
Fターム[4F202AG10]の内容
プラスチック等の成形用の型 (108,678) | 一般形状、構造物品 (7,435) | 管状体(←配管パイプ) (391) | 波形管(←ひだ付き管) (37)
Fターム[4F202AG10]に分類される特許
1 - 20 / 37
ダクト
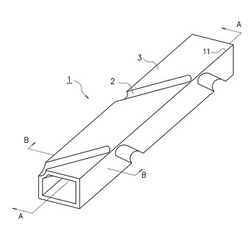
【課題】工数を増やすことなく、所望の形状が得られると共に、ファンの作動音を低減させ、ダクトの過剰加熱を抑制することが可能なダクトを提供する。
【解決手段】本実施形態のダクト(1)は、熱可塑性樹脂に発泡剤を添加して成形されたダクト(1)であり、ダクト(1)の内側から見て凸形状、ダクト(1)の外側から見て凹形状となるリブ(2)を有することを特徴とする。
(もっと読む)
樹脂射出成形品

【課題】円筒部1と、その先端に当該円筒部の他部分より外径が大きい山状の膨出部2とを有する樹脂射出成形品であって、離型時に低い引抜力での無理抜きを可能とし、膨出部2に外観不良が残りにくい樹脂射出成形品を提供する。
【解決手段】少なくとも前記膨出部2に対応する内周形状が、円筒軸に対して垂直な面である径方向断面において凹凸を繰り返す鋸歯形状3とし、更に凹部に半径R2の丸みを付与することで、外形を変えずに無理抜き時のたわみを吸収して、成形品が円筒半径方向にすぼまりやすくなり、引抜力が低減されて膨出部2に発生する応力も低減させることができる。鋸歯形状3は凹凸を繰り返す形状であり、円筒軸方向に向う側である凸部と円筒軸方向から遠ざかる側である凹部とから構成される。
(もっと読む)
ダクトとその製造方法
【課題】
解決しようとする課題は、熱可塑性樹脂のブロー成形によって形成される自動車用空調ダクトにおいて、軽量化を目的として該ダクトの肉厚を薄肉化するとその嵌合部はペラペラの極薄となって腰がなくなってしまい、相手部品との嵌合作業が困難となるという点である。
【解決手段】
分割金型内の該空調ダクトの補強材相当のキャビティー面に該嵌合部の外面とほぼぴったり合う内面を有する複数の補強材を装着し、該補強材をインサート成形して該嵌合部の肉厚を厚肉化することにより前記課題を解決した。
(もっと読む)
インテークホース用射出金型及びこれを用いたインテークホース製造方法
【課題】別途の取り出し装備が不要で、インテークホースをメインコアから自動的に取り出すことを可能にし、製造工程の短縮と製造コストの低減が可能なインテークホース用射出金型及びその製造方法の提供。
【解決手段】インテークホースの外部形状を成形するために具備された上金型110及び下金型120と、該上金型と該下金型と共に金型内部にキャビティ部101を形成するスライドコア130と、内部形状を成形するために該キャビティ部に挿入されるメインコア150を含み、該メインコアは、外周面の一側にベローズ153が形成され、移動手段により上下移動が可能となるように具備された第1コア151と、該第1コアと互いに結合可能なように具備されて、該スライドコアによってその外周面が囲まれた第2コア155を含み、成形完了後に、該第1及び該第2コアとインテークホースとの間に圧縮空気を供給するためのエアー供給手段170を含む。
(もっと読む)
筒状部品
【課題】射出成形により成形される筒状部品にて、簡単な構成により形状精度のよい筒状部品を提供すること。
【解決手段】射出成形により成形される筒状部品である円筒部材10は、両端面が開放され、外周、もしくは、内周面に螺旋状の溝を有する筒状部と、上記筒状部中央の周方向に並び、上記螺旋状の溝を挟むように設けられた複数の凹部とを有する。複数の凹部を設けていることから円筒部材10は、成形時に中央部が相対的に高温にならず、端面部が相対的に低温にならず、成形収縮率が全体的に均一化し、形状精度のよい筒状部材が得られる。
(もっと読む)
ジョイントブーツの製造方法
【課題】蛇腹部の肉厚を精度良く安定して成形する。
【解決手段】大径側取付部3に対応する第1部分61と、小径側取付部4に対応する第2部分62と、両者を連結する非蛇腹状の筒状をなす第3部分63と、を備えたパリソン6を熱可塑性樹脂で成形し、第3部分63からブロー成形により蛇腹部5を成形する際に、第3部分63の内側に第1の気圧をかけて、当該第3部分をブロー外型の山成形部91の各頂点93には達しないが、谷成形部92には押し付けて谷部66を持つ蛇腹状に予備成形し、次いで、第1の気圧よりも高い第2の気圧をかけることにより、予備成形された蛇腹状の第3部分をブロー外型の型面90全体に押し付けて製品形状をなす蛇腹部5に成形する。
(もっと読む)
自動車用エアーダクトの耐油性と脱型性を改善する方法
【課題】オレフィン系熱可塑性エラストマー(TPO)で構成された自動車用エアーホースの耐油性及び射出成形における脱型性を改善する方法並びに脱型性及び耐油性に優れた自動車用エアーホースを提供する。
【解決手段】オレフィン系熱可塑性エラストマー(A)に対して、プロピレン系重合体で構成された幹セグメント及び窒素含有ビニル系重合体で構成された枝セグメントで形成されたグラフト共重合体(B1)と、脂肪酸アミド(B2)とを含むグラフト共重合体組成物(B)を配合して射出成形することにより、自動車用エアーホースの耐油性と脱型性を改善する。
(もっと読む)
分岐ホースの製造方法
【課題】洗浄工程を必要とせず、簡素に分岐ホースを製造することができる分岐ホースの製造方法を提供する。
【解決手段】ホース本体成形用の中芯型2の外周面であって連結穴13を形成する穴形成部位23に封止部材3を配置する。封止部材3を配置した中芯型2を外型に設置して外型と中芯型2との間に分岐ホース1と同形状のキャビティを形成する。キャビティに成形材料を注入して、分岐ホース1を成形するとともに、連結穴13に閉塞部19を成形する。分岐ホース1のホース本体11と中芯型2との間に気体を注入しながら、連結穴13を封止部材3で封止した状態でホース本体11から中芯型2を取り去る。閉塞部19を薄肉の接続部分19aで破断させて、連結穴13から閉塞部19及び封止部材3を取り去る。
(もっと読む)
中空樹脂成形品の製造装置
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
中空樹脂成形品の製造装置及び製造方法
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を低コストで製造可能な技術を提供する。
【解決手段】押出機22の先端に取り付けられた押出ダイと当接せしめられた状態下で、パリソンが筒部形成キャビティ62内に充填されることにより、目的とする中空樹脂成形品の筒部を形成する充填型42と、該充填型42と該押出ダイとの当接状態を解除可能にロックするロック機構54と、該充填型42を該押出ダイとの当接状態から下側基準位置にまで下降させる移動機構52と、ブロー成形用型26の成形キャビティ内に収容されたパリソンの内部に圧力気体を吹き込んで、前記中空樹脂成形品の筒部を除く部分をブロー成形する気体吹込手段60とを含んで構成した。
(もっと読む)
管継ぎ手の製造方法
【課題】 吸水膨張性不織布を使用した管継手をインサート成形により製造する際に、中子に捲回した吸水膨張性不織布がバリになって管継手外周面に露出するという成形不良の発生を防止する。
【解決手段】 吸水膨張性不織布を管継ぎ手本体部の内周面に備え、管継手本体部の外周に管継手軸方向に延在するリブを有する合成樹脂製管継ぎ手の製造方法において、射出成形型の中子に吸水膨張性不織布を捲回設置する第1工程、中子と、分割可能なキャビティ型によって、管継ぎ手本体部を形成する本体形成部と、リブを形成するリブ形成部とからなるキャビティを形成する第2工程、キャビティに樹脂を射出する第3工程により管継手を製造するとともに、キャビティ金型の分割面に隣接するようにリブ形成部を設けておく。
(もっと読む)
ダクト脱型用抜き取り治具
【課題】例えば自動車エンジンのエアダクトとして用いられ、その長さ方向の一部にアンダーカットとして蛇腹部を設けたダクトの形成方法に関し、弾力性に乏しい樹脂製のダクトであっても、容易にコア型から脱型させることができるエラストマー製ダクトの形成方法を提供する。
【解決手段】ダクト外面を形成するキャビティ型11とダクト内面を形成するコア型12,13とで形成されるキャビティにエラストマー材料を射出成形して形成され、かつ長さ方向の一部に蛇腹部を有するダクトを形成する方法であって、コア型として、軸方向に2分割され、少なくとも蛇腹部を含むダクト部分を形成するコア型A13と、蛇腹部を含まないダクト部分を形成するコア型B12とからなる分割コア型を用い、キャビティ型を型開きした後、少なくとも蛇腹部をエア注入により拡径しながら、コア型Aより蛇腹部を含むダクト部分を脱型する工程を含むことを特徴とする。
(もっと読む)
熱可塑性樹脂製容器の製造方法及び製造装置並びに当該製造方法及び当該製造装置で製造された容器
本発明は熱可塑性樹脂製容器(13)の製造方法に関する。押し出し成形されたプラスチックチューブ(3)は金型に導入される。可動金型部(5、7、9)は、金型開放位置に移動する。容器の本体部(18)の移行部及び容器の底を成形する金型部(7)が閉じられる。容器の底は溶着される。チューブ(3)に作用する圧力勾配によってチューブ(3)は膨らんで金型部(5、7、9)の内壁に押し付けられる。成形された容器(13)を金型から取り出すために金型部は金型開放位置に移動する。容器の底は、容器の本体部(18)を軸方向に延長させるボウル状底部(19)の形をとる。容器の本体部(18)内に突き出る底部隆起部を形成するために、底部は容器(13)の内部に裏返される。  (もっと読む)
(もっと読む)
発泡樹脂成形品部材の製造方法
【課題】発泡樹脂成形品を相手部材に取り付ける際に取付時の加圧によって取付部が成形品本体部に没入すること及び発泡樹脂成形品の軽量化が損なわれることを回避する。
【解決手段】溶融状態の発泡性樹脂を成形型内に充填することにより、発泡セルが成長した成形品本体部Xaと、成形品本体部Xaの表面から突出し、発泡セルの成長が抑制された取付部Xbと、取付部Xbに対して成形品本体部Xaの反対側の面に取付部Xbに対応して位置し、取付部Xbに近接するように窪む凹部Xcとを含む発泡樹脂成形品Xを成形する。発泡樹脂成形品Xの凹部Xcに支持具50を挿入し、支持具50で発泡樹脂成形品Xを支持し、かつ支持具50で取付部Xbを相手部材Yに加圧することにより、発泡樹脂成形品Xを取付部Xbを介して相手部材Yに取り付ける。
(もっと読む)
フレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型
【課題】軟質の内層管部と硬質の外層部とが射出成形で一体に製造されたフレキシブル管状部材の製造方法とそのフレキシブル管状部材成形用金型の提供。
【解決手段】本発明のフレキシブル管状部材の製造方法は、一対の金型10内に外層用スライドコア20を挿入し、外層用キャビティ25を形成する工程と、外層用キャビティ25に硬質熱可塑性合成樹脂を射出して外層部を成形する工程と、金型10内から外層用スライドコア20を離脱させるとともに、内層用スライドコア30を挿入し、内層管用キャビティ35を形成する工程と、内層管用キャビティ35に軟質熱可塑性合成樹脂を射出し、内層管部を成形するとともに外層部と内層管部とを一体化させる工程と、金型10から内層用スライドコア30を離脱させた後、金型10からフレキシブル管状部材40を取り出す工程とからなっている。
(もっと読む)
蛇腹ゴムホースの製造方法及びこの製造方法によって製造された蛇腹ゴムホース
蛇腹ゴムホースを機械化して製作することで、低コスト化、製品のバラ付き阻止を図る。
【解決手段】 表面に蛇腹部を有する内型の周囲に補強布にゴムを貼着した補強ゴムシートを巻き付けてシート巻回体を製作し、シート巻回体の外周を、内面に内型の蛇腹部に対応した蛇腹部を形成した外型で加圧してシート巻回体を所定形状の蛇腹ゴムホースに成形すると同時に加硫処理を行う蛇腹ゴムホースの製造方法において、外型を周方向と軸方向に分割して各々の分割型を独立して加圧できるようにするとともに、一つの蛇腹部を形成してその形状を保持し、次いで、残りの蛇腹部を順次形成、保持する操作を行った後加硫処理を行う。
(もっと読む)
成形型
【課題】金型保持体及び金型の耐久性を向上することができる成形型を提供する。
【解決手段】上型ユニット12を構成する金型案内ブロック22の案内斜面22aに凹部22bを形成し、この凹部22bに対し低硬度板33をボルト34によって固定する。一方、前記金型案内ブロック22に取り付けられた位置規制板25の傾斜案内溝25a、平行案内溝25bに沿って案内移動されるローラ27によって金型26を昇降可能に装着する。下型ユニット11の上昇によって、前記両金型26が上方向に移動され、前記金型26に形成された被案内斜面26bが、金型案内ブロック22の案内斜面22aに摺動接触される際に前記低硬度板33のみが被案内斜面26bよりも先に摩耗するようにする。前記低硬度板33の摩耗量が所定値以上になったとき、前記ボルト34を外して低硬度板33を新しい低硬度板33と交換する。
(もっと読む)
蛇腹中空体
【課題】ブロー成形で製造された楕円形などの断面の蛇腹中空体において、蛇腹部の肉厚を周方向で均一として屈曲性を等方性とする。
【解決手段】膜長が所定値の長径部10と、一般部より膜長が大きな短径部11と、を周方向にそれぞれ有する蛇腹部とした。
長径部10は短径部11に比べて伸び量が大きくなるため肉厚が薄くなり、短径部11は肉厚が厚くなる。そこで短径部11に大膜長部を形成しておけば、伸び量が大きくなるため短径部11の谷部の肉厚を薄くすることができ、長径部10と同等の屈曲性とすることができる。
(もっと読む)
半径方向に柔軟性をもつブッシング
【課題】ブッシングの疲労寿命を長くし、性能を高める。
【解決手段】本発明は、半径方向に柔軟性をもつブッシングを提供し、外側の環状要素と、外側の要素によって囲まれる内側の剛体要素と、内側の剛体要素と外側の要素を粘着で取り付けるエラストマ体とを備える。エラストマ体は、内側の剛体要素から外側の要素まで半径方向に及ぶ、複数の離間したアームを備える。エラストマ体はさらに、内側の剛体要素の半径方向における変位を制限するための、少なくとも1つの半径方向の阻止部を備える。半径方向の阻止部は、アーム間で外側の要素に配置され、外側の要素に結合される端部及び剛体要素に向いた頂部を有するアーチを備える。このアーチが外側の要素とともに管状中空部を規定する。
(もっと読む)
円形樹脂管ジョイント並びにその製造方法
【課題】肉厚が均一で真円率が高く、管内面に止水材を有する円形樹脂管ジョイントの提供。
【解決手段】止水材を管内面に一体成形してなる樹脂管ジョイントであって、外金型3及び5をパリソン及び止水布をつけた内金型7を挟んで圧縮するに当たり、天蓋を有する一対のそれぞれ独立した圧縮機構10を有する外金型3を閉じた後、天蓋を有さない一対のそれぞれ独した圧縮機構10を有する外金型5を閉じて、樹脂管ジョイントを製造する。
(もっと読む)
1 - 20 / 37
[ Back to top ]