー成形するために用いる。パリソンを熱的にコンディショニングした後、該パリソンをブロー成形型の内部で引伸ばし棒により引伸ばし、吹き込み圧を作用させることにより容器に成形する。まず低圧供給部(42)から供給される第1の吹き込み圧を使用し、次に高圧供給部から供給される第2のより高い吹き込み圧を使用する。吹き込み空気を少なくとも1つの吹き込み弁を介して供給し、容器を成形した後、使用した高圧吹き込み空気の少なくとも一部を低圧供給部へ供給する。低圧供給部への吹き込み空気戻しを、吹き込み空気弁に並列に接続された戻し弁(47)により制御する。戻し弁の弁出口を低圧供給部と連通させる。  (もっと読む)
(もっと読む)
容器およびその成形方法
【課題】透明性に優れ、優れたイージーピール性と安定した十分なイージーピール強度を有する易開封性の容器およびその成形方法を提供する。
【解決手段】 熱可塑性樹脂シートを加熱した後、金属金型により賦形・冷却する容器の成形方法において、凝集破壊タイプのイージーピール材から構成されたイージーピール層を一方の表面層として有する総厚さ150〜1000μmの熱可塑性樹脂シートを用い、該熱可塑性樹脂シートを加熱した後該イージーピール層の表面側に、表面粗さの指標で最大高さ(Rz)(JIS B 0601)が0.8μm以下の表面を有する金属金型に接触させて賦形・冷却することにより成形する容器の成形方法。
(もっと読む)
容器の成形のための上方に付勢された鋳型底を有するブロー成形機械
本発明は、プリフォームに基づき容器を製造するためのブロー成形機械(10)であって、この容器の胴部を形成するようにデザインされている2つの半鋳型(20、22)を支持しているコンソール(16)を備えている少なくとも1つの回転するターンテーブル(12)と、この容器の底を形成するようにデザインされている鋳型底(32)とを有し、この鋳型底(32)がカムシステム(46)により垂直方向に摺動するように駆動されるタイプの機械において、コンソール(16)は、鋳型底(32)をその上部位置に向けて付勢する少なくとも1つの戻し部材を有し、また、カムシステム(46)は、鋳型底(32)に摺動可能に接続され、下向きの制御面(54)と相互作用するカムフォロワ部材(52)を有することを特徴とするブロー成形機械(10)を提案する。  (もっと読む)
(もっと読む)
複合材料のための室温硬化可能な水ベースの離型剤
エポキシ樹脂およびポリエステルベースのポリマー材料等の複合材部品を離型するのに役立つ、室温硬化可能な水ベースの離型剤。離型剤は室温のような低温で硬化可能であるが、例えば200℃または280℃を越えるような従来のエポキシ樹脂ベースの複合材の成型温度まで、熱的に安定である。この離型剤は、型それ自体をオーブンに置く前に、室温で準備されるとき、高温で大きなオーブン中で硬化させられる大きな複合材部品を離型するのに有用である。さらに、この離型剤は、室温のような低温で製造され、硬化させられるポリエステル複合材部品を離型するのにも有用である。 (もっと読む)
成形品の製造方法および浴室用カウンター

【課題】補強層の成形作業性がよく、しかも、肉厚の部分的に異なるなど、裏面の形状も
精密な構造とすることができるとともに、耐衝撃強度に優れた成形品を提供することを目
的としている。
【解決手段】アクリル樹脂シートを真空成形して得られる成形品の表面形状をした表面材
を、成形品の裏面形状の型面を有する注型用型内にセットし、注型用型の表面材裏面と成
形品の裏面形状の型面との間に不飽和ポリエステル樹脂および充填材を含むスラリーを充
填して、スラリーを硬化させて表面材の裏面に補強層が一体成形されている成形品におい
て、補強層と、表面材との間に繊維強化プラスチック層が設けられていることを特徴とし
ている。
(もっと読む)
成形品の製造方法および浴室用カウンター

【課題】ねじれや反りの発生がない成形品の製造方法および浴室用カウンターを提供する
ことを目的としている。
【解決手段】アクリル樹脂シートを真空成形して得られる成形品の表面形状をした表面材
を、成形品の裏面形状の型面を有する注型用型内にセットし、注型用型の表面材裏面と成
形品の裏面形状の型面との間に不飽和ポリエステル樹脂および充填材を含むスラリーを充
填して、スラリーを硬化させて表面材の裏面に補強層を一体成形する成形品の製造方法に
おいて、前記スラリーが、低収縮剤およびガラス短繊維の少なくともいずれか一方の添加
によってその成形時の収縮度を表面材の収縮度近傍になるように調整されていることを特
徴としている。
(もっと読む)
熱可塑性容器の製作のための釣り鐘ノズル式ブロー成形またはストレッチブロー成形装置、および装置用の金型
本発明は、熱可塑性ポリマー製、特にPET製のブランク材から容器を製作するためのブロー成形またはストレッチブロー成形装置であって、金型(1)のキャビティ(5)内に配置されたブランク材(9)へと加圧流体を吹き込むための吹き込み用釣り鐘ノズル(18)を備え、ノズルの一端が、金型(1)の一表面(6)に設けられた支持プレートの前面に当接して気密に支持され、ブランク材(9)の首部(8)を覆うように構成されており、支持プレートが、ノズル(18)の端部の外形に類似した形状の外形を有するリング状(25)であり、リングが、金型(1)の表面に設けられたガター(24)内に係合し、ブランク材(9)の首部(8)が通過する開口(7)を、間隙を介して囲んでいる装置に関する。  (もっと読む)
(もっと読む)
熱可塑性ポリエステルをベースとする改良された流動性を有する成形用組成物
本発明は、熱可塑性ポリエステルと、少なくとも1種のオレフィンと脂肪族アルコールの少なくとも1種のメタクリル酸エステルまたはアクリル酸エステルとを含む少なくとも1種のコポリマー(ただし、コポリマーのMFIは100g/10分以上である)と、をベースとする改良された流動性を有する熱可塑性成形用組成物と、これらの成形用組成物の調製方法と、さらには、電気産業、電子産業、通信産業、自動車産業、もしくはコンピューター産業向けの、スポーツにおける、家庭内における、医療における、または娯楽産業向けの、成形品を製造するための、これらの成形用組成物の使用と、に関する。 (もっと読む)
単層物および多層物、ならびに、それらの物を製造する射出成型方法
好ましい実施形態において、方法および装置は、成型可能な材料を有する物体を生産可能である。物体は、単層および多層である。物体は様々な方法により形成されることができる。 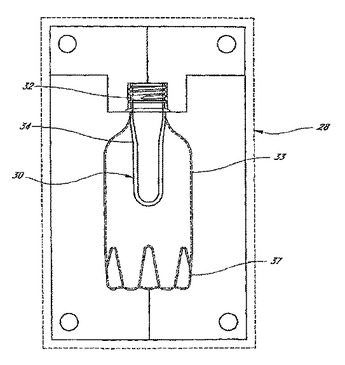 (もっと読む)
(もっと読む)
プラスチック製品のブロー成形装置
プラスチック材料のボトルのブロー成形用装置は回転ターンテーブルを含み、その円周外側上に金型(4)をもたらす。各金型(4)は3つの成形形状(5、6、7)を有し、パリソン(12)が供給されないかもしれない形状をブローしないようにパリソンのブロー操作の始めから終わりまで別々にコントロールすることができる。  (もっと読む)
(もっと読む)
金型から成形プリフォームを2段階式に取出す装置及び方法
金型から成形プラスチックプリフォームを取り出す射出成形方法及び装置。第1の持上げ構造体及び/又は工程は、コアの相補的な面に対して封止するとともに整合する領域を有する内面を有し、且つ、第2の持上げ構造体の相補的な面に対して封止するとともに整合する領域を有する上面を有するように構成され、第1の持上げ構造体の上面は、第1の時間期間、持上げ方向に射出成形用金型から成形プラスチックプリフォームを持上げるように構成されており、成形プラスチックプリフォームの下部は、持上げ方向に対してほぼ垂直な平面内にある。第2の持上げ構造体及び/又は工程は、第2の時間期間、持上げ方向に射出成形用金型から成形プラスチックプリフォームの外面を持上げるように構成されている内面を有するように構成され、成形プラスチックプリフォームの外面は、持上げ方向に対してほぼ平行な平面内にある構造体を有する。成形プラスチックプリフォームはその端部が持上げられるため、その内部は凝固させられる必要がなく、よって、金型からプリフォームをより早く取出すことが可能となり、サイクル時間が短縮される。
 (もっと読む)
(もっと読む)
絶縁層及び接続孔の形成方法、配線構造の形成方法、並びにこれらの方法の実施に使用する型材及びその製造方法
【課題】 コア基板上に絶縁層及びヴィアを形成する際に、形成された絶縁層の表面が平滑となり、薄膜素子等を信頼性及び歩留り良く、高い自由度を以って形成でき、更には微小なヴィア形成が可能な絶縁層及びヴィア形成方法、配線構造の形成方法、並びにこれらの方法の実施に使用する型材及びその製造方法を提供すること。
【解決手段】 基板1上の電極2を含む面に液状の絶縁層材料3を塗布し、この上から突起22が形成された型材21の突起22側を押込み、この突起22を電極2に接当させて絶縁層3を硬化した後に、型材21を剥離する。これにより突起22の部分の絶縁層3にヴィア23を形成することができる。従って、型材21の突起22を除く面を平滑に形成し、突起22を所望の形状及びサイズの形成しておくことにより、表面が平滑な絶縁層3及び所望のヴィア23が形成され、この方法を用いて薄膜素子等を形成すれば信頼性及び歩留りの良い製品を作製することが可能になる。
(もっと読む)
201 - 212 / 212
[ Back to top ]