
Fターム[4F202AA24]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリエステル (263)
Fターム[4F202AA24]の下位に属するFターム
ポリブチレンテレフタレート (27)
ポリエチレンナフタレート (14)
ポリアリレート (10)
Fターム[4F202AA24]に分類される特許
21 - 40 / 212
二重壁構造を有する合成樹脂製ボトル
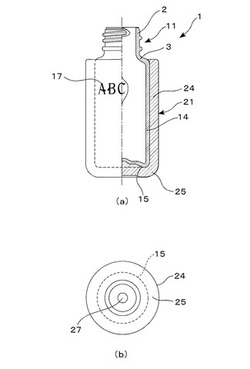
【課題】 落下等の衝撃を受けた場合にボトル本体と外殻体との間の剥離を防止し、立体装飾効果が失われることのない二重壁構造を有する合成樹脂製ボトルを提供することを技術的課題とする。
【解決手段】 口筒部(2)を有する合成樹脂製ブロー成形壜体であるボトル本体(11)と、ボトル本体(11)の胴部(14)と底部(15)を外装する有底筒状の透明な合成樹脂製の外殻体(21)とから構成され、外殻体(21)はボトル本体(11)をインサート材とした射出成形により形成され、外殻体(21)とボトル本体(11)とが密着している二重壁構造を有する合成樹脂製ボトルであって、外殻体(21)がポリエステル系樹脂で形成され、ボトル本体(11)がPET樹脂中にPCT系樹脂を含有する樹脂で形成された構成とする。
(もっと読む)
表面シートを用いたインサート成形用金型及び成形物の製造方法

【課題】表面シートを用いた成形物表面の高い意匠性を保持することができる成形物、特に加飾成形物の製造に用いるインサート成形金型および成形物の製造方法を提供する。
【解決手段】金型の雌型1と雄型2の接触面に垂直な向きに、製品部に対置して施されたゲート5先端の樹脂注入口6からキャビティ10に続く樹脂流路である肉盛部用樹脂流路7の断面積が、ゲート5近傍から製品部にかけて漸増する形状を有し、前記樹脂流路7の体積と、該樹脂流路7の製品部側断面を底面として製品部厚みを高さとした柱の体積との和が、製品部13の全体積の4%以上となるようにしたインサート成形用金型及びその金型を使用して射出成形する加飾成形物の製造方法。
(もっと読む)
転写箔およびその製造方法
【課題】インモールド成形時に転写箔にかかる熱や圧力によって生じる印刷層の印刷画像の歪みや流れを抑制することができるインモールド成形用転写箔の提供。
【解決手段】本発明のインモールド成形用転写箔は、基材シートと、該基材シートの一方の面上に、少なくとも、離型層と、受容層と、印刷層とをこの順に有するものであって、該印刷層が、インク層を有するインクリボンを用いた熱転写プリンターによって形成され、該インク層が、イソシアネート基含有硬化剤と、樹脂材料と、着色剤とを含むものである。
(もっと読む)
インモールド成形の製作方法及びその製作方法を使用したケース
【課題】本発明は、皮革の外観及び触感をもつケースを成形させることが可能な、インモールド射出の成形金型内に用いられるインモールド成形(In−Mold Roller)の製作方法、及びインモールド成形の製作方法によって製作されたケースを提供する。
【解決手段】インモールド成形の製作方法は、射出成形金型を提供する工程と、インモールド成形フィルムを射出成形機台上に提供する工程と、射出成形可能材料を提供する工程と、射出成形可能材料とインモールド成形フィルムを射出成形金型内に設ける工程と、射出成形で模様構造と同じ模様をもつケースを形成させる工程とからなり、射出成形金型は、キャビティ、及びキャビティと対応するコアとからなり、キャビティは模様構造を有する。
(もっと読む)
発泡成形用金型及びこれを用いて成形される発泡成形体
【課題】離型し易い発泡成形用金型及びこれを用いて成形される発泡成形体を提供する。
【解決手段】成形型によって形成された成形空間に充填された発泡性樹脂粒子を加熱して発泡成形体を成形するための発泡成形用金型であって、前記成形空間を形成する成形型の成形面の対象エリアに、一端から他端に亘って連続する溝部M1が一方向に一定間隔P1で整列するようにして形成されていることを特徴とする発泡成形用金型である。
(もっと読む)
発光ユニット
【課題】より簡便な構成で、信頼性のより高い発光ユニットを提供する。
【解決手段】一端10a側に設けられた光学レンズ部1aと他端10b側に設けられた窪み部1bとを備え透光性材料により一体に形成されたユニットボディ1と、該ユニットボディ1の窪み部1b内に収納され光学レンズ部1aを介して光を放出させる固体発光素子たるLED2を備えた実装基板3と、LED2と電気的に接続され窪み部1b内から導出された電線4と、ユニットボディ1の窪み部1b内に収納された実装基板3と電線4の一部とを窪み部1b内に封止する封止樹脂部5とを有する発光ユニット10であって、封止樹脂部5は、他端10b側から実装基板3側に向かって落ち窪んだ複数個の凹部5a,5bを有する。
(もっと読む)
金型成形用離型フィルムおよびその製造方法、ならびに樹脂封止半導体の製造方法
【課題】金型構造や離型剤によることなく成形品を容易に離型でき、かつ成形品に皺や欠け等の外観不良を生じさせることのない金型成形用離型フィルムを提供する。
【解決手段】ポリエステル樹脂と、100質量部の前記ポリエステル樹脂に対して1〜30質量部の4−メチル−1−ペンテン系重合体と、を含む樹脂組成物からなる、金型成形用離型フィルム。
(もっと読む)
合成樹脂中空体
【課題】加飾性が良好であるとともに破損し難く、また廃棄の際のリサイクル性が良く、製品コストと作業コストも抑えることのできる合成樹脂中空体を提供すること。
【解決手段】少なくとも口部14を有し内部が中空である樹脂製の中空成形体aと、前記中空成形体aの内部に流体物として液体を部分的に充填し、残りの部分には空気が入った状態、または前記中空成形体aの内部に流体物として液体を全体的に充填した状態で、前記口部に閉栓部材18を装着して、その内部に液体を保持し、これを金型内に装着して溶融樹脂を射出しオーバーモールドすることで、前記中空成形体aの外側に一体化形成された樹脂外装体16と、前記中空成形体aの口部に装着される閉栓部材と、を備えた合成樹脂中空体Aであって、前記樹脂外装体が、全光線透過率(JIS K7105に準拠し、1mm厚のシートで測定)80%以上の高透明性合成樹脂から成る。
(もっと読む)
射出成形方法
【課題】ガスベントが詰まるのを抑制することができ、金型装置の保守・管理作業を簡素化することができ、プリフォームの生産性を向上させることができるようにする。
【解決手段】パーティング面にガス抜き部が形成された割金型を備える射出成形機に適用される。そして、成形材料の充填開始後の所定のタイミングで、ガス抜き部の流路断面を小さくする。キャビティ空間への成形材料の充填が開始された後、ガス抜き部の流路断面が小さくされるので、それまでの間に、ガス抜き部を流れるガスの流量を多くすることができる。異物がガス抜き部の内周面に付着するのを防止することができる。
(もっと読む)
ポリエステル系熱成形品およびその製造法
【課題】延伸されたポリエステル系樹脂シートの熱成形の賦形から離型までの過程において、高速で効率良く連続的に行う方法を提供する。
【解決手段】延伸されたポリエステル系樹脂シートを熱成形するにあたり、熱成型用表面層2及びこれに隣接する背後層を有する熱成形型1であって、該表面層2は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式:Fα1/2×103>t>G・・・・・・(1)式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層2より大きい材料により形成されている成形型を用い、賦形から離型までの過程において少なくとも一時的にその成形型表面層2の表面温度又は賦形体との界面温度を当該成形材料樹脂のTg+50℃以上の温度にして成形を行うことを特徴とする熱成形品の製造方法。
(もっと読む)
光照射成形装置及び方法
【課題】熱可塑性樹脂を予め溶融させてキャビティへ注入する装置が不要になり、少ない熱可塑性樹脂の使用量で成形品を成形することができる光照射成形装置及び方法を提供すること。
【解決手段】光照射成形装置1は、光Xを透過する性質を有するゴム材料からなると共に互いに合わさる対向側にキャビティ20を形成する一対のゴム型部2A、2Bと、一対のゴム型部2A、2Bの表面から、キャビティ20に配置した粒子状の熱可塑性樹脂6に光Xを照射する光照射手段4とを備えている。光照射成形装置1は、光照射手段4から照射する光Xによってキャビティ20に配置した熱可塑性樹脂6を溶融させながら、一対のゴム型部2A、2Bを互いに接近させ、容積が縮小したキャビティ20に熱可塑性樹脂6の成形品7を成形するよう構成してある。
(もっと読む)
アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法
【課題】本発明は、アンテナパターンが埋め込まれる電子装置ケース、その製造金型及び製造方法に関する。
【解決手段】本発明の一実施例によるアンテナパターンが埋め込まれる電子装置ケースは、金属薄板で形成されるアンテナパターン部を含む放射部が一面に露出するように射出成形される放射体フレームと、上記放射体フレームの上部に射出成形され、上記放射部が上記放射体フレームとの間に埋め込まれるようにするケースフレームと、上記放射体フレームと上記ケースフレームとの境界をなし、上記ケースフレームの内側に凹溝に形成される境界部と、を含むことができる。
(もっと読む)
圧縮成形装置及び圧縮成形方法
【課題】プリフォームのブロー成形時において、加熱装置による温度調整を軽減又は省略すること。
【解決手段】プリフォームの圧縮成形金型33におけるキャビティ金型34の測定熱移動量Qb’とスライドインサート金型36の測定熱移動量Qn’を計測し、これらの測定熱移動量比Qn’/Qb’を監視する。測定熱移動量比Qn’/Qb’が一定の範囲内になるように、監視することによって、ブロー成形時に加熱手段を必要としない。
(もっと読む)
合成樹脂製ボトルのブロー成形方法
【課題】合成樹脂製ボトルの底部を均一に延伸することができて薄肉化と強度及び耐熱性の向上とを両立させることができ、しかも、比較的少ない工程数で低コストの合成樹脂製ボトルを得ることができる合成樹脂製ボトルのブロー成形方法を提供する。
【解決手段】底部金型17を第1の所定位置よりも下方の第2の所定位置に位置させた状態で、延伸膨出工程により、胴部金型16内のプリフォーム1aに内圧を付与し、下部を下方に膨出させた底部膨出部1cを有する中間成形体1bを形成させる。このとき、底部膨出部1cは、底部金型17に非接触或いはリブ成形部25の少なくとも一部を残して底部金型17に当接する。続いて底部成形工程により底部金型17を第2の所定位置から第1の所定位置に移動させ、底部膨出部1cを突き上げ、底リブ9を成形しつつ底凹部7を形成させる。
(もっと読む)
二重モールド成形体及びその生産方法
【課題】機能ユニットを樹脂モールドで覆ってなるモールド成形体であって、用途及び使用形態などに応じて容易に所要外形のものを得ることができ、液密性に優れ、外部応力が機能ユニットに伝達されにくいものを提供する。
【解決手段】回路基板21に取り付けられた機能部品22〜25を備える機能ユニット2と、該機能ユニットに適合された第1モールド4と、該第1モールドに適合された第2モールド6とを有する二重モールド成形体であって、第1モールド4は第2モールド6より線膨張係数の高い樹脂からなる。第1モールド4の線膨張係数は180〜300ppm/Kであり、第2モールド6の線膨張係数は80〜170ppm/Kである。第1モールド4の線膨張係数に対する第2モールド6の線膨張係数の比率は、0.3〜0.9である。
(もっと読む)
離型用フィルム
【課題】 モールド金型への追従性、及び、モールド金型やモールド樹脂を成形加工して得られる成形品との剥離性に優れ、180℃前後の使用温度における耐熱強度を有する離型用フィルムを提供する。
【解決手段】 熱可塑性エラストマーを1種類もしくは2種類以上組み合わせてなる樹脂組成物を成形して得られる単層フィルムもしくは2層以上の多層フィルムをベースフィルムとし、このベースフィルムの少なくとも一方の表面に、加水分解性部位を含むシリル基を分子内に有するフルオロシリコーン化合物を含有してなる離型組成物によってフルオロシリコーン化合物層が形成され、前記ベースフィルムと前記フルオロシリコーン化合物層との間にバインダー層が形成されてなり、少なくとも3層以上の層構造を有することを特徴とする。
(もっと読む)
成形用金型、成形方法及び該方法を用いて成形された成形品
【課題】成形品を厚み方向に亘って、少なくとも2種類の成形樹脂で形成する。
【解決手段】本発明は、第1の樹脂にて形成された第1の成形体2と、該第1の樹脂とは異なる強度の樹脂から形成され、第1の成形体2の厚み方向に被さる第2の成形体7からなる芯材1を製造する金型3に関する。金型3は、固定型4と該固定型4に接近離間する可動型5を具え、両型4、5の間にキャビティ30を設けている。固定型4のキャビティ30側に、予め成形された第1の成形体2が取り付けられ可動型5の移動方向に延びた突起40を具え、可動型5に第2の成形体7を形成する樹脂をキャビティ30に充填する充填口6を設けている。突起40によって、第1の成形体2と固定型4との間に形成される第1の成形体2の厚み方向の隙間Mは、第2の成形体7を形成する樹脂によって充填される。
(もっと読む)
積層成形体の製造方法及び硬化皮膜転写フィルム
【課題】硬化皮膜転写フィルムを用いて、耐擦傷性、耐候性に優れた硬化皮膜を、高い生産性のもとに効率的かつ経済的に射出成形体の表面に形成する。
【解決手段】基材フィルム2a上に、硬化皮膜を形成するための活性エネルギー線硬化性組成物により成形された第1転写層2bと、成形体に接して硬化皮膜と成形体との接着層を形成するための第2転写層2cを有する硬化皮膜転写フィルム2の第1転写層2bを、活性エネルギー線照射により半硬化状態とし、この硬化皮膜転写フィルム2を金型内に配設して熱可塑性樹脂3を射出充填し、充填樹脂の熱量により第1転写層2bの硬化反応を行う積層成形体の製造方法。
(もっと読む)
ホットランナー金型におけるノズル開閉装置
【課題】ホットランナー金型が備えるニードルバルのバルブ作動部材の昇降移動を、カム機構の採用により機械的に行い得るように構成して低圧力での駆動を可能とする。
【解決手段】ホットランナー金型が備えるランナーブロック下側のバルブ作動部材の両端に、カム機構と駆動シリンダとによるノズル開閉装置を配設する。カム機構を可動台上に横長に立設したノズル開閉用のカムプレートと、バルブ作動部材の端面に取付けてカムプレートのプレート面内のカム溝に嵌装した軸付きの従属コロとから構成する。従属コロを介してバルブ作動部材の両端をカムプレートに昇降自在に支持する。
(もっと読む)
容器をブロー成形するための装置
21 - 40 / 212
[ Back to top ]