
Fターム[4F202AA24]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | ポリエステル (263)
Fターム[4F202AA24]の下位に属するFターム
ポリブチレンテレフタレート (27)
ポリエチレンナフタレート (14)
ポリアリレート (10)
Fターム[4F202AA24]に分類される特許
41 - 60 / 212
光反射体用成形品の製造方法及び光反射体
【課題】熱可塑性樹脂組成物から形成される成形品に金属蒸着して、光反射金属層を直接形成させて、成形性(表面平滑性、離型性)に優れ、表面平滑性、金属との密着性、耐熱性が良好で、高温環境下でも光反射金属層に不具合(ユズ肌状欠陥、白化、曇り)を生じにくい光反射体を提供する。
【解決手段】ポリエステル樹脂を含有する熱可塑性樹脂組成物を用いて、算術平均表面粗さRaが0.075μm以下である金型、磨き番手5000番以上で表面を磨いた金型又はクロムめっきした金型で成形することを特徴とする光反射体用成形品の製造方法。
(もっと読む)
低反射導電性表面を有する材料およびその製造方法
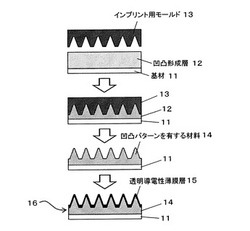
【課題】容易に所望の表面形態に形成され、所望の反射防止特性を有する導電性表面、更には光透過可能な低反射導電性表面を有する材料と、その製造方法を提供する。
【解決手段】モールドを用いて形成された、反射防止特性を備えた凹凸パターンを有する表面上に、透明な導電性材料からなる透明導電性薄膜が形成されていることを特徴とする低反射導電性表面を有する材料、およびその製造方法。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法

【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
金型製造方法、および光学シートの製造方法
【課題】プリズム部および光吸収部の形状が複雑なものであっても、これを適切に製造することができる金型製造方法を提供する。
【解決手段】円柱状体の外周面の周方向に沿って溝を形成することにより金型を製造する方法であって、溝の長手方向に直交する断面において、溝のうち対向する壁部の少なくとも一方の壁部が、折れ曲がるように形成された2つの面を有して形成され、折れ曲がるように形成された2つの面の1つを形成する第一の切削バイトと、他の1つの面を形成する第一の切削バイトとは異なる形状の第二の切削バイトとが、円柱状体の軸線方向に並列され、第一の切削バイトにより切削をおこない、これに追随して第二の切削バイトでさらに切削することにより溝が形成されることを特徴とする。
(もっと読む)
樹脂注入成形品
【課題】ボイドの発生を防いで優れた外観性を有し、作業効率よくかつ安定して製造可能な樹脂注入成形品を提供する。
【解決手段】上下金型によって製造される樹脂注入成形品であって、該上下金型には成形品の裏面側に細長形態の厚肉部1が隆起するようにキャビティ加工されるとともに、上記キャビティの細長厚肉部形成部の基端は樹脂注入口7に向けて設けられ、他端は注入口7からの距離dが遠い末端部に向けて設けられ、上記上下金型を用いて加圧注入方式により製造されてなる樹脂注入成形品A。
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、加熱処理によるヘイズ変化が少なく、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(5)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°、(5)170℃、20分間の熱処理後のヘイズ変化量が0.1%以下
(もっと読む)
偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム
【課題】コントラスト性や耐破れ性が良好で、優れた光学軸精度と熱寸法安定性を有する偏光板離型用二軸延伸ポリエチレンテレフタレートフィルムを提供する。
【解決手段】二軸延伸ポリエチレンテレフタレートフィルムであって、下記構成要件(1)〜(4)を満たす偏光板離型用二軸延伸ポリエチレンテレフタレートフィルム。(1)150℃、30分間加熱したときの熱収縮率が長手方向および幅方向とも2.0%以下、(2)150℃、30分間加熱したときの長手方向の熱収縮率と幅方向の熱収縮率の差が1.0%以下、(3)マイクロ波透過型分子配向計で測定したMOR値が1.80〜2.10、(4)フィルム幅方向における配向角の変化量が500mm当り3.0°〜5.0°
(もっと読む)
樹脂製容器、及び樹脂製容器の成形方法
【課題】底部のクレーズの発生が抑えられ、商品価値を維持することができる樹脂製容器、及び樹脂製容器の成形方法を提供する。
【解決手段】容器軸方向上端に位置する口部2と、この口部2から拡径された筒状の胴部4と、この胴部4の容器軸方向下端を閉塞する底部5とを備え、底部5に容器内方へ隆起する隆起部7が形成され、この隆起部7の外周側に起立状態で載置面Gに接触する環状の接地部8が形成された樹脂製容器1であり、この樹脂製容器1を構成するPETの固有粘度(IV)値を0.82(dl/g)以上とした。
(もっと読む)
離型フィルムの製造方法
【課題】離型性に優れた離型フィルムを、損傷を抑制しながら効率良く製造することのできる離型フィルムの製造方法を提供する。
【解決手段】ポリエステル系樹脂を含有するフィルムの表面を摩擦処理ロールで摩擦処理する工程を有する離型フィルムの製造方法であって、前記摩擦処理ロールの表面の素材は、引張強度が1.0〜5.0g/dである繊維からなる織物であり、前記摩擦処理を、下記式(1)で表される仕事エネルギー量En(KJ)が50〜500KJとなるように行う離型フィルムの製造方法。
[数1]
式(1)中、Arは摩擦処理装置が摩擦処理する面積(m2)を表し、Jは摩擦処理するための単位時間あたりの仕事量(KJ/分)を表し、Wは摩擦処理されるフィルムの巾(m)を表し、LSは摩擦処理されるフィルムのライン速度(m/分)を表す。
(もっと読む)
樹脂製一体型塗装マスキング治具及びその製造方法
【課題】本発明は、塗装工程における高温雰囲気下での、最適な塗装マスキング材の選定と塗装マスキング治具10の射出成形時の成形収縮率の設定、および被塗装成形品20と前記塗装マスキング治具10の線膨張係数の差異による影響度を予測し、前記塗装マスキング治具10を早期量産することを課題とする。
【解決手段】被塗装成形品20のCADデータの活用による、図1のステップ1の設計仕様の決定、ステップ 2の意匠設計の早期着手、ステップ 3の機能設計における射出成形材の流動解析、ステップ 4の前述ステップ 3のデータに基づく製品設計、ステップ 5の成形収縮率を考慮した金型設計、ステップ 6のCAMデータに基づく金型加工、ステップ 7の生産試作における形状評価の過程を経て製造する高精度の塗装マスキング治具10と熱可塑性液晶ポリエステル樹脂による耐熱性に優れた前記塗装マスキング治具10を含むことを特徴とする製造方法を提供する。
(もっと読む)
サーモトロピック液晶ポリマーの成形及びそこから作製される物品
メソゲンを含むサーモトロピック液晶ポリマー(TLCP)を含む組成物を成形する方法であって、型凹部を有する型に微細特徴チャンバを備える特徴凹部(43)を提供する工程と、組成物を加熱して溶融組成物を形成する工程と、移動する溶融組成物の流れ方向に対して、微細特徴チャンバ(49)を充填する溶融TLCP中のメソゲンの少なくとも一部分の流れ整列をもたらす流量速度で移動する溶融組成物を、微細特徴チャンバに充填する工程と、微細特徴チャンバの少なくとも固化したTLCPのメソゲンが、それらの流れ整列を維持するように、溶融組成物を固化する工程と、を含む。成形品は、本体と、本体から突出する3次元構造特徴と、を備え、微小寸法を有する微細特徴要素を含み、微小寸法におけるTLCPメソゲンが流れ整列状態にある。 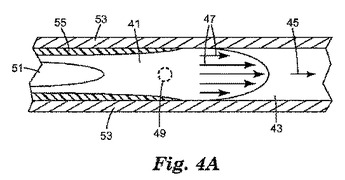 (もっと読む)
(もっと読む)
離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルム
【課題】離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムを提供すること。
【解決手段】本発明は、離型フィルム用2軸延伸ポリエステルフィルム及びこれを用いた離型フィルムに関する。本発明においては、幅方向に2m間の配向角差が3°以内であり、複屈折率が0.05以上である離型フィルム用2軸延伸ポリエステルフィルムを提供する。本発明に係る離型フィルム用2軸延伸ポリエステルフィルムは、複屈折率が大きく、且つ、延伸によるボーイング現象の減少により配向角に優れていることから、偏光板を用いた欠点検査時に光漏れ現象や光沢現象を制御することができる。
(もっと読む)
針状体の製造方法並びに針状体および針状体保持シート
【課題】患部に直接薬剤を打ち込む治療を行うための生体内適合性針状体を再現性良く高精度に製造する方法を提供する。
【解決手段】
複数のエッチング工程によって形成したマスターモールドを反転転写して形成したマスターモールドの針状体の形状を反転転写した微細孔21aを備えた針状体成型用モールド21に溶融した生体内適合性材料を充填する。生体内適合性材料が固化した後、針状体成型用モールド21取り外すことによって、先端に向かって細径化したテーパ状をなす先端部と該先端部に連なる長手方向にわたって同一径、あるいは径が小さくなる支柱部を有する生体溶解性針状体22bを製造する。
マスターモールドのエッチングにおいて、ボッシュプロセスによって任意の微細形状の支柱部を形成し、酸化シリコン膜の形成の除去を繰り返しによって、先端部の鋭角化を行うことができる。
(もっと読む)
ポリ乳酸系成形体の製造方法
【課題】結晶化速度を向上させることにより、成形時間が短縮されたポリ乳酸系成形体の製造方法を提供すること。
【解決手段】ポリ−L−乳酸(PLLA)及びポリ−D−乳酸(PDLA)を含有し、それらのいずれか一方の割合が0.1〜20重量部である組成物(PLLA及びPDLAの合計で100重量部とする。)からポリ乳酸系成形体を製造する方法であって、その組成物の温度をその組成物中に含まれるSC材料成分の融点+5℃〜+15℃の範囲に昇温させ、その後の成形工程でそれ以上の温度とすることなく温度を下げて成形することを特徴とするポリ乳酸系成形体の製造方法
(もっと読む)
樹脂製窓の2色射出成形方法
【課題】周縁形状が平滑な樹脂製窓を見栄え良く成形する。
【解決手段】位置決めピン17を樹脂パネル5にその端面から挿入して樹脂パネル5を下方から支持してキャビティ型9に保持した状態で収縮させ、樹脂パネル5の端面の位置決めピン17による支持側の辺を除く3辺とキャビティ型9の成形面16との間に隙間Sを生じさせ、キャビティ型9と第2コア型13とを型締めして第2コア型13の当接面26をキャビティ型9に保持された樹脂パネル5裏面に当接させるとともに突条部27を隙間Sに挿入する。これにより、樹脂パネル5の周壁部3内側と第2コア型13との間に第2キャビティ47が形成され、この状態で、第2キャビティ47内に不透光性樹脂49を射出充填して不透光性の枠部7を成形する。
(もっと読む)
成形体及びその製造方法
【課題】金属を用いることなく、光及び輻射熱を反射し、断熱性が向上した意匠性の高い成形体を作製することができる成形体の製造方法及び該方法により製造された成形体の提供。
【解決手段】成形体の製造方法は、成形金型内111に配置された空洞含有樹脂フィルム1上に、100℃〜320℃の溶融した樹脂50aを射出成形することを含み、前記空洞含有樹脂フィルムのSP値と前記樹脂のSP値との差の絶対値が、6.0未満である成形体の製造方法であって、前記空洞含有樹脂フィルムの平均厚みが25μm超200μm未満であり、前記成形体における樹脂部分の平均厚みが0.3mm超10mm未満であり、前記射出成形時における溶融した樹脂の射出圧力が200MPa未満であり、かつ、下記式(1)を満たす。(数4)t1×1/3×Qm×Vf>(Ti−50)×Ci×t2×1/200式(1)
(もっと読む)
熱可塑性樹脂成形品の再成形方法
【課題】何らかの不良により一部に欠陥を有する熱可塑性樹脂の成形品を、極めて簡単な方法によって修復することができる熱可塑性樹脂成形品の再成形方法を提供すること。
【解決手段】熱可塑性樹脂成形品の再成形方法は、ゴム材料からなるゴム型2のキャビティ22内に、熱可塑性樹脂の再成形用成形体3における成形必要箇所31を配置する配置工程と、ゴム型2を介してキャビティ22内の成形必要箇所31に電磁波Xを照射し、この成形必要箇所31を加熱して溶融樹脂として溶融させる加熱工程と、キャビティ22内の溶融樹脂を冷却して、成形必要箇所31を再成形した熱可塑性樹脂成形品を得る冷却工程とを行うものである。
(もっと読む)
樹脂成形体及びその製造方法
【課題】 十分な熱伝導性を有する樹脂成形体及びその製造方法を提供する。
【解決手段】 樹脂成形を行う際に、熱可塑性樹脂内に無機フィラーを混合しておく。無機フィラーは放熱性に優れているが、その硬度が熱可塑性樹脂よりも高いため、周辺部材を研磨してしまうという傾向がある。本願発明者らは、金型温度を高温にすると、繊維状の放熱材料からなる無機フィラーの配列方向がランダムになり、内部で無機フィラーが接触することで、冷却効率が高くなることを見出した。本方法では、樹脂内の放熱材料が、周辺部材を研磨してしまう程度の多量に含まれていない場合においても、十分な熱伝導性を有することが可能である。
(もっと読む)
樹脂成形体及びその製造方法、並びにリレー
【課題】粉塵の発生を十分に抑制することが可能な樹脂成形体及びその製造方法、並びに樹脂成形体を容器として用いたリレーを提供する。
【解決手段】熱可塑性樹脂に無機フィラーを混合させて造粒した樹脂組成物から成形を行う場合、樹脂成形体の剛性が向上する。樹脂組成物の流動開始温度を温度T1(℃)、樹脂組成物を金型へ注入する際の金型の温度をT2(℃)、とした場合、関係式:T2(℃)≧T1(℃)−120℃を満たすことが好ましい。この関係式が満たされる場合には、樹脂成形体からの粉塵の発生を著しく抑制することができる。樹脂成形体を容器として用いたリレーは、低粉塵であるため、リレーの接点間に粉塵が詰まることがなく、良好な接点の接触を維持することができる。
(もっと読む)
物体を搬送するための装置
物体(2)、特にカプセル(2)を、当該カプセル(2)が成形される成形カルーセル(3)から、排出装置(6)に搬送するための装置であって、回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適している支持要素(11)と、前記回転軸(X1)まわりを回転可能であり、前記物体(2)を受容するのに適しているシート手段(16)を有するアーム手段(13)と、を備え、前記アーム手段(13)は、前記回転軸(X1)からの当該アーム手段(13)の距離を変えるように可動であり、特に、前記アーム手段(13)は、前記支持要素(11)上に前記物体(2)をスライドさせるべく前記回転軸(X1)に対して半径方向に可動である、装置。 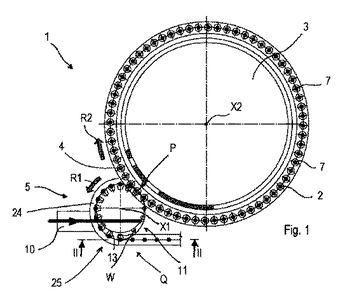 (もっと読む)
(もっと読む)
41 - 60 / 212
[ Back to top ]