
Fターム[4F202AJ13]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 性質の特徴 (942) | 断熱性 (189)
Fターム[4F202AJ13]に分類される特許
161 - 180 / 189
光ディスク基板成形用スタンパ

【課題】 転写性と光ディスク基板成形サイクルのタクトアップとを向上させ、転写面の微細パターン化を可能とし、既存の金型設備に対する変更を不要とする光ディスク基板成形用スタンパを提供する。
【解決手段】 光ディスク基板を成形するのに用いる光ディスク基板成形用スタンパにおいて、ピットまたはグルーブの情報面である転写面1と、この転写面1の下方に設けられた断熱性を有する第1の断熱層3と、前記転写面1を形成する層2と同一の材質であるNi電鋳層4を介して第2の断熱層5を有する。
(もっと読む)
複合材料管の製造
繊維強化複合材料から形成される管を製造するための装置において、内部のマンドレル空洞(5)と、繊維強化材料(9)により巻き付けられて、複合材料の積層体(10)を形成する外表面(7)とを有する細長状中空マンドレル(3)と、異なる温度の伝熱流体がマンドレル空洞(5)を通って循環し、温度が上昇した流体が循環する場合、熱が複合材料の積層体を硬化あるいは形成するために、流体から複合材料の積層体に向けてマンドレル(3)を通って伝わることを可能にするための流体流れ手段(11)と、を備えている。 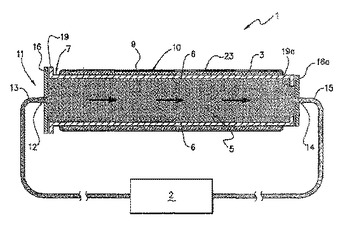 (もっと読む)
(もっと読む)
光ディスク成形方法及びその成形金型、並びに光ディスク成形品

【課題】光ディスクを高品質に且つ短時間で成形できる光ディスク成形方法及びその成形金型、並びに光ディスク成形品を提供すること。
【解決手段】スタンパ6に対向する可動金型3の表面に微小突起9を設け、樹脂と可動金型3の表面との接触面積を増加させることにより、冷却固化時間を短くして成形サイクルを短縮することが可能になり、また微小突起9の設置場所によりその形状を変化させることにより、光ディスク成形品の反り解消が可能となる。
(もっと読む)
リール成形用金型
【課題】 リールを成形する樹脂材に対して熱容量の高い金属部品を効率良く冷却することで、成形サイクルが長くなるのを防止して、生産性を向上させることを課題とする。
【解決手段】 固定金型62に形成された固定金型冷却用水管72とは別に、入れ子68に入れ子冷却用水管80を形成することで、溶融した樹脂から熱を受け高温になった金属プレート54を集中的に冷却することができる。これにより、リール40の成形サイクルを短くすることが可能となり、生産性を向上させることができる。
(もっと読む)
射出成形金型
【課題】 温調手段の熱エネルギー損失を低減することができるとともに、高精度を要求される光学素子等をクリーンルームで成形する場合にも環境汚染の生じない射出成形金型を提供する。
【解決手段】 型板45,52を外装した中子46,53に入子47,54を内挿した固定側及び可動側の一対のキャビティ形成部6を有し、中子46,53の内部に温調手段46a,53aを設けるとともに、中子46,53の型板45,52に囲まれた側面に放熱低減手段46b,53bを設け、中子46,53と型板45,52の間に隙間46c,53cを形成し、少なくとも中子46,53の背面に接触する断熱手段44,51を設けた構成としてある。
(もっと読む)
光ディスク成形金型、成形方法
【課題】 空隙部に射出された樹脂の冷却速度や金型コア表面の温度分布を均一に制御して、反りやピット変形などのない高品質の光ディスクを短い成形時間で成形できる光ディスク成形金型、成形方法を提供する。
【解決手段】 可動金型3および固定金型2とからなり、金型内に形成された空隙部10に樹脂材料を射出することによって光ディスク成形品を成形する光ディスク成形金型50、60,70,80であって、金型には、情報記録溝を有する少なくとも一枚のスタンパ6が装着されると共に、同一材質若しくは異材質からなる断熱材13,20、81が、可動金型3および固定金型2に埋設されている。また、金型コア表面9には、多数の微小突起9a,9b,9c,9d,9eが設けられている。
(もっと読む)
射出成形用金型装置
【課題】 薄板状とされた射出成形品の成形不良の発生を防止しつつ、製造効率の向上を図る。
【解決手段】 一対の金型12、13はそれぞれ、金型面12a、13aを有する金型本体12b、13bを備えるとともに、これらの金型本体12b、13bの外周部に各別にリング部材20、30が嵌合されてなり、型締め時に前記一対のリング部材20、30同士が当接することによって、少なくとも前記金型面12a、13aおよび前記リング部材20、30のいずれか一方の内周面により、キャビティ11が画成される構成とされ、一対の前記リング部材20、30の少なくとも一方は、前記型締め状態で他方の前記リング部材と当接する当接面20a、30aに、該他方のリング部材と非接触となる第1凹み部23、34が形成された構成とされている。
(もっと読む)
レンズ成形方法及び成形金型
【課題】 高精度で品質ばらつきの少ないレンズを成形できかつレンズ1個当たりの成形時間を短縮できるレンズ成形方法及び成形金型を提供する。
【解決手段】 可動型3と固定型2から成る金型内に形成される空隙部11に樹脂材料を射出することでレンズを成形する成形金型1を用い、空隙部11に所定温度の樹脂材料を射出する射出工程、保圧工程、冷却工程及び取出工程の一連の工程を経てレンズを成形する方法において、空隙部11に臨む転写面6、9と、転写面を加熱する加熱手段と、転写面の熱を一時保持する断熱手段と、空隙部の熱を金型外部へ伝達する冷却手段とを有するインサート7、10を設け、温度の低い樹脂材料を射出して冷却時間を短縮しかつ空隙部11に臨む転写面6、9を加熱することで微細な転写も高精度にかつ確実に行えるようにした。
(もっと読む)
成形機
【課題】金型支持装置に断熱層を一体的に形成することによって、高い精度で型締装置を組み立てることが可能となり、その結果、金型取り付け面の平行度を良くすることができ、精密な成形品を高い精度で成形することができるようにする。
【解決手段】固定金型36が取り付けられる固定金型支持装置と、可動金型35が取り付けられる可動金型支持装置と、前記固定金型支持装置及び/又は可動金型支持装置の金型取り付け面に一体的に形成された断熱層とを有する。
(もっと読む)
スタックモールド及びスプルーバーアセンブリ
【課題】スプルーバーから垂れ落ちる樹脂の量を減少させる。
【解決手段】各ブッシュ276及び280及びそれらの各スプルーバー260及び268は、それらの各スプルーバースリーブ264及び272内にあるので、ブッシュ276及び280は、モールド200の閉鎖または動作に支障をきたすブッシュからの垂れ落ちが発生することなく固定プラテン204の開口292を介してモールド200に入り込むことができる。ブッシュ276及び280から漏れたいかなる垂れ落ちをも各スプルーバースリーブ264及び272に取り込むことができ、モールド200が閉じるまでその中に留まる。
(もっと読む)
光学材料射出成形用金型及び光学材料の製造方法
【課題】金型のキャビティ内面の微細パターンを正確に光学材料に転写することができる光学材料射出成形用金型及び光学材料の製造方法を提供する。
【解決手段】光学材料の射出成形用の金型において、複数個のゲートを有し、光学材料の面に対応するキャビティの少なくとも一つの面に、厚さが0.2〜2mmであり、表面の算術平均粗さRaが30μm以下である微細パターンを有するスタンパーと、該スタンパーの裏側に、厚さが0.01〜1mmであり、熱伝導率が5W/(m・K)以下であり、引張り弾性率が2GPa以上である断熱層を設けてなることを特徴とする光学材料射出成形用金型、及び、該金型を用い、溶融した熱可塑性樹脂を、該金型のキャビティに射出注入することを特徴とする光学材料の製造方法。
(もっと読む)
光ディスクの成型方法および光ディスク用原盤
【課題】成型機自体に改造を加えることなしに、成型タクトタイム短縮化を実現する。
【解決手段】原盤12はグルーブまたはバンプを含む表面に架橋樹脂層からなる断熱層11を有し、かつ原盤12を保持する金型の温度を75℃以下として、キャビティ内に溶融樹脂を射出成型することで、高精度な光ディスクの射出成型が低温で、かつ短時間で可能になる。これにより、どのようなフォーマットにも適用が可能であり、光ディスクの製造技術において設備投資を伴わずに増産が可能となることから、今後の光ディスクの増産と低コスト化に大きく貢献できる。
(もっと読む)
ホットランナー金型
【課題】加熱されたノズルの熱が冷めるのを待つことなく金型からのノズルの取り外しを不都合なく行えるホットランナー金型を提供すること。
【解決手段】固定型10又はゲートパッドに形成される凹部20内に組み込まれたノズル40からキャビティ12内に溶融樹脂が射出されるホットランナー金型50において、前記凹部20はノズル40の径より拡径された径を有する第1の凹部21と、該第1の凹部21の底部に連通する第2の凹部22とからなり、前記第1の凹部21の底部周りには付勢手段34により付勢される環状スリーブ30が形成され、前記ノズル40を前記凹部20に組み込むことによりノズル40の外周の一部が前記環状スリーブ30の外側面に当接し、平面状の面接触によりシール構造35が形成されるホットランナー金型50。
(もっと読む)
分散支持射出成形装置
本発明は、液体状態の熱可塑性材料を金型キャビティの中に射出するための装置に関する。少なくとも1つの射出ノズル(17)に供給する液体状態の熱可塑性材料の分配器(27)は、分配器(27)の前面(26)および母型(1)の背面(29)の面(これはできる限り大きい)上に、好ましくは、分配器(27)の背面(34)およびスプリングリリース(36)の前面(37)の面(これはできる限り大きい)上にそれぞれできるだけ連続的であるような形で平坦に支持される断熱材料からなる前板(50)および好ましくは後板(51)のそれぞれの助けによって、少なくとも1つのノズル(17)が流し込む少なくとも1つの金型キャビティ(4)を規定する母型(1)とスプリングリリース(36)との間に配置される。母型(1)は、射出される熱可塑性材料によって加えられる変形応力の結果による曲げに抗するように強化され、それぞれのノズル(17)の長さに加えて母型(1)の厚さを減少させることが可能である。  (もっと読む)
(もっと読む)
樹脂成形金型およびこれに用いられるピン
【課題】構成を複雑化することなく、しかも低コストで、樹脂成形品のボス部の意匠面に生じるヒケを抑制できる樹脂成形金型を提供すること。
【解決手段】裏面1bに複数のボス2を有する樹脂成形品1を成形する樹脂成形金型において、上記樹脂成形品1の表面1aを成形するためのキャビティー10と、上記ボス2の内周面2bを成形するためのセンターピン12と、上記センターピン12の少なくとも上記キャビティー10側の先端部を上記キャビティー10よりも高温に加熱する電気ヒータ120とを具備する。
(もっと読む)
インサート成形金型及びインサート成形品の製造方法並びにインサート成形品
【課題】 インサート成形品におけるウエルドラインの発生を確実に防止でき、穴形状を有する成形品やサイズの大きな成形品も効率よく製造することができるインサート成形金型及び該インサート成形金型を使用したインサート成形品の製造方法並びに該製造方法によって製造したインサート成形品を提供する。
【解決手段】 キャビティ面にインサートフィルム17を配置し、キャビティ13内に樹脂を射出して樹脂成形品を成形するとともに、成形品表面にインサートフィルムから模様を転写するインサート成形金型におけるキャビティ面の近傍に、キャビティ面を加熱するための加熱媒体及び冷却するための冷却媒体が供給される温調通路21,22を設け、射出時には温調通路に加熱媒体を供給してキャビティ面を樹脂の熱変形温度より高い温度に加熱し、射出終了後には温調通路に冷却媒体を供給してキャビティ面を熱変形温度より低い温度に冷却する。
(もっと読む)
冷却制御機能付射出成形金型
【課題】形状精度と成形品内部の光学特性が求められる樹脂製光学部品に対し、積極的な温度制御により、理想的なキャビティ内の温度勾配を作り、冷却固化条件を制御することで、小さな圧縮圧力下でもヒケのない樹脂製光学部品を成形すること。
【解決手段】キャビティ周辺のを熱の流れを考慮した形状を有する部品と、成形品の外縁部に圧縮圧力を付与するための圧縮リングによりキャビティを構成し、温度制御された流体で熱交換を行うキャビティ周辺に温度勾配をつくり、成形品の中心部から外側に向かって冷却固化する条件を与え、圧縮リングによって体積収縮分の材料を周縁部から補填することでヒケを抑制する。
(もっと読む)
樹脂成形品の製造方法、樹脂成形用金型及び樹脂成形品
【課題】キャビティ周辺の金型の熱容量バランスを考慮することにより、成形時の温度差による樹脂成形品の変形に対し、より完全な変形防止を図ることが可能となる樹脂成形品の製造方法、樹脂成形用金型及び樹脂成形品を提供する。
【解決手段】金型に設けられた複数のキャビティ1に樹脂を注入して樹脂成形品を成形する樹脂成形品の製造方法において、前記金型におけるキャビティの配置位置を調整して、前記キャビティ周辺の金型の熱容量バランスを図ることにより、該キャビティ両側部における成形時の温度差を軽減し、樹脂成形品を成形するように構成する。
(もっと読む)
熱可塑性樹脂成形用の金型組立体及び成形品の製造方法
【課題】成形時、入れ子に破損が発生せず、長期間の使用に耐え、入れ子の面の状態を確実に成形品の表面に転写することができ、しかも、金型部における入れ子の配設位置の自由度が高い金型組立体を提供する。
【解決手段】熱可塑性樹脂成形用の金型組立体は、(イ)第1の金型部10及び第2の金型部12、(ロ)第1の金型部10に配設され、キャビティ16の一部を構成し、厚さが0.1mm乃至10mmの入れ子17、及び、(ハ)溶融熱可塑性樹脂導入部15を備えており、第2の金型部12には入れ子被覆部14が設けられ、型締め時、(A)入れ子17と入れ子被覆部14との間のクリアランス(C11)は0.03mm以下であり、(B)入れ子17に対する入れ子被覆部14の重なり量(ΔS11)は0.5mm以上であり、入れ子17を構成する材料の熱伝導率は2×10-2cal/cm・sec・゜C以下である。
(もっと読む)
バルブゲート式金型装置とその製造方法
【課題】 バルブケーシングに嵌合リングを確実に固定することができ、断熱効果に優れたバルブゲート式金型装置とその製造方法を提供する。
【解決手段】 バルブケーシング12と嵌合リング16との接合面を所定の圧力で押し付け、この押し付けた状態を保持しながら、バルブケーシング12と嵌合リング16とに、直流電流及び/又はパルス電流を流して、バルブケーシング12と嵌合リング16との段差面35と反ゲート側面32Hを仮接合し、仮接合された状態のバルブケーシング12と嵌合リング16とを所定の雰囲気温度で熱処理し、バルブケーシング12と嵌合リング16とを接合する。嵌合リング16の組み込み孔5への嵌合構造において、断熱性を有する嵌合リング16を用いることにより、バルブケーシング12の先端側と固定型1との間の断熱がなされる。
(もっと読む)
161 - 180 / 189
[ Back to top ]