
Fターム[4F202AA34]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | 主鎖にSを含有するもの (81)
Fターム[4F202AA34]に分類される特許
41 - 60 / 81
射出成形用金型
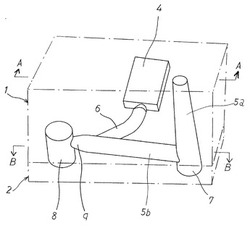
【課題】成形品中にスラグやガス等の異物が混入するのを的確に防止できる射出成形用金型を提供する。
【解決手段】スプル3とキャビティ4を複数のランナー5a、5bで連結し、ランナー同士の接続部にはコールドスラグウェル7を設けた射出成形用金型であって、キャビティ4に接続するサブランナー6を直前のランナー5bに対し溶融樹脂の流れ方向が逆転するよう鋭角に取り付けるとともに、この直前のランナー5bの終端部にはサブコールドスラグウェル8を設けた構造とする。また、前記サブコールドスラグウェル8に連結するランナー5bの接続部を、徐々に外径が縮径する絞り部9とすることが好ましい。
(もっと読む)
複合成形品の製造方法

【課題】成形サイクル時間の短縮が可能であり、安定的に良好な密着性を有する液晶性ポリマーと金属の複合成形品を提供する。
【解決手段】ポリアリーレンサルファイド樹脂及びポリアミド樹脂より選ばれる1種以上の熱可塑性樹脂と金属部品との複合成形品の製造方法であって、(1)成形用金型が、主型と、温度制御のための加熱用回路と冷却用回路を有する樹脂と金属部品とが接する部分を内部に包含する駒型に分割され、(2)成形時に樹脂が流入して接する部分が十点平均粗さ(Rz)が0.5μm以下に表面処理され、駒型の容積を60cm3以下にし、駒型の主型に接する外周部は断熱処理されている。(3)成形用金型内に金属部品を設置し、駒型の金型温度を特定範囲に加熱した状態で樹脂を射出充填し、成形用金型内に樹脂が充填完了した後、直ちに駒型の加熱用回路を遮断すると共に駒型の冷却用回路により7℃/秒以上の冷却速度で急速冷却する。
(もっと読む)
射出成形樹脂歯車の成形方法及び射出成形樹脂歯車
【課題】ウェルドラインを歯の歯先面に生じさせる。
【解決手段】インサート6をキャビティ22内の所定位置に収容した後、ピンポイントゲート26からウェブを形作るためのキャビティ部分32に溶融樹脂を射出する。そのキャビ部分32から歯を形作るキャビティ部分34へ向かう溶融樹脂の流れをキャビティ22内に出っ張る突起33によって絞り、ウェブ側のキャビティ部分32から歯側のキャビティ部分34へ向かう溶融樹脂の流れの流動速度を略均一化し、この流動速度が略均一化した溶融樹脂の流れを、インサート6に形成した溶融樹脂誘導路でキャビティ22内の歯の歯底面40に対応する部分へ案内し、歯を形作るインサート6の外周面に樹脂を被覆すると共に、歯の歯先面にウェルドラインを形成するようにした。
(もっと読む)
アンダーカット部を有する樹脂成形体の製造方法
【課題】簡易な構造の金型を用いて樹脂成形体の成形を容易に行うことができると共に、後加熱を必要とせず、良好な成形体を得ることができるアンダーカット部を有する樹脂成形体の製造方法を提供する。
【解決手段】アンダーカット部としての環状溝23を有する樹脂成形体としてのヘッダーを構成する凹状連結部18の製造方法は、環状溝23に対応する成形用突起61を有する内側スライド成形型62と、凹状連結部18の外周面を成形する外側成形型63と、両成形型62、63の間に形成されるキャビティ64とを備えた金型60を用いて行われる。そして、キャビティ64にゴム状弾性体を含むポリフェニレンサルファイド(PPS)樹脂を溶融させて注入し、加熱硬化させて樹脂成形体を成形した後冷却する。次いで、外側成形型63を型開きし、内側スライド成形型62をその軸線方向に強制的に引き抜く。
(もっと読む)
樹脂中空成形体の製造方法
【課題】複雑な内面形状の中空形状の樹脂中空成形体の製造方法を提供する。
【解決手段】樹脂中空成形体の製造方法は、水溶性若しくは加水分解性の樹脂Aを用いて射出成形して中子を形成する工程と、樹脂Aの中子を金型内に少なくとも一部分が外部と接触できるように配置し、該中子の外側周囲に、所望する中空成形体の外部構造を形成するように非加水分解性でかつ疎水性の樹脂Bを、次式:樹脂Aの融点(TmA℃)>樹脂Bの射出成形温度(TB℃)−150(℃)を満足する射出温度で射出成形して、該中子と一体化された成形体を形成する工程と、一体化成形体を、加圧下かつ該樹脂Bの融点より低い温度下でのオートクレーブ養生により、中子を形成している該樹脂Aのみを、該中子が外部と接触できる部分より除去して中空部を形成する工程とを備えている。
(もっと読む)
樹脂成形体の製造方法、樹脂成形用金型、樹脂成形体及びインシュレータ
【課題】流動性がよくない樹脂材料を用いても、薄肉の樹脂成形体を良好に製造することができる樹脂成形体の製造方法、この製造方法に適した樹脂成形用金型、この製造方法により得られた樹脂成形体、及びインシュレータを提供する。
【解決手段】金型20は、モータ用コア(ティース11)の外周にインシュレータ12を形成するもので、スライドコア23Sを具える。インシュレータ12は、巻線用の嵌合溝12gを有し、溝12gの凹み部分の厚さが0.5mm以下である。スライドコア23Sは、複数の分割片を組み合わせてなり、溝12gを形成するための凹溝部230及び凸条部231を有し、分割片の合わせ目が凹溝部230に位置するように構成される。分割片の合わせ目をガス抜き通路として利用することで十分にガス抜きが行え、流動性が悪い樹脂を用いても、薄肉の樹脂成形体を良好に製造できる。
(もっと読む)
シールド筐体
【課題】 外部環境からケース2の内部への水の浸入を確実に防止するシールド筐体1を提供する。
【解決手段】 シールド筐体1はケース2を有する。ケース2は複数の側壁22,…で囲まれている。各側壁22,…は貫通孔222d,222eを持つシールド材222を有する。シールド材222の一方の面には外壁226が形成され、シールド材222の他方の面には内壁224が形成してある。外壁226は第1の樹脂からなるメイン第1樹脂部分226aを有する。メイン第1樹脂部分226aはシールド材222に形成された貫通孔222dを通じて内壁224を構成する第2の樹脂からなるメイン第2樹脂部分224aと一体化され、先端が外壁226の表面に露出している第2の樹脂からなるサブ第2樹脂部分と、界面225で区画してある。界面225の外壁226側終端付近はシール部7で封止してある。
(もっと読む)
環状ガスケット用成型金型
【課題】寸法精度の高いガスケットを、安価にかつ大量に製造することができる環状ガスケット用成型金型を提供する。
【解決手段】成型金型20は、固定金型21、可動金型22及びゲート金型23にてガスケット形状空間GSを形成する。ガスケット形状空間GSに溶融した樹脂を注入する樹脂注入口31を、固定金型21とゲート金型23とで環状のスリットにするとともに、環状のスリットに形成された樹脂注入口31につながる固定金型21とゲート金型23とで形成される導出通路Pが樹脂注入口31に向かって先細形状になるようした。
(もっと読む)
電子ユニット及び電子ユニットの製造方法
【課題】電子ユニットの基板の周囲に樹脂からなるケーシング部材をモールド成形する際に、基板の側方から突出する入出力端子の周囲に樹脂のバリが発生しないようにする。
【解決手段】回路基板12の周囲には、軟質の樹脂からなる内層ケーシング部材40が入出力端子14を露出させた状態でモールド成形されており、内層ケーシング部材40の周囲には、硬質の樹脂からなる外層ケーシング部材42がモールド成形されており、外層ケーシング部材42は、入出力端子14を囲むコネクタハウジング部44を一体に備えている電子ユニット10の製造方法であって、外層ケーシング部材42の成形工程では、内層ケーシング部材40の端面46にその型面60aが当接する第1の金型60と、第1の金型60と対向して配置される第2の金型62との間に形成されるキャビティ64内に溶融樹脂65を充填する。
(もっと読む)
ダイシングフレームの製造方法及びダイシングフレーム
【課題】 縦バリ発生に伴う不具合を防ぎ、吸着パッドによる吸着の際、縦バリ抑制ザグリ部と吸着パッドの間に隙間が生じ、この隙間から気体が漏れて吸着に支障を来たすことのないダイシングフレームの製造方法及びダイシングフレームを提供する。
【解決手段】 樹脂を含む成形材料を金型に射出して真空吸着パッドに吸着される半導体ウェーハ用の中空のダイシングフレーム1を射出成形し、金型を型開きしてその突き出しピン53によりダイシングフレーム1を脱型する製造方法であり、ダイシングフレーム1を射出成形する際、ダイシングフレーム1内外の周縁部に、各突き出しピン53が干渉する成形材料滞留部9を併設し、成形材料滞留部9をダイシングフレーム1の脱型後にダイシングフレーム1から除去する。縦バリ抑制ザグリ部を成形する必要がないので、縦バリ抑制ザグリ部と真空吸着パッドの間に隙間が生じ、空気が漏れて真空吸着に支障を来たすことがない。
(もっと読む)
成形方法、成形型、インサートピン、及び成形部品、並びに部品
【課題】効率的に製造することができ、機械的強度を向上させ、小型化を実現することが可能なアッセンブル部品の成形方法、成形型、当該成形型に用いられるインサートピン、及び当該成形型で成形される成形部品、並びに部品を提供する。
【解決手段】成形型40は、インサートピン31を挿入可能な成形型40であって、インサートピン31の長手方向に沿ってインサートピン31を支持する第1金型41と、インサートピン31の長手方向に対して直交する方向にインサートピン31を支持する第2金型45とを備え、第1金型41と第2金型45とでインサートピン31を挟持する。
(もっと読む)
樹脂成形金型
【課題】本発明は、樹脂成形品のバリなどの形状不良の低減が可能な樹脂成形金型を提供することを目的とするものである。
【解決手段】略中央部にキャビティ14が形成される型板対5を構成する鋼製固定側型板1に、その外周面から中央部に向けて第一の銅棒24を圧入した第一の有底穴23を設け、鋼製固定側型板1に当接可能で同じく型板対5を構成する鋼製可動側型板3にも、外周面から中央部に向けて第二の銅棒20を圧入した第二の有底穴19を設ける構成とした。
(もっと読む)
無機発泡成形物の製造方法
【課題】 シロキサン及びシラノール塩多分子量溶液を用い、微細で膨大数の連続気泡構造と酸化珪素態の無機発泡成形物を均質で且高い生産性で製造しえる製造方法の提供。
【解決手段】 所要の寸法形状で金属素材からなり、その内面に剥離層が設けられ且加熱手段を有し而も上下に可動な成形雄型と、金属素材からなりその内面に剥離層が設けられ且加熱手段を有し、而も成形雄型の四側面及び底面に所要寸法形状の成形間隙を形成し密閉できる連結形成及び分割解離可能な成形雌型と、使用素材に水分率が30重量%以下のシロキサン及びシラノール塩多分子量ゲル状物を用いる製造方法。
(もっと読む)
射出インサート成形品の製造方法
【課題】インサート部品−樹脂間の優れた密着性を確保すると共に成形サイクルを向上させた射出インサート成形品の製造方法を提供する。
【解決手段】インサート部品を熱可塑性樹脂により包埋する射出インサート成形品の製造方法において、表面処理され十点平均表面粗さRzが5μm以下の金型を使用すると共に、インサート部品保持駒の温度を、熱可塑性樹脂の降温結晶化温度(Tc)以上の温度範囲として樹脂を射出充填し、次いで空気中の水分が結露状態あるい水分が固化し氷結状態にある低温空気を用いてインサート部品保持駒を150℃以下に急冷却した後、インサート成形品を金型から取り出す。
(もっと読む)
インジェクションブロー成形瓶およびその金型
【課題】有底状の成形瓶、特に底部における耐衝撃性をさらに強化した成形瓶、およびその成形瓶を形成する金型を提供することを課題とする。
【解決手段】本発明は、有底略筒状のインジェクションブロー成形瓶であって、該成形瓶はポリフェニルサルホン樹脂からなり、該成形瓶の底部外面壁が、外周側から底部中心に向かって緩やかな球面状に底上げされた凹部を形成するとともに、該球面状凹部の中央部表面から上部に向かって同心円状の中央沈降部が形成されており、さらに該同心円状の中央沈降部の外側に、同心円状の凸状内側外輪部を介して環状の外側沈降部が形成されており、かつ該成形瓶の底部内面壁は、凹凸がない滑らかな球面を形成していることを特徴としている。また、本発明は、上記成形瓶を製造するための金型を提供する。
(もっと読む)
樹脂製保持器
【課題】ポケット部の総数が奇数、且つ大径の保持器であったとしても、保持器の強度及び成形精度を向上することができる樹脂製保持器を提供する。
【解決手段】ポケット部11の総数が奇数とされると共に、ゲート14間ごとに配置されるポケット部11の数が最も均等になる数とされ、湯溜まり16は、ポケット部11が奇数となるゲート14間の周方向中央に位置するポケット部11の両端部に形成される柱部15のいずれか一方に位置づけられる。
(もっと読む)
玉軸受
【課題】合成樹脂製保持器の強度を高めることにより、玉軸受の信頼性を向上させる。
【解決手段】軸方向に対向する2枚の合成樹脂製環状体6,6の対向面にボール3を収容する半球状のポケット7を周方向に間隔をおいて形成し、環状体6の隣り合うポケット7,7の間に形成された結合部8を、他方の環状体6の隣り合うポケット7,7の間に形成された結合部8に結合する合成樹脂製保持器4を有し、その合成樹脂製保持器4で内輪1と外輪2の間に組み込まれたボール3を保持する玉軸受において、結合部8の他方の環状体6の結合部8との合わせ面11とは反対側に、隣り合う一方のポケット7から他方のポケット7に至る壁14を形成する。
(もっと読む)
流量センサ
【課題】 シール構造を不要とした流量センサを提供する。
【解決手段】 流量センサ10は、水が通る流路21が形成された流路本体20と、流路21の内部に配置され水の圧力を受けて流路21の矢印10aで示す延在方向に移動可能である移動体30と、移動体30が水の圧力を受けて移動する矢印10aで示す方向とは反対方向である矢印10bで示す方向に移動体30を付勢する圧縮コイルバネ40と、移動体30の位置を検出するための検出コイル50とを備え、検出コイル50は、流路21の外部で巻かれ、移動体30は、軟磁性体で形成されて検出コイル50によって検出されるための可動コア32を有することを特徴とする。
(もっと読む)
封止型電子機器及びその製造方法
【課題】 封止時の電子部品に対する可塑化溶融封止材の流動圧力や熱の影響を軽減し、電子部品へのダメージをなくし得るとともに量産性を可能にした封止型電子機器を提供する。
【解決手段】 導入通路16の空間16aに可塑化溶融封止材を充填するとともに収容部12内の空間12aには導入通路16から分岐開口17を通して可塑化溶融封止材を充填し固化することで、電子部品13をケース体11の収容部12内に封入する封止カバー18を形成するようにした。
(もっと読む)
アセンブリの製造方法、液状体吐出ヘッドの製造方法、液状体吐出ヘッド、液状体吐出装置
【課題】信頼性に優れたアセンブリを製造するためのアセンブリの製造方法、信頼性に優れた液状体吐出ヘッドとその製造方法、および当該液状体吐出ヘッドを搭載する液状体吐出装置を提供すること。
【解決手段】ケース30における射出成型時の樹脂の流動方法(矢印Aの方向)と液状体導入部材40における射出成型時の樹脂の流動方法(矢印Bの方向)とが一致するように部材間の位置合わせを行った上で、両部材を接合する。位置合わせは、ケース30のガイド部31に形成されたマーク35と液状体導入部材40のフランジ部43に形成されたマーク45とを合わせることにより行う。
(もっと読む)
41 - 60 / 81
[ Back to top ]