
Fターム[4F202AA24]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリエステル (263)
Fターム[4F202AA24]の下位に属するFターム
ポリブチレンテレフタレート (27)
ポリエチレンナフタレート (14)
ポリアリレート (10)
Fターム[4F202AA24]に分類される特許
81 - 100 / 212
熱可塑性樹脂の成形方法及び成形品
【課題】耐熱性の優れたバイオマス系樹脂成形品を成形するにあたり、石油系樹脂と同等の成形性、生産性を有する熱可塑性樹脂の成形方法を提供する。
【解決手段】下記化学式(1)、及び化学式(2)で表される構成単位を含むポリヒドロキシアルカノエートからなる樹脂(A)と、ポリ乳酸樹脂(B)と、結晶核剤(C)を含有し、前記樹脂(A)10〜90重量部、ポリ乳酸樹脂(B)90〜10重量部を含む樹脂混合物100重量部に対し、結晶核剤(C)を0.1重量部から5重量部含む樹脂組成物を、金型温度40〜90℃、冷却時間10〜60秒で成形することを特徴とする熱可塑性樹脂の成形方法。−[−O−CH(CH3)−CH2−CO−]−・・・(1)、−[−O−CH(R)−CH2−CO−]−・・・(2)[但し、RはCnH2n+1(n=1〜14)である。]
(もっと読む)
延伸合成樹脂シートの成形方法

【課題】O−PETシート等を使用して凹陥部を有する容器を成形する方法を提案する。
【解決手段】加熱装置によって軟化させた延伸合成樹脂シートを雌金型の上に配置し、前記雌金型の内側凹部面と対向する外側凸部面が前記雌金型の凹部面形状と同じ形状の凸部面形状を有する雄金型を前記雌金型に圧入させ、前記外側凸部面で前記延伸合成樹脂シートの全面を均等に押圧する成形方法であって、前記雄金型を弾性部材で形成するようにした。また、雄金型を雌金型に圧入する工程の前に、予め真空成形法によって延伸合成樹脂シートを雌金型の内側凹部面に沿わせる工程を含むこともある。そして、雄金型の一部を構成する支持部材に対し、雄金型の外側凸部の表面に、弾性部材が所望厚さの層を有するように取り付けた。また、延伸合成樹脂シートはO−PETシートで、弾性部材は、シリコン系ゴムまたはフッ素系ゴムからなる。
(もっと読む)
ブロー成形用プリフォームキャリアおよびブロー成形型

【課題】ブロー成形時にブローエアーによって大きな力が作用しても位置ずれなどの弊害を起すことの無い広口容器のブロー成形に適したプリフォームキャリアを提案すること。
【解決手段】ブロー成形用プリフォームキャリア10は、ブロー成形時にブローエアーが導入される圧力室16を備えている。ブローエアーが圧力室16に導入されると、ブロー成形用プリフォームキャリア10の外側円筒11および内側円筒12にはそれらの軸線方向に沿って下向き、上向きの力が作用する。ブローエアーによってプリフォームキャリア10を下向きに押し込む力が相殺されるので、プリフォームキャリア10に位置ずれなどの弊害発生してしまうことを防止できる。プリフォームキャリア10がブローエアーによって移動しないように支持するための支持機構の支持耐力が小さくてよいので、当該支持機構を小型で簡単な機構にできる。
(もっと読む)
発泡樹脂成形品の接合構造
【課題】発泡樹脂成形品と樹脂成形品を接合一体化する際、樹脂成形品の転びによる合わせ部分のスキ発生、段差発生を防止するように両者を接合する際の寸法精度を高める。
【解決手段】トリムアッパー(発泡樹脂成形品)20とトリムロア(樹脂成形品)30とを接合一体化してラゲージサイドトリム10を組み付ける。トリムロア30の溶着用ボス31周りの補強リブ32を突き当てるトリムアッパー20の取付座面24には、補強リブ32の当接面以外の位置(補強リブ32との干渉を回避できる位置)で、かつ端末寄りにリブ26を形成することで、発泡樹脂材料Mの射出充填後における可動側金型50の後退操作において、リブ26のアンカー効果により、取付座面24の端末部分の板厚を確保することで、トリムアッパー20とトリムロア30との接合姿勢を良好に維持して、合わせ部分のスキ発生、段差発生を解消する。
(もっと読む)
二色成形品の成形方法並びに成形装置
【課題】キャビティ内に仕切りプレートを昇降させてキャビティを区画、あるいは連通させ、各分割キャビティ内に異なる色彩の溶融樹脂を射出充填して成形する二色成形品の成形方法並びにその成形装置であって、金型構造の簡素化し、かつ一般部の厚みと縦壁部の厚みを均一に制御する。
【解決手段】成形上下型50,60間のキャビティCを区画する仕切りプレート70は、成形下型60に収容される膨張・収縮チューブ80に支持され、膨張・収縮チューブ80の膨張時、仕切りプレート70を成形上型50の型面に当接するまで上昇させるとともに、膨張・収縮チューブ80の収縮時、仕切りプレート70を下降させてキャビティ同士を連通させる。更に、見切りライン11の左右縁部において、仕切りプレート70、膨張・収縮チューブ80を一般部10aと縦壁部10bに分割し、動作方向を相違させることで、一般部10aと縦壁部10bとの厚みを均一に制御する。
(もっと読む)
針状体製造方法、針状体製造装置および針状体
【課題】脆性破壊および形状変形が抑制される針状体を製造できる針状体製造方法を提供することを目的とする。
【解決手段】本発明の針状体製造方法は、成形材料を結晶性ポリマーとし、加熱処理の際に、針状体形状の先鋭部に充填された成形材料を針状体形状の根元部に充填された成形材料よりも高温に維持することにより、針状体形状の先鋭部が針状体形状の根元部よりも結晶化度が高い針状体を製造できる。先鋭部の結晶化度を根元部と比べ相対的に大きくすることにより、先端部の剛性が高いために穿刺性能が高くかつ根元部に柔性が備わるため脆性破壊が抑制される針状体を提供することが出来る。
(もっと読む)
樹脂成形体及びその製造方法
【課題】極めて熱伝達が良好な保温あるいは放熱機能を付与でき、信頼性が高く、製造工程が簡便で低コストの樹脂成形体を提供する。
【解決手段】一端にフローティングコアを備えた加圧ポートを有し、他端に排出口を有するパイプ部キャビティを備えた金型の該パイプ部キャビティ内に溶融樹脂を射出した後、前記加圧ポートから加圧流体を圧入して、前記フローティングコアを前記排出口側に移動させると共に、該排出口から前記溶融樹脂を押し出させる工程から得られる、少なくとも曲管部3を有し流体を通過させるパイプ部1と、平板部4とが一体に射出成形されてなる樹脂成形体。
(もっと読む)
成形装置及びこの成形装置を用いた発泡成形品の製造方法
【課題】 本発明は、発泡成形品の離型性に優れた成形装置を提供する。
【解決手段】 本発明の成形装置Aは、チャンバー5、7を備えたアルミニウム材製の一対の金型1、2を備え、上記一対の金型1、2を型締めして形成されるキャビティ3の壁面はアルミニウム材の陽極酸化被膜層31とされており、この陽極酸化被膜層31の被膜セル31aの微細孔31bが上記キャビティ3内に開口していることを特徴とするので、キャビティ内の発泡成形品を優れた離型性でもって金型内から取り出すことができる。
(もっと読む)
マイクロレンズアレイシート用成形型の製造方法
【課題】高いアスペクト比を有する凹部が複数形成されたマイクロレンズアレイシート用成形型を容易かつ安価に製造する方法を提供する。
【解決手段】マイクロレンズアレイシート形成用成形型の製造方法は、レジスト膜形成工程と、露光・現像工程と、エッチング工程と、レジスト膜の除去工程とを備えている。露光・現像工程は、レジスト膜の複数の凹部の位置に応じた部位に複数の開口を形成する工程である。エッチング工程は、露光・現像工程の後に、レジスト膜の上から母材をエッチングすることにより複数の凹部を形成する工程である。露光・現像工程は、凹部の直径をD1とし、開口の最大径をD2としたとき、212.5≦(D1×100)/D2≦334.6の関係を満たすように、複数の開口を形成する工程である。
(もっと読む)
包装用容器における蓋体の成形装置及びこれを用いた蓋体の成形方法
【課題】 糸尻4をきれいに成形することができ、且つ、長時間の連続成形が可能となる包装用容器における蓋体1の成形装置及びこれを用いた蓋体1の成形方法を提供する。
【解決手段】 蓋体1の天面部2に相当する部分を成形する天面成形部20と、蓋体1の側壁部3に相当する部分を成形する側壁成形部30とを含み、天面成形部20の周縁に糸尻成形用の溝40が設けられる雌型10と、該雌型10に対応する雄型15であって、雌型10の溝40に挿入される糸尻成形用の突出部41が設けられる雄型15とを備え、雌型10の溝40と連通しつつ該溝40に沿って配置され、該溝40よりも大きな断面積を有し、吸引手段により真空引きが可能なチャンバー42が雌型10に設けられることを特徴とする。
(もっと読む)
モールド・アッセンブリおよびモールド部品製造用の減衰光方法
本発明は、サイクル数を改善するための、フランジ、モールドおよび電磁放射線フィルターを含むモールド・イン・プレースによるガスケット形成アッセンブリに関する。本発明は、さらにモールド・イン・プレースによるガスケッティング方法に関する。 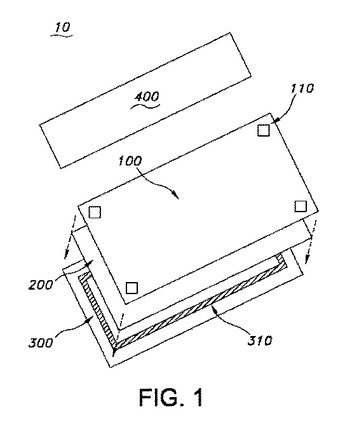 (もっと読む)
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、(a)C=Oと、NH及びOから選ばれる官能基とを分子内に有する環状化合物、(b)C=Oを分子内に有する環状化合物と、NH、S及びOから選ばれる官能基を分子内に有する環状化合物との混合物、(c)置換されていてもよく、金属を含んでいてもよいフタロシアニン化合物、及び(d)置換されていてもよいポルフィリン化合物からなる群から選ばれる少なくとも1種の有機顔料を含む有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
ポリ乳酸樹脂射出成形体の製造方法
【課題】可塑剤を用いなくても、優れた耐熱性を有するポリ乳酸樹脂射出成形体を、優れた成形性で効率的に得ることができる製造方法を提供すること。
【解決手段】以下の工程(1)及び工程(2)を有するポリ乳酸樹脂射出成形体の製造方法。工程(1):ポリ乳酸樹脂と、カルボヒドラジド類、メラミン化合物、ウラシル類及びN−置換尿素類からなる群から選ばれる少なくとも1種の有機結晶核剤とを含有するポリ乳酸樹脂組成物を、超臨界流体と接触させながら溶融混練する工程、工程(2):工程(1)で得られた溶融物を金型内に充填し、射出成形する工程
(もっと読む)
射出成形用金型及びこれを用いた樹脂成形品の製造方法
【課題】パーティング面から転写シートを接触解除させたときの静電気の発生を低減させ、異物をキャビティ面に付着しにくくさせた射出成形用金型及びこれを用いた樹脂成形品の製造方法を提供する。
【解決手段】可動型18は、パーティング面20の中央に正面視矩形形状の可動型側入子22が埋設され、可動型側入子22の中央にキャビティ面23が形成されている。キャビティ面23の上方及び下方に可動型側入子22を跨ぐようにしてクランプ25が設けられている。クランプ25とパーティング面20との間を転写シート55が搬送される。可動型側入子22の上方及び下方のパーティング面20、即ち図2の(1)で示した斜線部分に、帯電防止シート60が貼り付けられている。
(もっと読む)
圧縮成形金型及び圧縮成形装置
【課題】溶融した合成樹脂の固化時における体積減少に応じた圧縮成形金型を提供すること。
【解決手段】圧縮成形金型は、雌金型41と雌金型41と協働してキャビティを規定する雄金型31とを備えている。雌金型41はキャビティの内周面を形成する内孔47を設けたキャビティ本体43とキャビティの底部を形成し内孔47を摺動する可動ボトム67を上端部に備えた入力部材45とを備えている。入力部材45の中間部台座69とキャビティ本体43の仕切壁48との間に中間ばね50を配設し、基台71の下部には、中間ばね50よりもばね定数の大きな成形ばね42を配設し、キャビティ本体43を入力部材及び中間ばね50を介して、成形ばね42によって支持し、昇降手段によって成形ばね42を昇降させるようにした。
(もっと読む)
成形用ロール状粗面金型の製造方法
【課題】ブラスト処理による筋状の模様が発生し難い長尺光拡散フィルム成形用ロール状粗面金型の製造方法を提供する。
【解決手段】ブラストノズル61をロール状金型基体2の中心軸Cの方向に移動させながら、金型基体2の外周面に向けてブラストノズル61からブラスト粒子を吐出して、金型基体2の外周面に帯状粗面領域を形成する(a)工程と、金型基体2を中心軸Cの周りでステップ回転させる(b)工程と、を複数回含む。(a)工程と(b)工程とは、互い異なる回の(a)工程で形成される帯状粗面領域同士が少なくとも一部において重なり合うように繰り返し行われる。金型基体2の外周面を粗面化する最終段階の回の(a)工程では、ブラストノズル61を金型基体2の周回方向に揺動させる。
(もっと読む)
成形空洞の容積寸法を調整する手段を含む容器成形装置
【課題】単一のモールドブロックサポートに任意の種類のシェルの容易な取り付けを可能にする成形装置を製造する。
【解決手段】成形装置はそれぞれ2つのサポート(5,6)とモールドの閉鎖位置の接合面(P)を規定する2つのモールドブロック(7,8)とを含む少なくとも2つのモールド半体(2,3)を含む少なくとも1つのモールド(1)を含み、各モールドブロック(7,8)はシェル(24,25)を含み、部分的に成形空洞(9)を形成するインプレッションが作られ、シェルホルダー(26、27)が、前記各モールドブロック(7,8)のサポート(5,6)に固定され、前記装置が成形空洞(9)の寸法的な特質を修正する手段を含み、少なくとも1つの除去可能なスペーサー(28、29、30、31)が前記シェル(24、25)及び前記シェルホルダー(26,27)の間に備えられる。
(もっと読む)
形成体及びその成形方法
【課題】成形時の固化収縮による反りを低減することのできる形成体及びその成形方法を提供する。
【解決手段】柱状体と該柱状体の所定部位に配置された張出部とを備える樹脂成形体を形成するにあたって、柱状体を形成する第1の空隙51aと、該第1の空隙51aに連通し所定の長さで第1の空隙51aよりも細く、ゲート50bに接続された第2の空隙51bとを備える第1の金型50に、ゲート50bからフィラー13fを含む溶融樹脂を注入し、第2の空隙51b内で溶融樹脂の流速を注入時の流速よりも低くして第1及び第2の空隙51a,51bを樹脂で充填する。次に、金型50から成形体を取り出し、成形体の第2の空隙51bに対応する部分を、張出部成形用の第2の金型60に入れ、その第2の空隙51bに対応する部分を覆って形成することにより、張出部を成形する。
(もっと読む)
ポリ乳酸樹脂組成物の成形方法および成形体
【課題】ポリ乳酸樹脂に耐熱性を付与させ、各種用途に要求される性能を損なわず、生分解性を維持する優れたポリ乳酸樹脂組成物の射出成形方法とそれにより得られる成形体を提供する。
【解決手段】金型を、急激な昇温と急激な冷却が可能なようにし、材料のポリ乳酸樹脂に、結晶化を誘起する物質を添加剤として含有させることで、結晶化温度を特定の範囲にさせることで、ポリ乳酸樹脂組成物を当該金型内で結晶化させる。
(もっと読む)
射出成形品および射出成形方法
【課題】繊維強化熱可塑性樹脂の射出成形品において、表面への繊維の露出を抑え、且つウェルド部の凹凸、特に盛り上がりを無くし、表面外観品質に優れた薄肉の射出成形品を得る。
【解決手段】重量平均繊維長が0.1〜20mmである繊維状フィラーを強化繊維として含む熱可塑性樹脂の射出成形方法において、複数のゲート32を、隣り合うゲート32同士の間の間隔(d)と成形すべき射出成形品の板厚(t)とが0<d/2t≦75となるように配置しておき、金型キャビティ31の内面を、マトリックス樹脂である熱可塑性樹脂の熱変形温度以上に加熱する工程と、ゲート32から、熱可塑性樹脂の熱変形温度以上に加熱された金型キャビティ31内へ、繊維状フィラーを含む溶融状態の熱可塑性樹脂を射出する工程と、繊維状フィラーを含む溶融状態の熱可塑性樹脂を射出した後、射出成形品の取り出しの前に、金型キャビティ31の内面を冷却する工程とを行う。
(もっと読む)
81 - 100 / 212
[ Back to top ]