
Fターム[4F202AA36]の内容
プラスチック等の成形用の型 (108,678) | 樹脂材料等(主成形材料) (4,142) | 硬化性樹脂 (1,178)
Fターム[4F202AA36]の下位に属するFターム
フェノール樹脂系 (40)
アミノ樹脂系(←ユリア、メラミン樹脂) (4)
エポキシ樹脂 (102)
ポリイミド(←ポリアミドイミド) (50)
不飽和ポリエステル、アルキド樹脂 (21)
硬化性ポリウレタン (229)
硬化性アクリル樹脂 (34)
エネルギー線硬化性樹脂(光、紫外線、電子線硬化) (366)
Fターム[4F202AA36]に分類される特許
321 - 332 / 332
熱硬化性樹脂成形装置
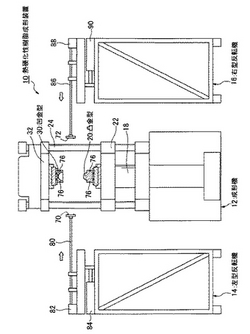
【課題】 4つの金型を必要とせず、凹金型のキャビ型と凸金型のコア型の一対のみを要する熱硬化性樹脂成形方法及び装置を提供すること
【解決手段】 対をなす第1金型及び第2金型と、前記第1金型及び第2金型を固着可能で独立して垂直移動可能な下金型ステーションと、前記第1金型及び第2金型を固着可能で位置固定の上金型ステーションと、組み合った前記第1金型及び第2金型を支持し反転させる金型反転部とを有し、前記第1金型及び第2金型によって、成形しかつ成形された材料の内外両面にグレーズコーテイングを行うことを特徴とする熱硬化性樹脂成形装置。
(もっと読む)
樹脂型及び成形体
【課題】
耐吸湿変形性等の凹凸形状の維持性及び硬化性樹脂との離型性に優れ、高い面精度の凹凸形状が転写可能で、且つ繰り返し利用可能な樹脂型、この樹脂型を使用して得られる硬化樹脂成形体、並びにその製造方法を提供する。
【解決手段】
脂環式構造含有熱可塑性樹脂及び組成物全体に対して0.2〜0.9重量%の水酸基含有脂肪酸エステル化合物を含有してなり、ガラス転移温度が90〜110℃であり、かつ、メルトマスフローレイトが50〜70g/10分である樹脂組成物からなる樹脂型、この樹脂型を用いて成形して得られる硬化樹脂成形体、並びにこの硬化樹脂成形体の製造方法。
(もっと読む)
樹脂モールド方法および樹脂モールド装置

【課題】 樹脂モールド部における樹脂の未充填やボイドを生じさせずに高品質の樹脂モールドを可能にし、製品の不良率を低減させる。
【解決手段】 樹脂モールド金型20を用いて封止用の樹脂70とともに被成形品60をクランプし、被成形品60を圧縮成形する樹脂モールド方法において、キャビティに樹脂を充填する充填工程においては、被成形品60と前記樹脂70を支持する上治具36および下治具38と、前記上治具36に対向して配置された上型32または前記下治具38に対向して配置された下型34とを離間させ、前記充填工程の後、前記キャビティに充填された樹脂を圧縮して成形する圧縮成形工程においては、前記上治具36と上型32とを当接させ、前記下治具38と下型34とを当接させて前記樹脂70を熱硬化させることにより樹脂モールドすることを特徴とする。
(もっと読む)
樹脂封止方法及びシート状部材
【課題】成形型の型面において、付着物が堆積した結果として成形型に対する成形体の離型性が低下することを防止する。
【解決手段】相対向する成形型3の間にシート7を配置する工程と、上型1に設けられたキャビティ4の型面5にシート7を沿わせる工程と、成形型3の間に基板10を配置する工程と、成形型3を型締めする工程と、キャビティ4に流動性樹脂11を充填する工程と、流動性樹脂11を硬化させて硬化樹脂12を形成する工程と、成形型3を型開きする工程と、基板10と硬化樹脂12とを有する成形体13を取り出す工程とを有する樹脂封止方法で、シート7は硬化樹脂12の側の低密着層8と型面5の側のクリーニング層9とからなる。低密着層8は硬化樹脂12に対する低密着性を有し、クリーニング層9は流動性樹脂11又はシート7に含まれる樹脂成分を除去する機能を有する。
(もっと読む)
光学素子の製造方法及び製造装置
【課題】 二以上に分割した成形型を順に離型するときの時間間隔を制御することにより、大量生産される成形品の面精度を均一化することができる光学素子の製造方法及び製造装置を提供する。
【解決手段】 二以上に分割した成形型により光学素子を成形する光学素子の製造方法及び製造装置において、二以上の成形型を順に離型するときに、第n番目(例えば第1番目)の成形型の離型完了時点を基準として、所定時間t1を経過した時点S2で第n+1番目(例えば第2番目)の成形型の離型を開始するようにしてある。また、第n番目の成形型の離型工程中に発生した引張応力がほぼ最大となった時点P1を、前記離型完了時点とする。
(もっと読む)
製造方法
物品の製造方法は熱硬化組成物の一面に少なくとも1個の箔又はシートを備える熱硬化組成物を含む。物品は電極である。組成物は亜酸化チタンを含む。 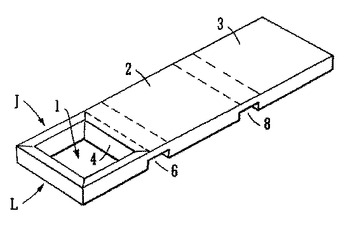 (もっと読む)
(もっと読む)
固体物品とりわけ光学物品を清浄化するための組成物、およびその様な物品を清浄化する方法
本発明は有機物汚れで汚染された物品用の清浄液に関し、次のものから構成される:
−(A)重量で50%以上、好ましくは重量で60%以上、より好ましくは重量で70%以上および最も好ましくは重量で80%以上の少なくとも1つのラクトン;
−(B)8から15の範囲のHLBを持つ少なくとも1つの界面活性化合物。
(もっと読む)
光学レンズの成形に関する方法
少なくとも成形型の一部分と成形型の一部に装着された封鎖部材とによって形状規定されるキャビティを準備し;該成形型の一部は垂直に配置され上部と底部とを有し、また該底部付近に配置されて封鎖部材に装着された封止部材を有し;封止材料と封鎖部材との底部付近を器具で穿刺し、穿刺によって封止材料に開口を設け、器具を介してキャビティに重合性組成物を導入することを含む方法。封止材料を試験するために便利な方法。他の方法も開示されている。  (もっと読む)
(もっと読む)
眼鏡用プラスチックレンズの注型重合方法
【課題】 光硬化樹脂レンズの重合工程では、粘着テープと成形型でモールドを形成し、注入針を粘着テープに貫通させたり、熱風で注入口を開け、光硬化性プラスチックレンズ原料をモールド内に注入し、その後、封止剤で封止していた。しかし、封止剤が光硬化性プラスチックレンズ原料に混入し、眼鏡用プラスチックレンズの製造歩留まりを低下させていた。
【解決手段】 光硬化性プラスチックレンズ原料の注入後に、その状態で光を照射して短時間で硬化させることで、注入後に必要であった封止工程が省略できる。また、封止剤の混入を防ぐことができる。
(もっと読む)
人造大理石カウンターの製造方法及び当該製造方法により製造される人造大理石カウンター
【課題】 複雑な形状の一体成形が可能であり、且つ、成形品の金型からの脱型が、容易な人造大理石カウンターの製造方法及び当該製造方法により製造される人造大理石カウンターを提供する。
【解決手段】 金型(上型)1aの内面2a、2bに入れ子3を熱剥離性接着剤で接着し、ピン4で固定した後、成形用樹脂組成物5を注入、硬化させ、金型1の温度を所定温度に昇温することにより、樹脂組成物成形体6を得るとともに、入れ子3を上型1aの内面2a、2bに接着させていた熱剥離性接着剤を金型1の熱で剥離させるようにしているので、樹脂組成物成形体6の前記金型1からの脱型が容易となる。
(もっと読む)
加飾成形品の製造方法
【課題】熟練作業を要することなく、下型の型表面への飾成形用シート載置の位置合わせを短時間で容易且つ確実に行うことができる加飾成形品の製造方法を提供する。
【解決手段】下型1の型表面に、熱硬化性樹脂組成物を基材に含浸させた加飾成形用シート4を載置し、その上に熱硬化性成形材料を載置した後、上型を降下させて型締めを行い、加熱・圧縮成形する加飾成形品の製造方法であって、下型1に着脱自在な位置決め治具2,3を用い、該位置決め治具2,3を下型1に装着する工程と、その位置決め治具2,3にその端部を沿わせるようにして位置決めを行いつつ前記加飾成形用シート4を下型1の型表面上に載置する工程と、該位置決め治具2,3を除去した後、その上に前記熱硬化性成形材料を載置する工程とからなる。
(もっと読む)
成形金型
【課題】BMC等の熱硬化性樹脂を射出・圧縮成形するにあたり、成形品にピンホールやウェルドラインが発生することを防止する。
【解決手段】固定型11と可動型12との間に形成されるキャビティ13の所定位置に連通するガス抜き穴3と、このガス抜き穴3を開閉自在に閉鎖する閉鎖部材(弁棒)5を設け、キャビティ13内に熱硬化性樹脂原料Mを射出した後、その原料Mを圧縮成形する際に、ガス抜き穴3を通じてキャビティ13内の排気を行い、熱硬化性樹脂原料Mがガス抜き穴3に到達する直前にガス抜き穴3を閉鎖することで、キャビティ13内の空気や発生ガスによる影響を無くす。
(もっと読む)
321 - 332 / 332
[ Back to top ]