
Fターム[4F202AP05]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 温度、熱量 (234)
Fターム[4F202AP05]に分類される特許
221 - 234 / 234
生分解性樹脂成形品
【課題】優れた耐熱性を有するとともに、生分解性速度や溶融粘度の制御が可能な生分解性樹脂成形品を提供すること。
【解決手段】L−乳酸を含む樹脂(1)と、D−乳酸を含む樹脂(2)とを含有してなる生分解性樹脂組成物を使用するものであり、前記L−乳酸を含む樹脂(1)がL−乳酸を含む共重合樹脂であり、前記D−乳酸を含む樹脂(2)がD−乳酸を含む共重合樹脂であることが好ましい。また該組成物を所望の形状の加熱された金型内に射出成形することにより本発明の生分解性樹脂成形品が得られる。
(もっと読む)
温度の測定、監視及び/又は制御装置
孔(2,3)を通じて外壁(6)へとセンサ本体(1)を貫通する測定素子(4,5)により温度、特に射出成形金型壁の温度の測定、監視及び/又は制御装置において、測定素子(4,5)をセンサ本体(1)内及び/又はセンサ本体内に予め形成した支持筒(7)に固定している。 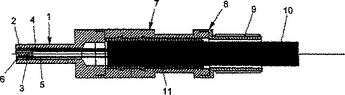 (もっと読む)
(もっと読む)
インモールドコーティングプロセスにおける圧力および温度ガイダンス
インモールドコーティング方法であって、コーティング基体が成型された基体の表面上に射出される時間が、型内部温度および/または内部圧力により決定される方法。インモールドコーティングが射出されるポイントを型内部温度および/または内部圧力に基づいて規制することにより、オペレーターは成型された基体の表面がインモールドコーティング接着に理想的な条件で、インモールドコーティングが射出されることを保証することができる。  (もっと読む)
(もっと読む)
樹脂結合成形品を製造する方法
本発明は、プレスされ、熱的に硬化され、圧力と温度とが制御される単一処理工程で表面が熱的に処理される成形品に関する。その結果、より短い処理時間が達成され、その処理はエネルギーを節約するように実行される。その処理は、極めて正確に制御される。成形品は、ガス抜きも行われる。 (もっと読む)
タイヤの加硫方法

【課題】温度計をキャビティ内に突出させる姿勢で取付けた金型に未加硫タイヤを収容してこのタイヤを加硫し、温度計のよるタイヤ内部の温測データに基づいて、加硫中のタイヤの加硫時間を決定するタイヤの加硫方法において、温度計をタイヤ内に配置して温度を測定しても破損することなく、しかも、温度計を取り去ったあとの穴がタイヤの耐久性に影響がすることのない方法でタイヤの温度を測定し、その温度測定結果にもとづいて加硫中の加硫終了時間を決定するタイヤの加硫方法を提供する。
【解決手段】
加硫終了前の時点tiで、温度計をタイヤから退出させるとともに、加硫終了前の時点で、温度計によって形成されたタイヤの空隙部分に未加硫ゴムを注入して空隙部分を埋め戻し、温度計をタイヤから退出させるまでに得られた温度測定データに基づいて所要加硫度に到達するまでの時間を推定してそれを加硫時間teとする。
(もっと読む)
タイヤ加硫方法及びタイヤ加硫装置
【課題】 加硫時のブラダー内の温度差を最小限のパージで解消し、上下均質な加硫度のタイヤを得るタイヤ加硫方法及びタイヤ加硫装置を提供する。
【解決手段】 ブラダー6内に加熱媒体を供給する加熱媒体供給手段32と、ブラダー6内に加圧媒体を供給する加圧媒体供給手段33と、ブラダー内に連通するパージ用排気手段35とを備えたタイヤ加硫装置において、ブラダークランプリング12,16からタイヤ径方向に拡張自在であって温度センサ21a,21bを加硫時にブラダー6内の高さが異なる2箇所に設置するリンク機構22と、温度差に基づいてパージ用排気手段35を制御する制御部28とを設ける。温度差が所定の閾値に到達したときに混合媒体の一部をブラダー6内から排出すると同時に加熱媒体又は加圧媒体をブラダー6内に導入して該ブラダー6内の温度差を解消する。
(もっと読む)
成形装置、成形方法および光ディスク
【課題】 薄いカバー層をフィルムを使用しないで成形法で作成する。
【解決手段】 樹脂注入口208からキャビティ206内に成形材料が注入される。スタンパー205は、最外周近傍が外周リング202によって保持される。温調機204および211が金型温度を調節する目的で設けられている。スタンパー205と固定側ミラー金型201との間に、固定側ヒータ部203が設けられ、キャビティ206と可動側ミラー金型212との間に、可動側ヒータ部210が設けられている。セラミックヒーターをONにしてキャビティ206の表面を所望の温度まで加熱した段階で樹脂を射出し、ヒーターをOFFにして所定の温度まで冷却する。セラミックヒーターのON、OFFのタイミングは、成形装置の動きと連動してなされる。
(もっと読む)
加硫温度調整システム
【課題】 被加硫物の加硫成形時における加硫温度を簡易に変更し得る加硫温度調整システムを得る。
【解決手段】 原動設備の温水源に媒体供給ポンプ12が接続され、媒体供給ポンプ12から予め定められた例えば150℃の温度の温水が送り出される。内部に収納されたタイヤTを加硫成形する加硫機14とこの媒体供給ポンプ12との間は、配管20で接続されているが、温水を加熱するヒータ16及び温水を冷却するクーラ18が、加硫機14と媒体供給ポンプ12との間に熱交換器として配置される。
(もっと読む)
金型温度調整装置
【課題】 外部から加熱エネルギー等を投入することなく温調水を加熱してランニングコストを低減するとともに装置の設置面積が増大することがない。
【解決手段】 金型2と冷却水槽3とを繋ぐ循環流路1に、金型2から排出される熱水で加熱された高温水を保温貯留して金型2の低温時に金型に供給する温調用保温タンク4を接続するとともに、該循環流路1に金型温度に基づいて冷却水槽3または温調用保温タンク4を金型2に接続する流路切換機構8を設け、金型2から回収した熱水で高温水を生成し、生成された高温水を温調用保温タンク4で保温貯留するので、装置が長時間停止された後でも温調用保温タンク4内の高温水は高温を維持でき、冷えている金型2を外部からのエネルギーを必要とすることなく加温できることとなる。
(もっと読む)
射出成形装置及び射出成形方法
【課題】 金型温度に基づいて溶融樹脂の射出開始タイミングを制御することにより、ひけや残留応力,変形のない高い形状精度の成形品を量産することが可能な射出成形装置の提供を目的とする。
【解決手段】 金型のキャビティC近傍の温度を検出する温度検出手段71と、該温度検出手段71の検出結果に基づいて、該金型温度が予め設定した目標温度となったときに信号を出力する制御手段72と、該制御手段72からの信号に基づいて、キャビティCへの溶融樹脂の射出を開始する射出手段8とを備えた構成としてある。
(もっと読む)
改善型温度制御
複数の温度制御区域を含むプラントの温度を制御する方法及び装置が開示されている。測定された温度を表す信号が入手可能な第1の区域に対する有効制御パラメータが、測定された温度と所望の温度とその第1の温度制御区域におけるデバイス影響温度に関連する制御パラメータとに従って得られ、この有効制御パラメータは、第1の温度制御区域の有効制御パラメータに対する第2の温度制御区域の有効制御パラメータの比例的なオフセットを表すオフセット値と加算され、その結果が、第2の温度制御区域における温度に影響するデバイスを制御するために適用される。好ましくは、オフセット値は、固定量と可変量とを含む。可変量は、第1及び第2の温度制御区域の温度制御特性の動的な差異に対応する。  (もっと読む)
(もっと読む)
成形システム及び/又はランナシステムにおける溶融物導管を連結するための方法及び装置
第1の溶融物導管又はマニホルドと連結するように構成されている第1の表面、及び第2の溶融物導管又はマニホルドと連結するように構成されている第2の表面を有する連結構造部を有する成形溶融物導管及び/又はランナシステムのための方法及び装置。冷却構造部は、連結構造部に冷媒を供給するように構成される。好ましくは、冷却構造部は、連結構造部を、当該連結構造部付近からのいかなる溶融物の漏れも少なくとも部分的に凝固させる温度に冷却することで接続部(複数可)をさらにシールするようにする。  (もっと読む)
(もっと読む)
熱可塑性材料の光導管の製造方法
本発明は、熱可塑性材料の光導管(14)を製造する方法に関する。
この導管は、第1の軸と呼ばれる縦の軸(A−A´)に沿って光を伝えるための長方形型材によって構成され、両端の一方に前記第1の軸に対して傾斜した壁部(28)と、レンズの回転軸(B−B´)が縦の対称面に含まれるレンズ(32)とを備えた光リレー(26)を含み、前記導管(14)はレンズの厚さを超える所定の最大高さHmax及び縦の軸(A−A´)に沿った所定の平均の長さLmoyを有する。本発明によれば、光導管を、熱可塑性材料を導管と同一形状のキャビティを有する金型(1)内に射出成形することにより単体として作る。その射出を前記軸(A−A´,B−B´)によって規定される面に実質的に平行な面全体を覆うように前記キャビティの一側に設けられた注入オリフィスを通して行う。注入オリフィスは0.2HmaxとHmaxの範囲内の高さhと、0.2Lmoyと0.8Lmoyの範囲内の長さλを有する。そして、熱可塑性材料を400mm3/sから1500mm3/sの範囲内の速度で射出する。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】樹脂の発泡を利用してひけなどの不良を防ぎ、金型の転写が良好でウエルドマークなどの不良も防止でき、しかも表面における破泡を防いで、表面状態が良好な発泡樹脂成形品を製造する。
【解決手段】流路に蒸気を流してキャビティ内壁面を成形用樹脂の熱変形温度以上に加熱した状態で、射出成形機からキャビティに、超臨界液体が混入された樹脂を射出する。所定量の樹脂の射出が完了したら、直ちに、流路への蒸気の供給を停止し、流路への冷却水の供給を開始する。これによって、キャビティ内壁面の近傍は、加熱状態から冷却状態に急激に切り替えられ、樹脂が冷却固化される。これによって、表面に破泡跡のない良好な外観の成形品が得られる。
(もっと読む)
221 - 234 / 234
[ Back to top ]