
Fターム[4F202AH74]の内容
プラスチック等の成形用の型 (108,678) | 用途物品 (8,494) | 光学部品(←ホログラム、偏光体) (2,165) | レンズ(眼鏡レンズ、コンタクトレンズ) (558)
Fターム[4F202AH74]に分類される特許
161 - 180 / 558
ゲートカット方法及びレンズ受け治具
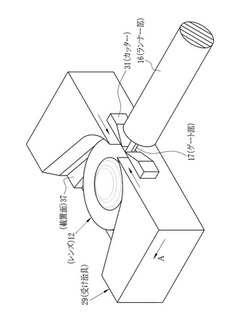
【課題】簡便な方法でゲート部を精度良くカットする。
【解決手段】制御部33は、受け治具移動機構30の駆動を制御して、受け治具29をA方向に僅かに移動させて、レンズ12のフランジ部21外周面22を引掛け面38に確実に引っ掛ける。フランジ部21の外周面22が引掛け面38に引っ掛かることで、レンズ12の位置が固定されてゲート部17はA方向に沿うことになる。制御部33は、受け治具移動機構30の駆動を制御して、受け治具29をA方向に移動させるようにゲート部17に対してその引張り強度よりも小さい引張り応力を与えながら、カッター移動機構32の駆動を制御してカッター31を矢印の方向に移動させてゲート部17をカットする。
(もっと読む)
成形装置、成形型の製造方法、光学素子アレイ板の製造方法、電子素子モジュールの製造方法、電子情報機器

【課題】多数の高精度転写体を形成した転写体集合基板を短時間・高量産性で形成できる成形装置、製造方法を提供する。
【解決手段】転写型としての転写マスタ9のサイズを1パターンと小さくすると共に、光照射装置11を基板保持部4の上方に配置して該光照射装置11から紫外線などの光を斜め下方向に照射し、透明基板の裏面または基板保持部4の基板保持面で光を反射させ、該反射光を転写体材料に照射して光硬化させる。
(もっと読む)
成形プラスチックレンズ及びその成形型
【課題】中心部が厚く曲率半径が小さい凸レンズあるいは中心部が薄い凹レンズをひけや継ぎ目なく成形できる成形型及び成形プラスチックレンズを得ること。
【解決手段】成形プラスチックレンズ40は、正面円形のレンズ部43(有効径部41と有効径外側部42)と、このレンズ部43の周縁一部に連続させて形成されるゲート部44と、このゲート部44と有効径部41の中心部とを結ぶ領域を避けて、有効径外側部42に形成した有底部分穴部45A、45B、45Cとを有する。
(もっと読む)
鏡面駒挿入用ガイド装置及び鏡面駒の挿入方法
【課題】経験の浅い者であっても、転写面に傷をつけることなく鏡面駒を型枠に挿入することができるようにする。
【解決手段】鏡面駒挿入用ガイド装置60は、型枠12に固定されたガイドプレート30と、2個一対で鏡面駒40に取り付けられる治具本体61と、治具本体61を鏡面駒40に取り付けるネジ62とによって構成される。ガイドプレート30は、型枠12に固定されたときに装着孔13と連通する挿通孔32を備え、挿通孔32には位置決め凹部31が形成される。治具本体61は位置決め凹部31と嵌合する嵌合部63とストッパ44に設けられたネジ穴46と螺合するネジ62が挿通される止め孔64とを備え、鏡面駒40に保持される。鏡面駒40は、嵌合部63を位置決め凹部31に嵌合させ、鏡面駒40の先端が装着孔13内に挿入された後に治具本体61が取り外され、転写面41が所定位置となるまで装着孔13に挿入される。
(もっと読む)
ゲートカット方法及び装置
【課題】プラスチック製品の製造効率を向上させる。
【解決手段】受け治具29にセットされたレンズ12を射出成形品13から切り離し、第一クリーニング位置L2へ搬送する。射出成形品13を90°回転させるとともに、受け治具30を切離し位置L1へ移動させる。第一クリーニング位置L2で、受け治具29にセットされたレンズ12にクリーニング処理を施す。レンズ12を受け治具30にセットして射出成形品13から切り離し、第二クリーニング位置L3へ搬送する。第二クリーニング位置L3で、受け治具30にセットされたレンズ12にクリーニング処理を施す。第一クリーニング位置L2でクリーニング処理が施されたレンズ12を回収するとともに、レンズ12の回収後、受け治具29を切離し位置L1へ移動させる。レンズ12を受け治具29にセットして一連の処理を繰り返す。
(もっと読む)
硬いレンズリテーナを有する柔軟な眼鏡フレーム
レンズを、硬いレンズリテーナを通して柔軟な眼鏡フレームに安全で取外し可能な保持を提供するために、硬いレンズリテーナが該フレームの成型工程の間、柔軟な眼鏡フレームに恒久的に係合される。  (もっと読む)
(もっと読む)
光ピックアップ装置用の光学素子の製造方法及び光ピックアップ装置用の光学素子の製造装置
【課題】簡単な構造で、高精度で所望の光学特性が得られる光学素子の製造方法及び光学素子を提供する。
【解決手段】光学素子の製造方法は、成形品を離型させる突き出し機構10を備える金型11と、突き出し機構を備えない金型12を有し、突き出し機構10を備える金型11側に、光学素子の解析構造等微細な階段形状1cの面を形成する型面を有し、この突き出し機構10を備える金型11と突き出し機構を備えない金型12とで形成される型内に樹脂を射出し、この後に、型開きを行ない、突き出し機構10を作動させて光学素子の成形品を突き出し離型させ、一方側に回折構造等微細な階段形状1cの面を有する光学素子を製造する。また、光学素子は、この光学素子の製造方法により形成される。
(もっと読む)
射出成形用型と射出成形品の製造方法
【課題】コンパクトな型構成で、複数の成形キャビティ間で品質にバラツキのない高精度な成形品を得ることのできる射出成形用型と射出成形品の製造方法を提供する。
【解決手段】射出成形用金型10は、開閉自在に対向配置された円柱状の固定側型板13及び円柱状の可動側型板26と、これら固定側型板13及び可動側型板26の対向面側で、かつ型中心軸O−Oから径方向に等距離Rに4個のキャビティ50を形成する複数の固定側入れ子18及び可動側入れ子38とを備えている。
(もっと読む)
プラスチックレンズ、その製造方法並びにプラスチックレンズの来歴管理方法及び光ピックアップ装置
【課題】マーキングが最適な態様にて施されたプラスチックレンズを製造するのに適した製造方法、金型および来歴管理方法を提供すること、来歴管理の容易なプラスチックレンズを提供すること。
【解決手段】本発明にかかるレンズ1は、レンズ面の外周にフランジ部2を備えている。このフランジ部2のフランジ面21は、当該レンズ面よりも高く形成されている。さらに、当該フランジ面21には、例えば、製造治具を識別するマーキング3を形成している。光学機能部を形成するための入れ子51、52と、マーキングを形成するための金型53、54を用いて製造する。
(もっと読む)
射出成形装置及び方法
【課題】型開き時に真空破壊によって金型内にごみ等が入り込むことを抑制できる射出成形装置及び方法を提供すること。
【解決手段】本射出成形装置100では、気体導入路62や流路切換装置63で構成されるリーク装置によって型開き前に通気管47等である減圧路49内を雰囲気圧に戻すことができるので、成形金型40の型開き時に真空破壊が起こることを防止できる。これにより、型開きに際して成形金型40の周囲のごみが成形金型40内に入り込むことを抑制して型面41a,42a等の金型内面を清浄に保つことができ、成形金型40等のメンテナンスの頻度を少なくして成形品MPの歩留まり率を高めることができる。
(もっと読む)
樹脂レンズおよび樹脂レンズの成形方法
【課題】光学的機能面とその周囲の取付用の基準面とを一つの入子で製造することで、これらの間に誤差が生じるのを防止することができる樹脂レンズを提供する。
【解決手段】樹脂レンズ1は光学的機能を有する光学的機能部2と、その周囲に鍔状に形成されるフランジ部3を備える。フランジ部3の一方の面に位置決め固定の際の基準となる基準面33が設けられている。成形に際して、基準面33が形成される側の面が、主に光学的機能部2を形成する入子72と、主にフランジ部3を形成するホルダとにより成形される。フランジ部3の基準面33と、光学的機能部2の基準面33側の面である光学的機能面22とが一つの入子72で成形され、フランジ部3の基準面33より外周側の面がホルダで成形されている。
(もっと読む)
光ピックアップ用対物レンズの製造方法及び光ピックアップ用対物レンズの成形金型、並びに、光ピックアップ用対物レンズ
【課題】コマ収差の少ない対物レンズであって、ピンかじりに起因する転写面の損傷を防止でき、小型であっても高精度で耐熱性を有する光ピックアップ用対物レンズの製造方法及び成形金型を提供する。
【解決手段】固定金型42が光学面成形面52a及び成形面S3の間であって突き出しピン54の先端面54aに対向する位置に凸部68を成形面S3よりも可動金型41側に突出させて形成し、仮に突き出しピン54の戻りが悪く、可動金型41の内面に突起した状態で両金型41,42の型閉じや型締めが行われても、突き出しピン54の先端面54aが凸部68によって押し戻され、突き出しピン54が成形面S3に当たって成形面S3を傷付けるピンかじりの発生を防止できる。
(もっと読む)
コンタクトレンズ製造用成形型セットおよびその利用
【課題】二つの成形型からなるコンタクトレンズ成形用の成形型セットを用いてレンズ材料となる硬化性樹脂組成物を硬化させた後、レンズが選択的に一方の成形型に付着させることができ、液状媒体で処理することにより容易に成形型からレンズが容易に脱離できる成形型を提供する。
【解決手段】テトラシクロドデセン由来の構造単位を20〜50重量%含有するノルボルネン系開環重合体水素添加物を用いてなる成形型(A)と、テトラシクロドデセン由来の構造単位を含有しない脂環構造含有重合体を用いてなる成形型(B)とからなる、コンタクトレンズ製造用成形型セット。
(もっと読む)
コンタクトレンズ用成形型セットおよびその利用
【課題】二つの成形型からなるコンタクトレンズ成形用の成形型セットを用いてレンズ材料となる硬化性樹脂組成物を硬化させた後、レンズが選択的に一方の成形型に付着させることができ、液状媒体で処理することにより容易に成形型からレンズが容易に脱離できる成形型を提供する。
【解決手段】テトラシクロドデセン由来の構造単位を20〜50重量%含有するノルボルネン系開環重合体水素添加物を用いてなる成形型(A)と、コンタクトレンズ材料である紫外線硬化性樹脂を硬化して得られる樹脂成形体との剥離強度が20N以下で、350nmの波長領域の光線透過率が70%以上の、厚さ2mmの成形体を与えることができる重合体を用いてなる成形型(B)とからなる、コンタクトレンズ製造用成形型セット。
(もっと読む)
光学素子の製造方法
【課題】 光走査装置に用いられるプラスチックより成る光学素子を成形用金型を用いて射出成形して製造するとき、像面湾曲が低減でき、更にfθ特性を十分に満足した光学性能を有する光学素子を容易に製造することができる光学素子の製造方法を得ること。
【解決手段】 光走査装置で使用される光学素子を成形用金型を用いて射出成形にて製造するとき、成形条件を設定するイニシャル成形工程と、光学機能面の曲面モデルを決定する形状近似工程と、鏡面駒の形状を補正加工する第1の補正工程と、焦点ずれ量測定工程と、焦点ずれ量の敏感度を算出する敏感度算出工程と、非球面係数を再設計する再設計工程と、鏡面駒の形状を補正加工する第2の補正工程と、第2の補正工程で得られた鏡面駒で射出成形を行う本成形工程とを有すること。
(もっと読む)
光学素子成形用金型
【課題】本発明は、光学素材を加熱加圧成形して光学素子を形成する光学素子成形用金型に関して、光学素子の生産性を高めることを目的とする。
【解決手段】本発明は、光学素子成形用金型の組み付け時における固定型7と胴型6の組み付けクリアランス10と摺動型9と胴型6の組み付けクリアランス11を同等に設定すると共に、固定型7、摺動型9、胴型6の各線熱膨張係数の関係を固定型7の線熱膨張係数をA、摺動型9の線熱膨張係数をB、胴型6の線熱膨張係数をCとしてA>C>Bの関係を満たす構成とした。
(もっと読む)
プラスチックレンズの製造方法
【課題】プラスチックレンズ製造のコスト低減を図ることができるとともに、環境負荷も低いプラスチックレンズの製造方法を提供する。
環境保護を図るとともに、プラスチックレンズのコスト低減を図ることができるプラスチックレンズおよびその製造方法を提供する
【解決手段】
本発明のプラスチックレンズの製造方法は、プラスチックレンズ成形用として用いられる一対の型を所定間隔離間させて対向配置させ、前記一対の型の間に生じる隙間を封止してレンズ形状のキャビティを形成し、前記キャビティに重合性組成物を注入し、前記重合性組成物を重合させてプラスチックレンズを成形するプラスチックレンズの製造方法であって、前記キャビティ内部で、かつ、前記一対の型の間に枠を形成し、前記枠と前記一対の型とに囲まれて形成される空間に前記重合性組成物を注入し、前記重合性組成物を前記空間において重合させることを特徴とする。
(もっと読む)
モールドのテープ巻付け装置
【課題】眼鏡用プラスチックレンズ成形において、2枚の母型モールドのモールド組を、その材料充填間隙を平行又は傾斜する形状とし一般的な眼鏡レンズやプリズム処方付きレンズを得るモールドのテープ巻付け装置を提供する。
【解決手段】2枚の母型モールド19を平行又は片側が傾くように対向セットをする筒状モールドホルダー18を、機体中間の固定受け台10に横向き載置し、この両側に配設した一対の先端に吸着体部3と数本の後退自在な固定軸4をもつ吸着ユニット1及び首振り型吸着ユニット5Aで前記モールドホルダー内のモールドを吸着支持し、所定のホルダー外しをして残る対向の平行又は片側が傾くモールドの外周に、機体横方に配置したテープ繰出し装置部12よりカットして繰出す粘着テープ27を巻付ける。
(もっと読む)
非球面プラスチックレンズの射出成形金型、および非球面プラスチックレンズの製造方法
【課題】本発明は、気泡やヒケ、ウネリ等が生じない、高精度な非球面プラスチックレンズを提供することを課題とする。
【解決手段】非球面プラスチックレンズの射出成形金型であって、光が入射する入射面と、前記光が出射する出射面とを備えた非球面プラスチックレンズの射出成形金型であって、前記射出成形金型は、前記入射面を成形する第1のキャビティ面を備えた第1の金型と、前記出射面を成形する第2のキャビティ面を備えた第2の金型が、パーティングライン面で分割可能に構成され、前記第1のキャビティ面における前記パーティングライン面から最も離れた部分の周縁部、および前記第2のキャビティ面における前記パーティングライン面から最も離れた部分の周縁部に、ガスベントを設けたことを特徴とし、前記成形された非球面プラスチックレンズの光学面の周辺に、気泡やヒケ、ウネリ等が生じない、高精度な非球面プラスチックレンズを提供する。
(もっと読む)
光学レンズおよび光学レンズのための製造方法
本発明は、光学レンズ(1)であって、当該光学レンズ(1)が、フード状に成形されていて、透光性の端面(11)と、該端面(11)に接続する側壁(12)とを有しており、該側壁(12)が、高められた肉厚を備えた、前記端面(11)の方向に延びる少なくとも1つのウェブ状の領域(116)を有している形式のものに関する。特に本発明は、上記の形式の光学レンズを製造するための方法に関する。  (もっと読む)
(もっと読む)
161 - 180 / 558
[ Back to top ]