
Fターム[4F202AP05]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 温度、熱量 (234)
Fターム[4F202AP05]に分類される特許
201 - 220 / 234
成形型と樹脂成形方法
【課題】 成形型に要求される耐圧圧力を低減し、成形型の小型化とコストダウンを実現する。
【解決手段】 成形型12は、キャビティ22内に溶融した樹脂を充填し、その樹脂をキャビティ22内で冷却させて樹脂成形品を成形する。その成形型12は、充填した樹脂が冷却する際に、樹脂成形品の表側の面を成形する表側キャビティ面23からよりも、樹脂成形品の裏側の面を成形する裏側キャビティ面24から剥がれやすくなるように構成されている。
この射出成形方法によれば、保圧圧力が低くても、意匠面が意図した形状に仕上げられた良好な樹脂成形品を成形することができる。保圧圧力が低いと、成形型12に要求される耐圧圧力が低くてすみ、成形型12の小型化とコストダウンが実現される。
(もっと読む)
光学部品成形装置および光学部品成形方法

【課題】 各部分間の温度差に起因する軸ずれを防止することにより,光学部品の成形にも使用できるほど高い成形精度を持つ光学部品成形装置およびその方法を提供すること。【解決手段】 固定金型7を取り付ける固定プラテン1と,後部プラテン3と,固定プラテン1と後部プラテン3との間に設けられ互いに平行な上方および下方タイバー4,9と,上方および下方タイバー4,9に対して摺動可能に設けられ,可動金型8を取り付ける可動プラテン5とを有する光学部品成形装置において,固定プラテン1,後部プラテン3,可動プラテン5,上方タイバー4,および下方タイバー9にそれぞれ温度調整機を設け,各部分を個別に温度調整して成形を行うようにした。 (もっと読む)
光学素子の成形方法
【課題】 本発明は溶融樹脂を使用してプラスチック光学素子を成形する光学素子の成形方法に関し、特に光学素子成形時の仮鏡面駒の温度と常温時の温度差による仮鏡面駒の変形の影響を無くし、精度のよい光学素子の成形を行う光学素子の成形方法を提供するものである。
【解決手段】 本発明は溶融樹脂を使用し、仮鏡面駒を用いて射出成形処理を行った後、成形時の温度環境において上記仮鏡面駒の光学面形状の測定を行い、この光学面形状に基づいて、常温環境における成形品の光学面形状に対する収縮変形率を算出し、この収縮変形率に基づいて成形時の温度環境における光学素子の光学面形状を算出する。そして、この光学面形状に対する仮鏡面駒の光学面形状の差分を算出し、仮鏡面駒の光学面を成形時の温度環境において修正加工し、理想光学面形状の鏡面駒を生成する。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】射出成形体の変形や金型からの取出不能を起こさない耐熱性中空体の製造方法を提供する。
【解決手段】凹部2を備える雌金型3と、凸部4を備える雄金型5と、縁部形成部6を備えるストリッパープレート7とを備え、凹部2と凸部4と縁部形成部6とに囲まれたキャビティ8を形成する金型1を、キャビティ8に臨む表面が該ポリ乳酸含有樹脂の結晶化温度になるように加熱し、ゲート部9を介してポリ乳酸含有樹脂を射出する。赤外線温度センサ12により、キャビティ8内部に射出されたポリ乳酸含有樹脂の温度を測定し、耐熱性が発現する温度T1から離型不能となる温度T2までの範囲の温度であるときに、雄金型5とストリッパープレート7とを雌金型3から離間する方向に移動させる。中空体Cの内面と雄金型5の凸部4との間に気体を導入して離型させる。ストリッパープレート7を中空体C方向に前進させて、中空体Cを金型1から取り出す。
(もっと読む)
タイヤ加硫装置及び加硫方法
【課題】後加硫工程において上下の温度差によるタイヤ加硫度の進行度合いを改善し、品質を向上することが可能なタイヤ加硫装置及び加硫方法を提供する。
【解決手段】加硫直後の空気入りタイヤ1を、タイヤ軸を上下方向にし、密閉したタイヤ空洞部7内に気体を充填してインフレートした状態で所定の温度まで冷却することにより後加硫するタイヤ加硫装置である。空気入りタイヤ1の赤道面EQの上側及び下側に位置するタイヤ表面11の温度をそれぞれ検出する温度センサ12,13と、タイヤ空洞部7内の気体を攪拌する攪拌手段15と、温度センサ12,13で検出された温度に基づいて攪拌手段15を制御する制御手段16を備えている。
(もっと読む)
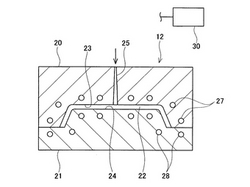
金型予熱装置
【課題】 鍛造・鋳造用の金型を、製品成形サイクルを繰り返して平衡状態となった温度分布に予熱する。
【解決手段】 加熱器支持部品24は、金型20の製品成形部22に嵌まり込む形状をしている。加熱器支持部品には複数の加熱器26a〜26eと支持部品側温度センサ28a〜28dが設置されている。製品成形サイクル繰返し時の金型内部の温度分布が平衡状態となった際の支持部品側温度センサ28a〜28dの位置での金型温度に一致するように、各加熱器26a〜26eを加熱器制御機34で制御する。ここで複数の加熱器を有した加熱器支持部品が、金型の製品成形部にはめ込まれた状態で金型を加熱するので成形時の製品から金型への熱拡散の状態を再現しやすくなる。従って成形時の製品と金型との間の熱伝導により生じる金型内部の定常的な温度分布と同じ状態に金型を予熱できる。
(もっと読む)
ゴム製品加硫中の温度測定方法
【課題】コストダウンを図り、かつ加硫機の停止時間を短くして生産性を改善することが可能なゴム製品加硫中の温度測定方法を提供する。
【解決手段】加硫中のゴム製品10の温度を測定する温度センサー1と、温度センサー1で測定した温度データを記憶する計測器2を用いて、ゴム製品10の加硫中の温度を測定する方法である。計測器2を耐熱耐圧容器3内に収容し、この耐熱耐圧容器3をゴム製品10中に埋設すると共に温度センサー1をゴム製品10の温度測定位置にセットした後加硫する。加硫後、耐熱耐圧容器3を加硫されたゴム製品から取り出し、耐熱耐圧容器3内の計測器2を取り出し、取り出した計測器2から温度センサー1により加硫中測定された温度データを得る。
(もっと読む)
回転台を冷却する冷却システム、このようなシステムを含む回転台、およびこのようなシステムおよびこのような台を含む機械、特にブロー成形機
【課題】有効であり、かつレセプタクルをブロー成形する機械に適合するシステムと、このシステムを備えた台を提案する。
【解決手段】冷却システムは、互いに対して回転することができ、各々が軌道を有する2つのリングを有し、2つの軌道間に挿入された転動体によって構成された支持器をさらに有する回転台を冷却するもので、台の2つのリングの一方に押し付けられた、冷却液を通過させる少なくとも1つの循環路9を有する。
(もっと読む)
射出成形シミュレーション装置及び射出成形シミュレーション方法
【課題】 加熱された金型に射出された樹脂から射出成形により成形される成形品の性状をシミュレーションすること。
【解決手段】 キャビティ18が形成される金型10の金型形状と金型10が加熱される加熱条件と金型10が冷却される冷却条件とを収集する金型条件収集部と、金型形状と加熱条件と冷却条件とに基づいて、キャビティ18のキャビティ表面のキャビティ表面温度を算出する金型シミュレーション部3と、樹脂31の性質を収集する樹脂条件収集部と、性質とキャビティ表面温度とに基づいて、樹脂31がキャビティ18に射出されたときの樹脂31の挙動を算出し、樹脂31の挙動に基づいてキャビティ18に射出された樹脂31から成形される成形品の性状を算出する樹脂シミュレーション部5とを備えている。このような射出成形シミュレーション装置及び射出成形シミュレーション方法により、加熱された金型10に射出された樹脂31が冷却して得られる成形品の性状を正確にシミュレーションすることができる。
(もっと読む)
プレス成形方法及び熱可塑性樹脂成形体
【課題】本発明は、簡単にかつ成形サイクルを短縮してプレス成形を行うプレス成形方法及び当該プレス成形方法で熱可塑性樹脂を成形した熱可塑性樹脂成形体に関する。
【解決手段】プレス成形装置1は、モールド6のみをガラス転移温度以上に加熱しておき、この加熱したモールド6を熱可塑性樹脂20に押圧して成形し、熱可塑性樹脂20がモールド6との接触表面からガラス転移温度以上になるに従って軟化して転写成形が進行し、最終的に熱可塑性樹脂20の全表面がモールド6に密着して転写完了となる。したがって、金型2、3全体を加熱してプレス成形する場合に比較して、熱容量が小さく、加熱・冷却速度を速くして、成形サイクルタイムを大幅に短縮することができるとともに、高精度な熱可塑性樹脂成形体を得ることができる。
(もっと読む)
マグネチッククランプを備えた射出成形機等の装置
【課題】 マグネチッククランプの温度上昇を監視して金型等の被吸着物の落下を確実に防止可能にする。
【解決手段】 マグネチッククランプ15、16の吸着面の近傍に温度センサ24、25を設けてマグネチッククランプ15、16の温度上昇を監視する。これらの温度センサ24、25の測定温度と設定器27に設定した監視目標温度とを比較器26により比較し、測定温度と監視目標温度の関係が予め定めた条件に到達したとき、警報器28に警告信号を送って警告を発し、さらには制御部29に停止信号を送って射出成形機等の装置を停止させる。
(もっと読む)
熱プレス用の金型の加熱冷却システム及び加熱冷却方法
【課題】本発明は、一台の温度調節装置を用い、加熱用媒体に蒸気、冷却用媒体に水を使用し、金型の加熱、冷却の切り替えを短時間で、容易に行うことができる熱プレス用の金型の加熱冷却システムを提供する。
【解決手段】本発明の熱プレス用の金型の加熱冷却システムは、金型1乃至4に蒸気、冷却水を切り替えて送り、金型1乃至4の加熱、成形品の成形、金型1乃至4の冷却を繰り返す熱プレス用の金型の加熱冷却システムであって、蒸気を生成する加熱用ユニットと、冷却水の供給、循環を行う冷却用ユニットと、金型1乃至4に配置した温度センサ5a乃至5dと、金型1乃至4に蒸気、冷却水を切り替えて供給可能な加熱用媒体路11、冷却用媒体路12を備えるとともに、温度判定用プログラムを格納し前記温度センサ5a乃至5dによる検出温度に基づき金型1乃至4の温度を判定して、金型1乃至4への蒸気、冷却水の切り替え供給制御及び前記金型1乃至4における成形動作制御を行う制御手段を備えた温度調節装置10とを有するものである。
(もっと読む)
マグネチッククランプ及びこのマグネチッククランプを備えた装置
【課題】 マグネチッククランプのマグネットの温度上昇を抑えて金型等の被吸着物のクランプ力の低下を防止可能にする。
【解決手段】 マグネチッククランプ15、16に温度調整機24、25からの温度調整用媒体を流すための流路28、29を設けてマグネチッククランプ15、16の昇温を抑え、クランプ力の低下を防止する。これらの流路28、29への温度調整用媒体の供給は、マグネチッククランプ15、16の吸着面の近傍に設けた温度センサ30、31の測定温度と、設定器33に設定した監視目標温度とを比較器32により比較して行う。さらには、上記測定温度と監視目標温度の関係が予め定めた条件に到達したとき、警報器34に警告信号を送って警告を発し、さらには制御部35に停止信号を送って射出成形機等の装置を停止させる。
(もっと読む)
光学素子成形方法および成形用金型
【課題】 プラスチック光学素子成形品において、光学素子として使用しない部分にヒケを発生させることで内部歪みを低減しかつ低圧で成形可能とすることを目的とする。
【解決手段】 光学素子の非光学面を樹脂のガラス転移点以上、ガラス転移点+30℃以下の温度とし、かつ光学面をガラス転移点以下の温度とする。
(もっと読む)
金型製作方法
【課題】成形品形状や成形品キャビティに至る樹脂流路形状、成形品外で成形品キャビティを繋ぐ流動支援ランナ形状などの解析値と実際に成形した場合との差によって補正した形状による金型製作方法を提供する。
【解決手段】樹脂成形用金型製作方法において、所定の入力およびパラメータから樹脂流動解析によってキャビティ内各部の樹脂充填完了時間を求め、キャビティ内各部での樹脂充填完了時間が等しくなる形状を定め、試験金型により成形し、実測した樹脂充填状態からキャビティ特定部分に対する他のキャビティ部分の樹脂充填比率を算出し、上記解析によりキャビティ特定部分と他のキャビティ部分との樹脂充填比率の変化を求め、上記変化率を実測による樹脂充填比率から導出した補正比率で補正し、その変化率が1となるときの成形品キャビティに至る樹脂流路2の形状データと成形品外で成形品キャビティを繋ぐ流動支援ランナ3の形状データで金型を製作する。
(もっと読む)
樹脂特性測定装置及び樹脂特性測定方法
【課題】 樹脂量が少ない場合であっても十分なデータにより緻密で精度の高い樹脂特性を得るとともに、幅広いデータにより新規素材等に対する信頼性の高い評価を行う。
【解決手段】 成形品を成形可能なキャビティ4と、外部から供給された被測定溶融樹脂Rをキャビティ4に供給可能な第一樹脂通路5と、この第一樹脂通路5の中途位置から分岐した第二樹脂通路6と、この第二樹脂通路6の先端に接続したプランジャユニット7と、第一樹脂通路5における分岐部の接続状態を切換える切換器8とを有する樹脂回路3を設けた金型部2を備えるとともに、樹脂回路3に被測定溶融樹脂Rを供給した際の物理量を検出する一又は二以上の物理量検出器9at,9ap…を有する測定部9を備える。
(もっと読む)
スプルー装置
成形装置において使用されるスプルー装置(51)であって、成形機ノズル(48)を成形装置(26)のランナーシステムと接続するもの。スプルー装置は、複数の温度調節器を備えており、成形プロセスを支持するにおける局部化された温度制御のために、それらの温度調節器は、スプルー装置(51)の長さを区分している複数の温度ゾーンを調節する。複数のゾーンは、成形機ノズルと成形装置との間の実質的に漏れのない接続を可能にするように、温度調節され得る。スプルー装置は、加熱されたスプルーブッシュをキャリジ力から実質的に隔離する隔離継手(53)を備え得る。本発明は、金属合金(例えばマグネシウム基材合金)を、チキソトロープ状態にあるときに、射出する場合において特に有用であることが見出されている。  (もっと読む)
(もっと読む)
射出成形方法及び射出成形機の金型温度調整装置
【課題】 金型へ送る高温熱媒体と低温熱媒体の切り換えポイントを適正に捕らえて、成形品の表面の転写性を保持して、バリ、ひけ等の成形不良を防止すると共に、ウエルドライン、シルバー等を無くし、成形サイクルの無駄を減らすような、射出成形方法および射出成形機の金型温度調整装置を提供することを目的とする。
【解決手段】 金型キャビティを、充填する熱可塑性樹脂の熱変形温度(HDT)、若しくはガラス転移温度(Tg)以上の温度に加熱して射出充填成形する成形方法において、射出充填工程のとき、型締め後、金型キャビティの温度が上述の温度(HDT、又はTg)以上になっていることを確認して射出動作を開始し、射出スクリュが設定された充填完了位置に到達したこと、及び金型キャビティが所定温度に到達したことを検知確認して射出充填工程を完了し、保圧工程に切換え、保圧工程は設定保圧時間、及び/又は、設定金型キャビティ温度によって完了することを特徴とする。
(もっと読む)
光ディスクの成型方法および光ディスク用原盤
【課題】成型機自体に改造を加えることなしに、成型タクトタイム短縮化を実現する。
【解決手段】原盤12はグルーブまたはバンプを含む表面に架橋樹脂層からなる断熱層11を有し、かつ原盤12を保持する金型の温度を75℃以下として、キャビティ内に溶融樹脂を射出成型することで、高精度な光ディスクの射出成型が低温で、かつ短時間で可能になる。これにより、どのようなフォーマットにも適用が可能であり、光ディスクの製造技術において設備投資を伴わずに増産が可能となることから、今後の光ディスクの増産と低コスト化に大きく貢献できる。
(もっと読む)
成形用金型の温調システム及び温調方法
【課題】成形品の品質が低下したり、金型装置を損傷させたりするのを防止することができるようにする。
【解決手段】温調部位が設定された金型装置と、温調器miと、前記金型装置と温調器miとを接続する管路と、温調器miへの媒体の入口温度を検出する入口温度検出部と、前記入口温度の変化に基づいて、異常が発生したかどうかを判定する異常判定処理手段とを有する。この場合、媒体流路の内周面にスケールが付着したり、温調システムの配管系に配設されたストレーナがスケール、錆等によって目詰まりを起こしたりすると、前記入口温度の変化に基づいて、異常が発生したかどうかが判定されるので、成形品の品質が低下したり、金型装置の各要素部品間の熱膨張の差によってかじりが発生し、金型装置を損傷させたりするのを防止することができる。
(もっと読む)
201 - 220 / 234
[ Back to top ]