
Fターム[4F202AJ13]の内容
プラスチック等の成形用の型 (108,678) | 装置又は装置部材の材料の特徴 (5,523) | 性質の特徴 (942) | 断熱性 (189)
Fターム[4F202AJ13]に分類される特許
21 - 40 / 189
台タイヤ加硫装置
【課題】外気温の変化によって加硫装置における加硫プロセスの変更を不要とし、加硫中における加硫装置からの放熱量を一定にすることが可能な台タイヤの加硫装置を提供することを目的とする。
【解決手段】未加硫の台タイヤを加硫する台タイヤ加硫装置であって、台タイヤのサイド部及びクラウン部を包囲する金型と、金型の幅方向外側に位置し、金型を加熱する加熱手段と、金型における台タイヤのクラウン部を包囲する位置に設けられる温度調節手段とを有し、温度調節手段が、台タイヤのトレッド貼付面を型付けする面よりも半径方向外側に位置する構成とした。
(もっと読む)
射出成形用金型とその成形品

【課題】低歪領域を有し、かつウエルドラインのない孔を有した成形品を提供する。
【解決手段】成形品の形状に孔形状がある場合、樹脂は孔を形成させるための金型形状にぶつかり流路が分岐する。分岐が終わって再度合流する際に、樹脂表面が固化し、完全に接合されず成形品にウエルドラインが生じる。成形品接触面4と近い部分に高温度冷却回路2を配置し、樹脂を射出するより前に高温度冷却回路2に樹脂のガラス転移点以上である温度のスチームを流す。樹脂を射出した直後にスチームを切り、高温度冷却回路2には何も流さず樹脂の充填を完了させる。樹脂は低温度冷却回路1の温度により固化され、固化終了後に金型を開き、成形品を取り出す。樹脂の流動時にウエルドライン消失領域6の金型入子3の表面温度を上昇させることで、流路分岐後に再度合流する樹脂表面の固化を遅らせて、樹脂を完全に接合できウエルドラインを消失させることができる。
(もっと読む)
射出成形用金型
【課題】 射出成形にて、安価で耐久性の高い断熱をすること。
【解決手段】 溶融樹脂が流動するキャビティ14の成形面16に非金属の複数の断熱部材18を埋め込んだ。
(もっと読む)
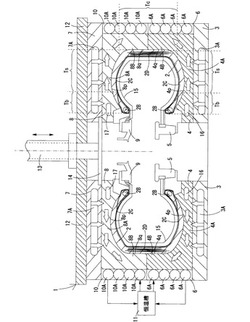
タイヤ加硫装置
【課題】未加硫タイヤの側面部を各部分に応じて加熱及び加硫して各部分の加硫度を適宜調節する。
【解決手段】タイヤ加硫装置1は、未加硫タイヤ90を収納する加硫モールド10と、加硫モールド10のタイヤ幅方向外側面に接触して未加硫タイヤ90の側面部92を加熱するプラテン20、30とを備え、加硫モールド10内で未加硫タイヤ90を加熱して加硫する。プラテン20、30の加硫モールド10に接触して伝熱する伝熱面22、32に、タイヤ周方向に沿って設けられて外表面が伝熱面22、32の一部を構成する、伝熱面22、32の部材よりも熱伝導率が低い低熱伝導部材23、33を設ける。低熱伝導部材23、33からの熱伝導を抑制しつつ、プラテン20、30で加硫モールド10を加熱して、未加硫タイヤ90の側面部92を加熱する。
(もっと読む)
ホットランナー成形型
【課題】マニホールドと成形型との間に配置されるライザーパッドの破損が生じないホットランナー成形型を提供する。
【解決手段】固定取り付け板5と、固定取り付け板5に対向するマニホールド7との間にライザーパッド32が備えられた射出成形用ホットランナー成形型であって、前記ライザーパッド32と前記ライザーパッド32に当接する他の部材である固定取り付け板5との接触面32aと5a3が、同一の形状であり、且つ同一の面積である。
(もっと読む)
複合繊維体の成形方法および成形型
【課題】高密度層と低密度層の厚み方向の密度分布,厚み分布が多様に変化した複合繊維体の成形方法および加熱型の提供を図る。
【解決手段】加熱型2として用いられる上型2Aまたは下型2Bの少なくとも一方の型面に、断熱材4により型材料と熱伝導率が異なる部分を設定することにより、成形素材1Aの加熱状態が部分的に変わって、高密度層1aと低密度層1bの厚み方向の密度分布,厚み分布が多様に変化した複合繊維体1を得ることができる。
(もっと読む)
圧縮成形装置、及び金型
【課題】効率的な熱成形が可能な圧縮成形装置、及び金型を提供することを課題とする。
【解決手段】金型に原料10を投入して加熱し加圧して成形する圧縮装置1であって、原料10を圧縮成形する領域を囲む型枠を形成する第一の金型3と、型枠に入れた原料10を圧縮する第二の金型6と、第二の金型6を支持して加熱する熱源部7と、を備え、第二の金型6は、熱源部7側に一端16が位置し、原料10を押圧する押圧面14側に他端17が位置するヒートパイプ13と、ヒートパイプ13の長手方向に沿ってヒートパイプ13を包む断熱層15と、を有する。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
射出成形システム、配管部材
【課題】加熱・冷却を繰り返しても、配管のフランジ部と管状部との継ぎ目の部分に亀裂が生じるのを防ぎ、信頼性を高めることのできる射出成形システム、スリーブ、配管部材を提供することを目的とする。
【解決手段】スリーブ140Aを配管部材110、120の連結部に挿入配置することで、フランジ部112、122と管状体111、121の継ぎ目近傍の内側にスリーブ140Aを位置させて、スリーブ140Aにより断熱効果を発揮させる。スリーブ140Aは、配管部材110、120とは線膨張係数が異なり、熱伝導率がより低い材料で形成する。スリーブ140Aの筒状部141の外径を管状体111、121およびフランジ部112、122の内径よりも小さく設定し、筒状部141の外周面と管状体111、121およびフランジ部112、122の内周面との間に隙間200を形成するのが好ましい。
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
射出成形用金型および射出成形方法
【課題】ホットランナーボディからの熱伝導によりキャビティの温度が変動することを抑制した射出成形用金型を提供する。
【解決手段】ホットランナーボディ15の固定側型板1への支持部分近傍を所定温度で流れる温調水が、ホットランナーボディ15からの熱伝導によりキャビティ9の製品部分10の温度が変動するのを抑制する。
(もっと読む)
射出成形方法及び射出成形金型
【課題】キャビティ内の合成樹脂を型内で圧縮できるようにし、バリが生じないようして、外観品質が良好な合成樹脂成形品を製造でき、金型の製作難易度が高くなくとも足り、コストも抑えられと共に金型の耐久性の向上も図ること。
【解決手段】固定金型部6及び可動金型部26の入れ子駒6A、26Aの熱媒体通路31、34内に加熱用媒体を供給して加熱して合成樹脂の軟化点以上に昇温したら、溶融した合成樹脂をキャビティS内に注入充填して保圧し、この保圧の終了に前後して、固定金型部6及び可動金型部26の入れ子取付体6B、26Bの熱媒体通路32、35内に加熱用媒体を供給して加熱して熱膨張させ、この熱膨張が開始したら、前記入れ子駒6A、26Aの熱媒体通路31、34内に冷却用媒体を供給して冷却して、合成樹脂の射出圧力以上の圧力でこの合成樹脂を圧縮させながら硬化させる。
(もっと読む)
加硫機
【課題】省エネルギー効果が高い加硫機の提供。
【解決手段】本発明の加硫機は、モールド、上側プラテン、下側プラテン、上側遮熱体及び下側遮熱体を有している、上記上側遮熱体12は、上記上側プラテンの上側に配置されている。上記下側遮熱体14は、上記下側プラテンの下側に配置されている。上記遮熱体12、14は、本体26と断熱部28とを有している。上記断熱部28は、上記本体26によって覆われている。上記断熱部28の物質が、上記本体26の物質とは異なる。好ましくは、上記断熱部28の熱伝導率λ1が、上記本体26の熱伝導率λ2よりも小さい。好ましくは、上記断熱部28がガスである。好ましくは、上記本体26は、凹部を有する基体31と蓋32とを備えている。好ましくは、上記凹部の開口が上記蓋32によって塞がれることにより空洞が形成され、この空洞が上記ガスで満たされている。
(もっと読む)
熱ナノインプリントリソグラフィ用モールド、それを作製するプロセス、およびそれを用いた熱ナノインプリントプロセス
【課題】熱ナノインプリントリソグラフィ用モールドを提供する。
【解決手段】第1主面22、および第2主面23と、スルーキャビティ24を有し、基板21と、熱伝導層33と、任意で、前記熱伝導性機械的支持層33の下方に位置する絶縁層と、前記第2開口28の上方32における前記第2の膜30の領域内において前記第2の膜30の他方の側35に位置する加熱手段34と、前記加熱手段34を覆い、前記第2の膜30を少なくとも部分的に覆う絶縁断熱層36と、前記第2開口28の上方における前記絶縁断熱層36の領域内において前記絶縁断熱層36上に位置するインプリントパターン37と、前記加熱手段34に電流を供給するための手段38とを備える。
(もっと読む)
金属複合積層部品の製造方法
【課題】金属板と熱可塑性樹脂との密着性に優れ、且つ反りの少ない金属複合積層部品が得られ、特殊な金型や金属板の表面処理が必ずしも必要でなく、作業工程が簡易である、ポリフェニレンスルフィド樹脂及び/又は液晶性ポリマーからなる熱可塑性樹脂を金属板上に射出成形する、金属複合積層部品の製造方法を提供すること。
【解決手段】ポリフェニレンスルフィド樹脂及び/又は液晶性ポリマーからなる熱可塑性樹脂を金属板上に射出成型して金属複合積層部品を製造する際に、金型内表面の少なくとも金属板と金型内表面とが接触する部分全面に断熱層が形成された金型を用いる。
(もっと読む)
金型及びその製造法
【課題】耐熱性及び耐摩耗性に優れた金型を実現できるようにする。
【解決手段】金型は、金型本体と、金型本体を覆い且つ硅素を含むダイヤモンド様薄膜とを備えている。耐熱性のダイヤモンド様薄膜は、基材の表面に形成され、硅素を含み、基材との界面における硅素濃度が、表面における硅素濃度よりも高く、基材との界面と表面との間における硅素濃度の変化が連続的である。
(もっと読む)
樹脂成形品の成形装置
【課題】樹脂成型の際、ウエルドラインの発生を未然に防ぐことができる樹脂成形品の成形装置を提供する。
【解決手段】本発明の樹脂成形品の成形装置10は、金型を加熱する加熱装置11と、加熱後の金型を冷却する冷却装置20とを具備し、加熱装置11の加熱手段15を、キャビティ30近傍であって、ウエルドラインAの発生箇所に配設した。また加熱装置11は、加熱手段15と、加熱手段15を加熱するヒータ部12と、ヒータ部12を覆う熱伝導体13と、熱伝導体13を保持する断熱板14とを備える。また特に、前記加熱手段15と金型とがハンダ付けにて密着されている。
(もっと読む)
熱制御金型、および、その製造方法
【課題】ひけのない熱制御層を形成し、所期の断熱効果と、金型として充分な精度を得ることができ、かつ、金型として熱履歴を受けても熱制御層にひけが生じる恐れがない熱制御金型を提供する。
【解決手段】金属で構成される金型内部に樹脂からなる熱制御層が形成されている熱制御金型であって、前記金型の熱制御層形成部内面に第1の微細な凹凸と、該第1の微細な凹凸にさらに微細な第2の凹凸と、が設けられ、かつ、前記熱制御層にこれら微細な凹凸に対応する凹凸が設けられている熱制御金型。
(もっと読む)
射出成形品の製造方法
【課題】成形品作製の際のバリの発生量を抑制し、高結晶化度の成形品を得ることが可能な射出成形品の製造方法を提供する。
【解決手段】ポリアリーレンサルファイド系樹脂組成物の射出成形において、金型内表面に断熱層が形成された金型を用い、100℃以下の金型温度で射出成形する。断熱層は、熱伝導率が5W/m・K以下であるものが好ましい。また、好ましい断熱層としてはポリイミド樹脂を含むものが挙げられる。断熱層は、ポリイミド樹脂を含むものが好ましい。
(もっと読む)
樹脂製遠心羽根車の成形方法
【課題】再利用できる中子を用いるとともに、中子の除去時間を短縮することで、多種少量生産には適した樹脂製遠心羽根車の成形方法を提供すること。
【解決手段】遠心羽根車の外径に対応した金型1を有する射出成形機の金型1内に平行に形成されている主板成形部と副板成形部との間に、加水分解型で、かつ、疎水性の第1の樹脂材製の複数の中子9aを周方向に沿って所定の間隔で設けて、中子9aで囲まれる主板成形部5と副板成形部6との間の部分に、軸心から外周方向に向かって渦巻き状に延びる羽根成形部を形成し、金型1内において非加水分解型の第2の樹脂材により射出成形し、この射出成形された成形物の中子9aに水を接触させて、成形物の内部から中子9aを加水分解させて除去させる。
(もっと読む)
21 - 40 / 189
[ Back to top ]