
Fターム[4F202AA24]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリエステル (263)
Fターム[4F202AA24]の下位に属するFターム
ポリブチレンテレフタレート (27)
ポリエチレンナフタレート (14)
ポリアリレート (10)
Fターム[4F202AA24]に分類される特許
161 - 180 / 212
型で製造する熱可塑性容器用の底部型、およびそのような底部を備えた少なくとも1つの型を備えた成形装置
本発明は、底部が凸状に湾曲して半径方向に延びる放射状の谷部によって分離された5つの足部を備え、直径φが85mm〜95mmの本体に連結されている花弁型の底部を有し、底部型は、半径が2mm〜5mmの凹状で放射状の頂部14を有する背びれ部13によって互いに分離された5つのキャビティ11を有し、キャビティ11の底部15は幅が1.5mmから3.5mmの間であり、かつ60mmから66mmの間の範囲の基準直径Dを有する円形の輪郭16にわたって分散配置されており、背びれ部の高さHが16.5mmから18mmであり、背びれ部の側部17は軸方向において凹状であり、かつ原点の接線方向の面が52°から88°の間の角度を形成している熱可塑性容器の、ブロー成形またはストレッチブロー成形用の底部型1に関する。  (もっと読む)
(もっと読む)
成形品取扱装置
成形品取扱装置、装置及びシステムがここに開示される。成形品取扱装置、装置及びシステムは、成形機の相補的な金型半体と協働して成形品を成形するように構成される金型部分を有するように構成されるスライドバーを含む。スライドバーはまた、アクチュエータによって作動可能であるように構成される。アクチュエータは、移動終点間に位置する選択可能な位置へスライドバーを移動させるように構成される。 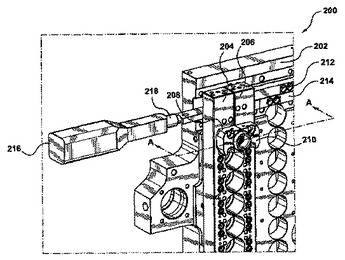 (もっと読む)
(もっと読む)
射出圧縮成形品の成形方法
【課題】寸法安定性に優れると共に、衝撃強度にも優れた大型の樹脂射出成形品の射出圧縮成形法による成形方法を提供することにあり、更に詳しくは、結晶性熱可塑性ポリマーと非晶性熱可塑性ポリマーからなる樹脂組成物、殊に強化フィラーで強化された樹脂組成物において、組成によることなく大型の樹脂射出成形品における耐衝撃性を向上させる方法を提供する。
【解決手段】結晶性熱可塑性ポリマー(a1成分)5〜90重量部、および非晶性熱可塑性ポリマー(a2成分)10〜95重量部の合計100重量部からなる樹脂組成物から最大投影面積が1000cm2以上であり、かつ厚みが0.5〜10mmである射出成形品を得るに当り、射出圧縮成形を採用して成形品の湾曲部における高速面衝撃試験により測定される23℃および−30℃における耐衝撃値を1.1〜1.6倍に向上させることを特徴とする成形方法。
(もっと読む)
粗さ標準片及びその製造方法
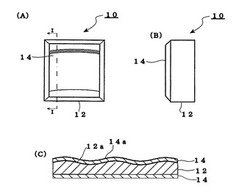
【課題】本発明の目的は、所望の表面粗さを維持することができると共に、つくりやすい粗さ標準片を提供することにある。
【解決手段】 粗さ測定器の校正に用いられる粗さ標準片10において、所望の表面粗さを満足する微細な凹凸が形成されている型に樹脂を当てて得られた、該型の凹凸に対応する微細な凹凸12aをもつ基準体12と、前記基準体12上に均一な厚みでしっかり密着された、所望の硬度を有する保護膜14と、を備え、前記保護膜14が基準体12と同じ凹凸14aをもち、該保護膜14の凹凸14aが前記粗さ測定器の校正に用いられることを特徴とする粗さ標準片10。
(もっと読む)
扁平容器二段ブロー成形法

【課題】 ブロー成形により成形する扁平容器において、容器壁の肉厚が均一化され、機械的な強度と共に耐熱性なども向上された、外観も良好な扁平容器を簡易に製造する。
【解決手段】 扁平容器の二段ブロー成形において、熱可塑性樹脂により形成した第1中間成形体である有底パリソンを一次ブロー成形して第2中間成形体となし、第2中間成形体を熱収縮させ二次ブロー成形用金型内部のキャビティの長径より小さく短径より大きい胴径を有す第3中間成形体とした後、第3中間成形体を、ブロー成形用金型における少なくとも容器の長辺側胴部成形面の上部及び/又は下部に、第3中間成形体が接触した時に滑り易くする表面処理ないしは凸部形成がなされた二次ブロー成形用金型内に装着し、第3中間成形体を金型キャビティの短径方向に押圧して型締めを行い、次いで二次ブロー成形する。
(もっと読む)
可変ピッチ成形ユニット及び成形機
本発明は、ポリマー材料の成形に用いられるユニットを備える組立体に関し、前記ユニットが可動ラインにおいて順次配置され、前記成形ユニットそれぞれが、型を備え、該型が、回動ピン(60)に関して互いに移動可能な2つの部分を有し、前記2つの部分(30a、30b)の互いに対する動作が、前記型が開放または閉鎖すると引き起こされる。本発明は、組立体が、コース(50)と協働するローラ(40)を備え、前記ローラ(40)それぞれが、リンク(90)により隣接する成形ユニットの2本の前記回動ピン(60)に接続され、前記ローラ(40)により前記コース(50)に対して描かれる経路と、前記回動ピン(60)により描かれる経路とが、前記成形ユニットの所定行程において互いに接近するように促され、前記隣接する成形ユニットにおける回動ピン(60)間の距離が、前記行程の間で増大することを特徴とする。  (もっと読む)
(もっと読む)
樹脂反射鏡の樹脂基材及びその製造方法
【課題】樹脂製の光学的反射鏡基材に関して、耐熱強度および反射率の向上と熱的安定を図る。
【解決手段】光学的反射面を少なくともその1つの面に有する樹脂製の光学反射鏡基材が、少なくとも一方のキャビティ面を表面粗度:Ra5nmまたはそれ以下とし、かつ、そのキャビティ面とそれに対向するキャビティ面が共に同一材質からなり、射出成形時に共に120〜200℃の範囲内においてほぼ同一温度に保持し、さらに、予めそのキャビティ内にガスまたはエアを導入して内圧を0.6〜1.0MPa以下に保持した金型を用い、この金型キャビティ内に結晶性樹脂を射出充填して結晶化の進んだ成形品を得る。これを基材としてAL等の金属皮膜を被覆すれば熱的に安定な反射鏡が得られる。
(もっと読む)
プリフォームの製造方法、プリフォーム、及び壜体
【課題】着色濃度に係るグラデーションが高度に現出され、今までにない加飾性を有する2軸延伸ブロー成形の合成樹脂製壜体の提供。
【解決手段】少なくとも3ケの層形成流路を有する多重ノズル部11より金型内に射出するプリフォームの射出成形方法であり、少なくとも1つの供給部から所定時間、所定の圧力若しくは速度でプリフォームを形成する主材料となる主材樹脂を内流路15および外流路17に供給し、同時に他の供給部から着色樹脂を所定の圧力若しくは速度で中流路16に供給し、着色樹脂の供給の開始時間、終了時間、圧力若しくは速度プロファイルを含めた射出パターンを調整し、中間層の上流部分、あるいは下流部分でこの中間層の層厚を、それぞれ上流方向、あるいは下流方向に向かって徐々に減少せしめ、中間層の層厚に係るグラデーション領域を形成する。
(もっと読む)
微細針の射出成形方法
【課題】 本発明の射出成形方法によれば、樹脂バリが形成されず、微細針を離型しやすく、その複雑な外形形状を忠実に再現することができる。
【解決手段】 本発明の射出成形方法によれば、少なくとも1つの突起部を有する微細針の射出成形方法が提供され、この射出成形方法は、微細針を構成する樹脂材料の温度をガラス転移温度以上、融点以下に維持するステップと、100MPa以上の射出圧で樹脂材料を気密封止された鋳型に射出するステップとを有することを特徴とする。
(もっと読む)
容器用把手・把手付容器及びその製造方法
【課題】断面形状がほぼ四角形で保管性に優れ、ブロー成形性が良好であり、容器及び把
手に種々の不具合を生ずることがなく、その上落下衝撃に対しても充分な強度を有する容
器を提供出来る容器用把手、把手付容器及びその製造方法を提供する。
【解決手段】上部から順次口部、肩部、胴部及び底部で構成し、この胴部の一部に凹部を
設けると共に、この凹部に把手取付用凸部を設けたポリエステル製の容器と、この容器の
把手取付用凸部に取り付けるポリエステル製の把手とからなり、凹部における把手取付用
凸部回りの壁面と把手との間に空隙部を設けてなるものであり、胴部の横断面形状はほぼ
四角形であり、凹部は胴部の上半部の角部にあると共に、把手取付用凸部は上半部の対角
線L上の凹部に位置している。
(もっと読む)
光ディスク基板を溶融成形する方法
本発明は、光学記憶装置又は光学記憶装置基板、及び/又は光ディスクの連続的製造法を提供し、二つの対をなす圧盤の間にポリマー材料のウェブを供給する工程、実質的に平坦なスタンパーを用いて、ウェブに光学装置用の情報トラック構造など少なくとも一つの微細形状彫像を溶融成形する工程、ポリマー材料のウェブの溶融成形された断面の大部分をポリマー材料の溶融流動温度(Tf)まで加熱する工程を含む。本発明は、情報構造物を溶融成形し、且つ情報構造物へ幾つかの層を蒸着して光学記憶装置を生成する工程の幾つかの実施形態を開示している。  (もっと読む)
(もっと読む)
金型スタック内のゲート冷却構造
射出成形機内のスタックアセンブリ用のゲートインサート(10、110)であって、ゲート(16、116)を有し、溶融状態の熱可塑性材料が当該ゲートを通って金型キャビティ(14、114)に入る、ゲートインサート。当該ゲートインサートは、ゲート(16、116)を、それからほぼ均一の間隔をおいて取り囲む冷却チャネル(18、118)を有する。冷却チャネルは、ゲートにほぼ平行な輪郭を有する内面を有する。冷却チャネルは、割りリング(30)の形の構造インサート、又は相互接続表面(111a、111b)を有する2部品ゲートインサート内のリセス(23)のいずれか一方によってさらに画定される。  (もっと読む)
(もっと読む)
座や背凭れ、パーティション等として機能する構造物の製造方法およびその方法により製造された構造物
本発明は、膜部材とその周縁の全部または一部を保持する膜支持部材とから成る構造物において、加熱処理により膜部材に張力を付与する際に、膜支持部材や膜部材の機能や外観を損ねてしまうことを防止する方法に関し、膜部材(2)として熱収縮性を有する弾性素材を用い、膜部材(2)を無張力下あるいは構造物として必要な張力より弱い張力で膜支持部材(3)に固定し、その後に膜支持部材(3)における温度を当該膜支持部材(3)の溶融温度よりも低温の状態に維持しながら膜部材(2)を加熱し、膜部材(2)を熱収縮させて該膜部材(2)に構造物として必要な弾力性を発揮させる張力を与えるようにしている。 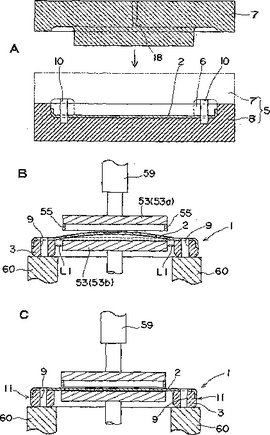 (もっと読む)
(もっと読む)
中空成形品の射出成形法および射出成形金型
【課題】 等速ジョイント用ブーツなどの蛇腹部を備えた筒状の中空成形品の成形方法であって、成形時の樹脂の流れムラが生ずることなく、良好な外観を有し、また高圧空気による脱型時の変形が小さく、寸法精度、寸法安定性に優れ、しかもリサイクル可能な中空成形品を、熱可塑性樹脂の射出成形により生産性よく製造可能とする。
【解決手段】 成形空間30内で成形される中空成形品の一方の開口端縁から成形品の軸方向外側に突出して設けたドーム状ゲート40の頂点部分の1箇所から、溶融した熱可塑性樹脂を射出して成形空間内に充填し、一端が閉止された中空成形品を成形し、成形後、キャビティ金型10を開くとともに、コア金型20に外嵌されている中空成形品における、ドーム状ゲート40部分に形成される蓋となる部分の内面へ、コア金型20から高圧空気を吹き付けて成形品を取り出す。
(もっと読む)
光学用樹脂溶液製膜用二軸延伸ポリエステルフィルム
【課題】
本発明は、光学用樹脂を用いたフィルムの平面性と透明性に優れ、かつハンドリング性に優れた光学用樹脂溶液製膜用二軸延伸ポリエステルフィルムを提供せんとするものである。
【解決手段】
ポリエステルフィルムの少なくとも片面に、ポリスチレンスルホン酸および/またはその塩とポリエステル樹脂との重量比が1/99〜50/50の範囲である樹脂層が形成されたことを特徴とする溶液製膜用二軸延伸ポリエステルフィルムである。
(もっと読む)
2軸延伸ブロー成形法によりボトル容器を製造するための金型
【課題】 加温飲料の流通に適したボトル容器を製造するための金型を提供する。
【解決手段】 2軸延伸ブロー成形法によりプラスチックボトル容器を製造するための金型であって、前記金型が、前記ボトル容器の胴部を形成する2個の胴型と、前記ボトル容器の底部を形成する1つの底型から少なくともなり、前記胴型と前記底型の型割位置が、ボトル容器の胴下部に設けたリブに対応する位置にある。
(もっと読む)
工程離型材
【課題】合成皮革等の製造に利用できる両面にエンボスパターンを備える工程離型材を提供するものである。
【解決手段】工程離型材は、少なくとも表裏両面がポリオレフィン樹脂層からなり、その表裏両面にエンボスパターンが設けられていることを特徴とするものである。この工程離型材は、表裏両面にエンボスパターンが設けられているので、その表裏両面を利用してウレタンペースト等のキャスティングを行い合成皮革等の製造を行うことができる。
(もっと読む)
ブロー成形方法
【課題】 特別な機構を付加することなく、ブロー型内に搬送された中間成形品の姿勢を直立に保ち、安定したブロー成形方法を提供する。
【解決手段】 少なくとも2回ブロー成形を行う耐熱容器206のブロー成形方法において、凹形の底部を持つ中間成形品202を最終ブロー金型144内に移動した後、底部に対して底型150を前進させるのと同期させて底型150から中間成形品202の底部へ圧縮空気を吹き出すことにより、中間成形品202の姿勢を矯正する。
(もっと読む)
様々な高さの熱可塑性容器を成形するための高さ調整可能なベースを備えた成形装置
本発明は、ブロー成形またはストレッチブロー成形によって、異なる高さを取れる熱可塑性物質の容器を製作するための成形装置に関し、前記成形装置は相互に可動である半型(2A、2B)および軸方向に可動である金型基部(5)をもつ金型(1)を備え;金型基部は、軸方向移動のための動作手段が連結されているホルダ(22)によって支持されており;金型基部およびそのホルダ(22)は、成形用キャビティの高さに対応して調整可能であり、逆方向ピッチの2つのネジの形態で設けられている可変高さスペーシング手段(24)によって固定され;したがって金型基部は、ホルダ(22)および/または金型基部に動作可能に連結されている移動手段を改変することなく、成形用キャビティの高さに対して軸方向で位置を決めることができる。  (もっと読む)
(もっと読む)
複合熱可塑性樹脂めっき成形品
【課題】従来にない卓越した外観を有し、めっき膜の密着性及び耐サーマルサイクル性にも優れた複合熱可塑性樹脂めっき成形品を提供する。
【解決手段】熱可塑性樹脂と無機質充填材とが配合された成形材料の射出成形品表面にめっき処理を施してなる複合熱可塑性樹脂めっき成形品。該射出成形品は、金型の表面温度を前記熱可塑性樹脂の熱変形温度以上に加熱した状態で前記成形材料を射出し、射出が完了した後、前記金型表面を冷却して成形品を取り出すヒートサイクル法により得られた成形品である。
(もっと読む)
161 - 180 / 212
[ Back to top ]