
Fターム[4F202AA24]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリエステル (263)
Fターム[4F202AA24]の下位に属するFターム
ポリブチレンテレフタレート (27)
ポリエチレンナフタレート (14)
ポリアリレート (10)
Fターム[4F202AA24]に分類される特許
61 - 80 / 212
射出成形品の製造方法

【課題】液晶性樹脂組成物を、超音波洗浄しても射出成形品表面のフィブリル化を抑え、優れた外観を有する成形品を得るための成形技術を提供する。特に、金型温度が100℃以下の条件でも実施可能な成形技術を提供する。
【解決手段】液晶性樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、断熱層の厚みt1(μm)、射出速度S(mm/sec)、射出成形品の厚みt2(mm)、金型温度T(℃)とした場合に、特定の関係式を満たす成形条件で射出成形する。好ましくは金型温度が100℃以下で成形を行う。
(もっと読む)
光の反射防止効果を有する成型品

【課題】優れた光の反射防止効果を有する成型品を効率良く簡便に提供することにある。更に、優れた光の反射防止効果や優れた光の透過性能を有する光の反射防止効果を有する成型品に要求される表面形状と物性を見出し、かかる特定の表面形状と物性を有する光の反射防止効果を有する成型品を提供すること。
【解決手段】表面に微細形状を有する型を用い、該型が表面に有する微細形状を熱可塑性樹脂に熱転写し成型してなる成型品であって、その表面に平均高さ100nm以上1000nm以下の凸部又は平均深さ100nm以上1000nm以下の凹部を有し、その凸部又は凹部が、少なくともある一の方向に対し平均周期50nm以上400nm以下で存在していることを特徴とする成型品。
(もっと読む)
肉薄容器及びその射出成形方法
【課題】ポリ乳酸樹脂の生分解性を損なうことなく、装飾性を備える肉薄容器及びその射出成形方法を提供する。
【解決手段】肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸してなるポリ乳酸の溶融樹脂を射出成形してなり、ゆず肌の外表面を備える。肉薄容器Wは、0.45〜0.7mmの範囲の厚さを備えることが好ましい。肉薄容器Wは、ポリ乳酸樹脂に対して2.6〜4重量%の範囲の超臨界状態の二酸化炭素を含浸させたポリ乳酸の溶融樹脂を射出する方法により得ることができる。キャビティ29は、ゲート32とキャビティ29の先端部との間に、ゲート32の周辺部よりも肉厚である肉厚部29aを備えることが好ましい。金型12に複数のキャビティ29が配設されている場合には、各ゲート32の開閉を電磁開閉弁により行うことが好ましい。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品表面のエア残りを低減し、外観性能を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内に第1のエア注入管71を通じてエアを注入し続ける。そして、発泡樹脂材料Mの射出充填後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作し、金型外周シール部80から外部にエアを排出する一方、第2のエア注入管72を通じて可動側金型50の型面と発泡樹脂成形品20の製品面との間に薄膜のエア層Aを強制的に作り出し、外観性能を表面全面に亘り均一に保つことで外観不良をなくす。
(もっと読む)
合成樹脂製厚肉成形品
【課題】 本発明は、PCTG樹脂とPCTA樹脂による三重壁以上の多重壁を有する透明な厚肉射出成形品において、成形品内部での白化や、金型面における樹脂の流動挙動に起因するフローマークの発生のない、成形品全体として表面性状および透明性を高品位に現出可能な多重壁に係る構成を創出することを技術的課題とするものである。
【解決手段】 複数回の射出成形により、内側層と少なくとも一つの中間層と外側層からなる多重壁構造を有し、有底筒状で、底部底面の中央部に対向して配設されるピンゲートから溶融樹脂を射出して成形される厚肉射出成形品において、第1次の射出成形により成形される内側層はPCTA樹脂製、第2次以降の射出成形により成形される中間層と外側層はPCTG樹脂製若しくはPCTG樹脂とPCTA樹脂のブレンド樹脂製とする。
(もっと読む)
成形体及び成形方法
【課題】
解決しようとする課題は、従来のブロー成形のパリソン内に発泡ビーズを充填する方法は通常のブロー成形機では実施できず専用の装置を必要とし、装置が高価であることから非常なコスト高になってしまい、また、中空成形品にチップウレタンを重ねて、中空成形品単独では形成が困難な嵩高のものを形成する方法は安価ではあるが、発泡体と中空体とが基本的に別体なので在庫管理の手間が2倍かかるという点である。
【解決手段】
熱可塑性樹脂のブロー成形によって形成される成形体に発泡体をインサート成形することにより前記課題を解決した。
(もっと読む)
容器
【課題】
解決しようとする課題は、従来の熱可塑性樹脂のブロー成形により形成される容器に高温の液体を満たすと、高温によって樹脂は軟化する上にブロー成形により形成される成形物の宿命ともいうべきピンチオフ部分の融着部位の強度的な弱点が露呈して、液体の自重による内圧力によりピンチオフ部分の裂けた箇所から高温の液体が噴き出すという極めて危険な事故を完全には防ぐことができないという点である。
【解決手段】
容器の成形用金型のパーティングラインに沿って少なくとも該容器の設置状態における側方および下方に該パーティングラインの全長の4分の3以上の長さを持つフランジを有し、且つ該容器の設置状態における水平面にほぼ平行で該フランジ3との干渉によって部分的に途切れる箇所を除き該容器の周囲の2分の1以上の範囲に複数の溝状凹部を設けることにより前記課題を解決した。
(もっと読む)
発光パネル装置に用いる3Dパネル版
【課題】パネル本体に光線が照射されたときに、凹凸構造から成る所定のパターンを浮き立たせ、3D効果を明瞭化する発光パネル装置に用いる3Dパネル版を提供する。
【解決手段】透明樹脂より成るパネル本体に光線を照射し、パネル本体に形成されている凹凸構造から成る所定の平面パターンを浮き立たせる構成を備えたパネル版であって、パネル本体11に凹入する凹状構造を用いて、網点21で表現され所定の平面パターンより成る主模様部12を、パネル本体の裏面に形成し、パネル本体より突出する凸状構造より成る網点26で表現され所定の平面パターンを有する透明な副模様部25をパネル本体の表面に形成しパネル本体の裏面の主模様部の平面パターンと表面の副模様部の平面パターンは、スクリーン線数が異なり、かつ、表面から見てモアレ模様を生ずる網点角度に構成する。
(もっと読む)
シートの圧縮成形用金型及びシートの製造方法
【課題】
解決しようとする課題は、加熱軟化させた繊維強化熱可塑性樹脂製シートを圧縮成形するに際し、冷却固化が不十分だと離型後のシートの膨張によって取付け座面の板厚が不均一となって所望の板厚精度が得られず、逆に所望の板厚精度を得るために冷却固化を十分に行うと成形サイクルが長大となりコストの増大を引き起こすという点である。
【解決手段】
シートの圧縮成形用金型の該相手部品取付け座面の中央近傍の相手部品取付け用下孔に相当する箇所の金型クリアランスを、相手部品取付け座面に相当する箇所の金型クリアランスより大きくすることにより前記課題を解決した。
(もっと読む)
医療用物品の回転成形
【課題】医療用装置のシェル、または、他の成形物品を成形するためのシステム及び方法の提供。
【解決手段】本システムは、成形型100が内部に取付けられる多軸回転成形機械50を備える。成形型100は、成形されるべき物品の形状のキャビティ60を有している。成形型100は、シールされて真空が保持される。操作において、シリコーンまたは他の成形材料が成形型100に挿入され、成形型100が真空引きされ、成形型100は少なくとも2本の軸A、B回りに回転されて、成形材料が成形型100の内壁を被覆して、シェルまたは医療用物品を形成する、回転成形システム。
(もっと読む)
透明耐熱ポリ乳酸系成形体の成形方法
【課題】
ポリ乳酸ステレオコンプレックス構造を有しており、結晶化していると同時に透明であり、熱処理をしても透明性が維持され、ヘイズ値が増加しないポリ乳酸系成形体。
【解決手段】
DSC測定における150〜200℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク1)と205〜240℃の範囲にある吸熱ピークの最大吸熱ピーク(ピーク2)とのピーク比(ピーク1/ピーク2)が0.2以下であるポリ−L−乳酸とポリ−D℃乳酸を含むポリ乳酸系組成物を融点+20℃以下のシリンダー温度でインジェクション成形する透明で耐熱性のある成形体の成形方法である。
(もっと読む)
マイクロニードルおよびその製造方法と金型
【課題】生体内分解性の樹脂を加熱し軟化又は溶解し、金型(鋳型)でプレスしてマイクロニードルを製造する方法は良く知られている。この方法では、針状突起の折損が多く、品質のよいものは歩留まりが低い状況であり、周辺部や末端部では、針の根元で湾曲する傾向が見られた。特に収縮率の高いPGAほど湾曲する傾向が見られた。そこで、これらの欠点を克服するマイクロニードルの製造方法の提供が課題となっていた。
【解決手段】樹脂の冷却収縮時に生じる応力を遮断するため、上記応力の遮蔽板を設置した金属金型(鋳型)を作製し、プレス加工によるマイクロニードルの作製を行った。これにより、マイクロニードル外周部の針状突起の湾曲は抑制され、特に、熱収縮性の大きいPGA樹脂を用いても、図8に示されるような品質のよいマイクロニードルが提供できるようになった。
(もっと読む)
ポリエステルエラストマー製ドライブシャフトブーツの製造方法
【課題】 1対の分割面を有するポリエステルエラストマー製ドライブシャフトブーツの製造方法の提供
【解決手段】 ポリエステルエラストマー製ドライブシャフト用のブーツの生成方法は、成形工程S1、環状成形物形成工程S3、管状構造固定工程S5、加熱工程S7、及び冷却工程S9を有している。成形工程S1では、ポリエステルエラストマーを材料に、射出成形により、1対の分割面を有するブーツの形を有する成形物5を成形する。環状成形物形成工程S3では、成形物5の分割面を合わせて成形物5を環状構造とした環状成形物7を生成する。環状構造固定工程S5では、環状成形物7において、合わせた分割面が解放しないように環状成形物7の環状構造を固定する。加熱工程S7では、固定した環状成形物7を所定の温度で加熱する。冷却工程S9では、加熱した環状成形物7を冷却する。これらの工程により、ポリエステルエラストマー製のブーツ3を生成する。
(もっと読む)
発泡樹脂成形品の成形方法
【課題】可動側金型と固定側金型とを型締めした後、エアを注入し、更に、発泡樹脂材料を射出充填した後、可動側金型を型開きさせて発泡反応を開始して所要形状に成形してなる発泡樹脂成形品の成形方法であって、製品内のエア残りを低減し、外観性能並びに隣接部品に対する合わせ精度を高める。
【解決手段】成形金型40の型締め後、冷却工程前迄製品キャビティC内にエアを注入し続ける。そして、発泡樹脂材料Mを製品キャビティC内に射出充填した後、製品キャビティC内のエア圧を0.3〜1.0MPaにキープした状態で可動側金型50を型開操作して、金型外周に配置したシール部70から外部にエアを排出することにより、製品内のエア残りを解消でき、外観不良をなくすとともに、隣接部品との合わせ精度を高める。
(もっと読む)
プリフォーム成形金型
【課題】ボトル胴部形成部に皺を発生させることなくプリフォームを射出成形することができるプリフォーム成形金型を提供する。
【解決手段】プリフォームに対応するキャビティと、射出ノズルが接続されるゲートインサートとを備える。キャビティは、ボトル胴部形成部とボトル底部形成部とに夫々対応する型壁面9,11と、ボトル底部形成部とボトル胴部形成部との境界部分の肉厚増加部に対応する型壁面10とを備える。肉厚増加部に対応する型壁面10に粗面加工を施す。
(もっと読む)
タイヤの製造方法、及び、金型
【課題】熱可塑性材料の注入圧力を低減させることによりビードコアの位置精度を向上させることができるタイヤの製造方法、及び、金型を提供することを課題とする。
【解決手段】金型10のキャビティS内の所定位置にビードコア11を配置し、熱可塑性の溶融樹脂を押圧してキャビティS内に注入するメルトキャスティングを行い、タイヤ骨格部材20を成形する。このようにメルトキャスティングを行って熱可塑性の溶融樹脂を押圧して注入するので、射出成形することに比べ、押圧力を著しく低くすることができる。従って、注入しているときのビードコア11の動きを抑え易いので、ビードコア11の位置精度を容易に高くすることができる。また、金型10の耐圧構造を大幅に簡素にすることができる。
(もっと読む)
ポリ乳酸系樹脂組成物の射出成形方法、射出成形品、同樹脂組成物を用いた成形品の製造装置
【課題】樹脂物性の低下が抑制され、結晶化が充分に進行した剛性を有するポリ乳酸樹脂組成物の射出成形品、および前記射出成形品を効率よく生産するための射出成形方法、同樹脂組成物を用いた成形品の製造装置を提供する。
【解決手段】金型を用いたポリ乳酸系樹脂組成物の射出成形方法であって、金型が2個以上のキャビティを有し、キャビティに結晶化が進行していない前回の射出成形品を1個以上残存させた状態で今回の射出成形を行い、今回の射出成形中に結晶化が進行した前記1個以上残存させた前回の射出成形品を今回の射出成形後に取り出し、かつ結晶化が進行していない今回の射出成形品を残りのキャビティに残存させた状態で、次の射出成形を行う射出成形方法であることを特徴とする。
(もっと読む)
物体を形成するための装置
プラスチックの装入体(D)からプレフォームを圧縮成形するための装置は、パンチ手段(12)と、キャビティが設けられたダイ手段(13)と、接触位置と分離位置との間で互いに移動自在の少なくとも二つのダイエレメント(22)とを備えている。パンチ手段(12)は、キャビティに挿入するのに適したパンチ(14)と、少なくとも二つのダイエレメント(22)を接触位置に維持するため、パンチ(14)の周囲に摺動自在に取り付けられた押圧スリーブ(31)とを含む。パンチ手段(12)は、更に、パンチ(14)及び押圧スリーブ(31)を受け入れるように構成されたジャケット手段(91)と、第1圧力の第1流体を収容し、押圧スリーブ(31)に作用する少なくとも第1チャンバ(42、57)とを含む。第1チャンバ(42、57)は、第1チャンバ(42、57)の加圧状態を維持しながらパンチをパンチ手段(12)から取り外すことができるように、押圧スリーブ(31)及びジャケット手段(91)によってその全体の境界が形成されている。 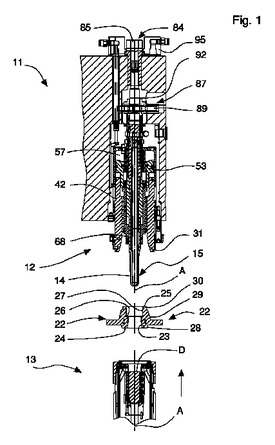 (もっと読む)
(もっと読む)
樹脂成形品及び成形金型
【課題】 樹脂成形品にバリが形成された状態であってもバリの影響を受けることなく、樹脂成形品を隙間なく密着させることができ、あるいは、バリの影響によって樹脂成形品が浮き上がってしまうのを防止することができる樹脂成形品を提供することを課題とし、その成形金型を提供することを課題とする。
【解決手段】 複数の金型片に分割可能に構成された成形金型によって成形される樹脂成形品であって、その端部から一方向に延出するように形成されるバリが変形した状態で収容されるように構成された切欠部を備えることを特徴とする。
(もっと読む)
射出成形部品
【課題】 従来では比較的容易とされていた筒状の内径側に凹凸を形成したアンダーカット形状であって、無理抜きにより離型していたような場合であっても、非石油資源を含有する材料で代替え試験を行うと、金型内に成形品が残って離型出来なかったり、凹凸形状がめくれ又は白化して形状が安定しないばかりか繰り返し成形すると金型そのものに損傷を加えてしまうという問題があった。
【解決手段】 互いを凹部と凸部の嵌合によって連結する射出成形部品であって、その射出成型用部品をポリ乳酸と熱可塑性樹脂とを混合させた成形材料を用いて成形し、その成形材料に滑剤を総重量に対して0.5wt%以上〜5.0wt%以下練り込んだ射出成形部品。
(もっと読む)
61 - 80 / 212
[ Back to top ]