
Fターム[4F202AH25]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 車両(←軽車両)部材 (2,475) | パネル(←コンソールボックス) (245)
Fターム[4F202AH25]に分類される特許
241 - 245 / 245
刻印機能付き真空成形装置
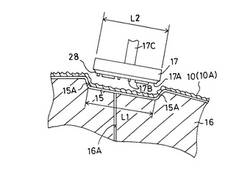
【課題】 装置構成を複雑化することなく、ロゴ周りにバリが発生するのを抑えることのできる刻印機能付き真空成形装置を提供する。
【解決手段】 外表面に部分的に窪み15が形成された凸状の成形金型16と、窪み15に対して接離自在に設けられ、窪み15との対向面17Aに文字・記号等を模った刻印部17Bが突出して形成された刻印金型17とを備え、予め表面に絞模様が付けられたシート状部材10Aを成形金型16で真空成形しながら、刻印金型17を窪み15に接近させてシート状部材10Aの表面に押し付けることにより、刻印部17Bによってシート状部材10Aの表面に文字・記号等を刻印する真空成形装置であって、刻印金型17には、窪み15との対向面17Aの周縁に段付き部28が設けられている。
(もっと読む)
自動車内装用装飾構成要素
圧力と熱の下で成形可能ベニヤ材料のシート(5)を予備成形するステップと、予備成形されたシートをキャビティ(4)を有している射出金型の半割れ(2)内に配置するステップと、金型の半割れ(2)上でシート(5)を定位置に保持するステップと、金型を閉じて支持層を(6)を形成するようにキャビティ内のベニヤシート(5)の裏に1つまたは複数の熱可塑性材料を射出するステップとを有する、乗り物の内装用構成要素の製造方法。  (もっと読む)
(もっと読む)
自動車内装用の複合トリム部品の製造方法

【解決手段】自動車の複合トリム部品を製造するために、流動可能な外皮の材料を第1の成形面(4)に塗布し、流動可能な基板の材料を第2の成形面(7)に塗布し、金型(5,8)を閉じて、可撓性外皮層(1)と硬質基板層(2)との間に形成された隙間に、発泡性の材料(3)を加える。可撓性外皮層と硬質基板層とはいずれも、ポリウレタン反応混合物をスプレー吹付することによって製造される。利点としては、硬質基板層を可撓性外皮層に対して位置決めする必要がなく、特に、硬質基板層は別個に製造する必要がなく、従って、製造コストを低減し、トリム部品の品質を高められる。発泡層を作るための成形キャビティを密封するには、可撓性外皮層について、基板層に接触する領域の厚みを充分に確保しておく。両方の金型半体を別々に分けて、異なる生産ラインに沿って外皮層と基板層とを生産することによって、設備及びツールのコストが低減される。 (もっと読む)
プラスチック表皮の形成方法
本発明は、プラスチック製品を製造するための方法および装置に関するものであって、本発明による方法においては、型輪郭を有した金属型を、型輪郭に適合する輪郭のものとして形成された赤外エネルギー加熱部材からの赤外エネルギーを使用することによって、キャスト温度にまで、予熱し;予熱された金属型上へと、プラスチック材料をキャストし;赤外エネルギーを使用してプラスチック材料を溶融させ;相変化または状態変化を起こし得る材料を金属型に対して接触させることにより、金属型を冷却し;キャストされたプラスチック製品を金属型から取り外す。 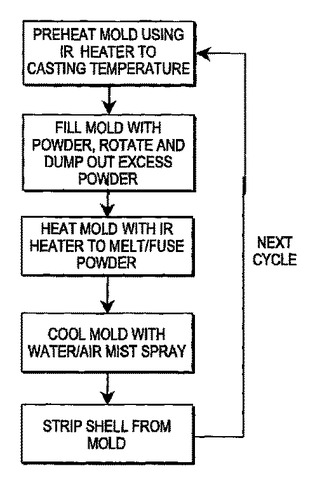 (もっと読む)
(もっと読む)
成形同時フィルム貼り合わせ品の製造方法と成形同時フィルム貼り合わせ用金型
【課題】 成形同時絵付け品の良品率を向上させることを目的とする。
【解決手段】 クランプ板4を有するA金型6と、A金型6のクランプ板4で囲まれる領域に入り込む凸部を有するとともにA金型6のクランプ板4で囲まれる領域内であってA金型6とのパーティング面5に固定手段を有するB金型2とからなる射出成形金型を用い、A金型6とB金型2との間に導入したフィルム3をクランプ板4でクランプし、A金型6とB金型2とを型閉めし、A金型6とB金型2とで形成される製品キャビティ12内に溶融樹脂を射出して成形品とフィルムとを接着一体化させ、固定手段を通じてフィルムをB金型2に吸着保持したまま型開きし、B金型2からフィルム付き成形品を離型するとともに不要なフィルムを成形品から切除する。
(もっと読む)
241 - 245 / 245
[ Back to top ]