
Fターム[4F202AP05]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 温度、熱量 (234)
Fターム[4F202AP05]に分類される特許
21 - 40 / 234
成形品製造システム

【課題】作業者の技術レベルに依存せず、自動的に成形条件の設定を行なって品質を向上させることができる成形品製造システムを提供する。
【解決手段】
成形品取出機2の吸着ヘッド7に取り付けた成形品温度センサ21で成形直後の成形品の表面温度を検出し、検出した成形品温度に基づいて、成形条件補正部54により射出成形機1の温度圧力設定部52で設定した各種設定値を補正する。成形作業者により煩雑なデータ入力作業を行なうことなく、成形条件を自動的に設定することができる。
(もっと読む)
タイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法

【課題】タイヤ加硫用ブラダーに発生したパンクの検出感度を向上させることができ、また、メンテナンス負担を軽減でき、装置寿命を延ばすことができるタイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法を提供する。
【解決手段】センサボックスと、生タイヤの加硫中にタイヤ加硫用ブラダーの内部から漏れ出る加熱加圧媒体の蒸気をセンサボックスに誘導する導入管と、センサボックスに導入された前記蒸気を検出するセンサとを備えたタイヤ加硫用ブラダーのパンク検出装置であって、センサボックスへの前記蒸気の導入を、真空引きにより行うバキューム手段、および/または、センサボックス内にエアを供給して、センサボックス内のエアを排出するエア供給排出手段が備えられているタイヤ加硫用ブラダーのパンク検出装置とこの検査装置を用いたタイヤ加硫用ブラダーのパンク検出方法。
(もっと読む)
樹脂成形品を製造する方法およびそれに用いる金型
【課題】溶融樹脂原料の流動性を向上させることと、成形サイクルを短くすることとのトレードオフの問題に好適に対処した成形品製造方法を提供すること。
【解決手段】射出成形によって樹脂成形品を製造する方法であって、(i)型閉じに際して金型Aと金型Bとを相互に嵌合させて、金型キャビティ空間を形成する工程、および、(ii)樹脂原料を金型キャビティ空間に供して成形に付す工程を含んで成り、工程(i)における金型Aと金型Bとの嵌合に際しては、その嵌合により形成される閉空間の空気を型締めの進行に伴って圧縮し、それによって、金型キャビティ空間を形作る金型表面の温度を上昇させることを特徴とする製造方法。
(もっと読む)
硬質液状樹脂成形用金型及び硬質液状樹脂成形方法
【課題】硬質液状樹脂は非常に低粘度であるため、製品取出しのために設置するエジェクタピンと穴とのクリアランスに樹脂が入り込み、詰まりによる突き出し動作不良が発生し、量産成形が困難な状況となるため、樹脂の流れ込みを防止でき、突き出し時のクリアランスも確保できる金型の突き出し部構造が必要である。
【解決手段】本発明は、硬質液状樹脂を成形する金型において、エジェクタピンに電磁コイルを巻き、電磁誘導加熱によりエジェクタピンに温度変化を与えて、樹脂充填時と突き出し動作時のエジェクタピンと穴とのクリアランスを制御し、良好に連続成形を可能とする金型の突き出し部構造に関するものである。
(もっと読む)
熱成形用の成形型
【課題】熱成形の賦形から離型の過程において、賦形体を高速で加熱し、あるいは高速で加熱すると共に冷却行程に賦し、特に賦形前の予熱シート温度以上の高温で熱処理を行って離型する熱成形を高速で効率良く連続的に行うことのできる熱成形型を提供する。
【解決手段】熱成形用表面層2及びこれに隣接する背後層を有する熱成形用成形型1であって、該表面層は熱浸透率(kJ/m2s1/2K)が0.01〜25の材料により形成されると共に下式(1):Fα1/2×103>t>G・・・・・・(1)(式中、t;表面層の厚み(mm)、α;温度伝達率(m2/s)、F;30、G;0.04)で表される厚みを有し、かつ前記背後層の熱浸透率は前記表面層より大きい材料から構成されていることを特徴とする熱成形用成形型。
(もっと読む)
加硫制御システム
【課題】ゴム成形品の加硫時間を精度良く決定することができる加硫制御システムを提供する。
【解決手段】押出機2の吐出口8における帯状ゴム部材3の温度を測定する温度計9と、情報を帯状ゴム部材3に直接記録する記録手段10と、記録された情報を加硫装置7での加硫前に読み取る読取手段11と、加硫時間を決定するタイマー12と、それら温度計9、記録手段10、読取手段11及びタイマー12に接続する制御器14とを備えており、制御器14は、温度計9の測定温度を記録手段10により帯状ゴム部材3自体に記録させると共に、読取手段11を通じて取得した測定温度を基にして算出した加硫時間をタイマー12に設定する。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
加硫金型の予熱方法および装置
【課題】エネルギーの浪費を抑制しつつ迅速に加硫金型37を予熱する。
【解決手段】検出センサ47によって検出された加硫金型37の温度が所定温度R2に到達した後、予熱目標温度R1に到達するまでの間、制御部54により制御弁43を絞って開度を小としたので、予熱目標温度R1に到達する直前における加硫金型37に対する加熱熱量が少なくなり、予熱目標温度R1からのオーバーシュート量が小さくなる。この結果、放熱により徐々に温度が低下して予熱目標温度R1に落ち着くまでの時間が短縮され、加硫金型37を迅速に予熱目標温度R1とすることができる。
(もっと読む)
ポリ乳酸含有樹脂製耐熱性中空体の製造方法
【課題】無機充填剤をナノコンポジット化したポリ乳酸含有樹脂組成物の射出成形により中空体を得るときに、製造条件に関わらず金型を開く時期を決定できる耐熱性中空体の製造方法を提供する。
【解決手段】凹部を備える雌金型と、凸部を備える雄金型と、縁部形成部を備えるストリッパープレートとを備えた金型を用いた耐熱性中空体の製造方法。キャビティに臨む表面が射出されたポリ乳酸含有生分解性樹脂組成物の結晶化温度に対応する温度に金型を加熱する。生分解性樹脂組成物の温度T(℃)がT=(t+3.5)±1.5(t(℃)は金型の表面温度)となったことが赤外線温度センサにより検知されたときに、雄金型とストリッパープレートとを雌金型から離間させる。中空体の内面と雄金型の凸部との間に気体を導入し、ストリッパープレートを中空体方向に前進させて、中空体を金型から取り出す。
(もっと読む)
合成樹脂成形用金型およびその成形方法
【課題】高品位外観の樹脂成形品を得る短い成形サイクルでしかも反り変形も小さい合成樹脂成形用金型およびその成形方法を提供する。
【解決手段】入れ子101のおも型204の間に樹脂断熱層205を塗布し、入れ子101の製品面側に電気ヒーター202を配置し、入れ子101のおも型204側に冷却回路102を配置し、また製品側入れ子表面103と電気ヒーター202の間もしくは電気ヒーター202間に複数の温度センサー203を配置して合成樹脂射出成形金型を構成する。入れ子101の熱収縮により、おも型204と樹脂断熱層205との間に隙間が形成されて空気断熱層となり、入れ子101の熱容量を小さくでき、入れ子101の加熱・冷却を早くすることが可能となって、成形サイクルを短できる。また、入れ子101の熱容量が小さくできることから、入れ子101の複数部位の冷却速度差も小さくなり、樹脂成形品201の反り変形も小さくできる。
(もっと読む)
光輝材を有する熱可塑性樹脂の射出成形方法及びその射出成形方法による成形品
【課題】光輝材を有する熱可塑性樹脂の射出成形方法であって、比較的形状の制限が少なく、多点ゲートでも対応可能な射出成形方法、及びウェルドラインが抑制された成形品を得ること。
【解決手段】光輝材を有する熱可塑性樹脂11の射出成形方法において、金型9の温度を充填される熱可塑性樹脂11を熱変形温度以上に保つ温度とし、かつ、隣り合うゲート10から射出される熱可塑性樹脂11の会合部を、流動してずれる構成としたことにより成形品を得るもので、熱可塑性樹脂11の温度を熱変形温度以上に保つことで熱可塑性樹脂11を流動しやすい状態とした上で、均等な力で会合しないような構成とすることで熱可塑性樹脂11の会合部を流動させてずらし、射出時に発生した光輝材の配向が揃うように変化させてウェルドラインを抑制する。
(もっと読む)
光学素子の製造方法
【課題】成形型とともにキャビティを構成する別部材を用いる場合に、成形面から転写される光学機能面に非対称性の誤差等が発生することを防止する成形方法を提供する。
【解決手段】変形スリーブ14の内部に下型11、上型12を、そのそれぞれの成形面を、外周規制部材13を介して対向させて配置することで、キャビティC1を構成し、このキャビティC1に熱可塑性の成形素材15を装填して加熱/加圧して光学素子に成形する工程において、成形時に、下型11、上型12、外周規制部材13を変形スリーブ14で拘束することで、それぞれの成形面、変形スリーブ14の同心度を確保し、冷却による硬化時に変形スリーブ14による外周規制部材13の拘束を解除して、冷却中の光学素子を自由に熱収縮させることにより、光学素子における熱応力による歪み等に起因する、アス、コマ収差等の非対称性の誤差の発生を防止する。
(もっと読む)
金型の温度調節装置
【課題】簡単な構造で、金型の所望の位置を精度よく温度調節することができ、もって、成形品を高品質で成形することができる金型の温度調節装置を提供する。
【解決手段】本発明の金型の温度調節装置は、導入口11と排出口12を備え内部に温度調節流体が流通される第1の配管10と、金型1内の複数箇所に設けられ第1の配管10と接続されて温度調節流体が供給および排出される温度調節部3と、導入口21と排出口22を備え内部に第1の配管10内の温度調節流体を温度調節するための温度調節流体が流通される第2の配管20とを備えている。第2の配管20が第1の配管10に外装されており、さらに、第2の配管20内を流通される温度調節流体の方向が、第1の配管10内を流通される温度調節流体の方向と逆方向となるように構成されている。
(もっと読む)
ポリアミドベースの複合物品の製造方法
本発明は、複合材料の製造のために、工業的織物生地の形態を有する強化材料の含浸に利用される高流動性のポリアミドの利用に関する。本発明の利用分野は複合材料、液体成形LCM法、この方法で得られる製品等である。本発明は、強化布を予熱した金型に挿入し、金型の温度を上昇し、場合によりついでその温度を維持し、溶融状態のポリアミド組成物を金型に射出してその樹脂を強化布に流通させ、ついで冷却して得られた物品を取り出す工程を含む射出成型法によりポリアミド複合物品を製造する方法を提供する。 (もっと読む)
金型成型品の製造装置及び製造方法
【課題】金型内の複数のキャビティ内で成型材を加熱して複数の金型成型品を製造するときに、金型成型品間の熱履歴の均一性を高くする。
【解決手段】製造装置1は、内部に複数のキャビティ13を形成する金型10を備え、1つの金型10の複数のキャビティ13内で成型材を成型するとともに、成型材を加熱して複数の金型成型品を製造する。また、製造装置1は、金型10の全体を加熱する金型加熱手段30と、金型10の複数のキャビティ13を個別に加熱する複数のキャビティ加熱手段50とを備えている。金型加熱手段30により金型10の全体を加熱しつつ、キャビティ加熱手段30により金型10の各キャビティ13をそれぞれ加熱し、複数のキャビティ13を個別に加熱して温度を調節する。
(もっと読む)
光学素子の成形方法および光学素子
【課題】 小型あるいは薄型で高精度な光学素子を低コストで成形できる光学素子の成形方法および光学素子を提供すること。
【解決手段】 樹脂の冷却方向を支配することにより複屈折が光線に影響しないように樹脂を配向させる。具体的には成形中において光学素子の非光学面に対応する側面駒の温度がTgとなったときに光学素子の光学面に対応する機能駒の温度が(Tg−30)℃以上(Tg−5)℃以下となるように金型温度を制御することにより光軸方向に樹脂を配向させる。
(もっと読む)
空気入りタイヤの製造方法および製造システム
【課題】加硫工程においてエネルギーロスを最小限にして、インナーライナー層の温度を所定温度に低下させる空気入りタイヤの製造方法および製造システムを提供する。
【解決手段】加硫工程においてグリーンタイヤGの内側で膨張させているブラダー3を収縮させる前に、加熱加圧媒体Mを循環経路8のバイパス経路12に設けたスチーム凝縮装置10に通過させて、スチームM1を凝縮させることにより加熱加圧媒体Mの温度を低下させ、この加熱加圧媒体Mをブラダー3に供給してインナーライナー層17の温度を融点よりも低くした後、ブラダー3を収縮させてインナーライナー層17から剥離させる。
(もっと読む)
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法及び予備成形パターン装置
コンポーネント内蔵可能な吹込み成形中空タンク本体の成形方法に係り、半割りの金型(3、4)内にシートパリソン(18、19)を塑造することによって中空タンク本体の成形を行い、半割りの金型(3、4)と予備成形パターン装置における拡張機構と、半割のパターン(1、2)とベース台(8、9)と、の間の動作対応によって、半割りの金型(3、4)を密閉の半割のパターン(1、2)にそれぞれ密着し、吹気及び/または吸気によってシートパリソン(18、19)を半割りの金型(3、4)に密着させて塑造して予備成形を行い、さらにコンポーネントを内蔵することによって成形する。さらに、予備成形パターン装置を提供し、拡張機構及び半割のパターン(1、2)がベース台(8、9)に設置され、ベース台(8、9)がガイドレールホルダ(7)に設置され、動力装置がベース台(8、9)をガイドレールホルダ(7)に移動するように連動させる。本発明は製品のコストを低減し、不平坦なシートパリソンに対する適応性を増強し、製品の歩留まりを向上し、内蔵のコンポーネントは容器壁における開口の数量を最少に減らしたため、成形中空タンク本体の低浸透量を実現する。 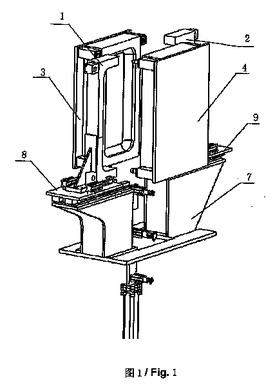 (もっと読む)
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
樹脂成形体及びその製造方法、並びにリレー
【課題】粉塵の発生を十分に抑制することが可能な樹脂成形体及びその製造方法、並びに樹脂成形体を容器として用いたリレーを提供する。
【解決手段】熱可塑性樹脂に無機フィラーを混合させて造粒した樹脂組成物から成形を行う場合、樹脂成形体の剛性が向上する。樹脂組成物の流動開始温度を温度T1(℃)、樹脂組成物を金型へ注入する際の金型の温度をT2(℃)、とした場合、関係式:T2(℃)≧T1(℃)−120℃を満たすことが好ましい。この関係式が満たされる場合には、樹脂成形体からの粉塵の発生を著しく抑制することができる。樹脂成形体を容器として用いたリレーは、低粉塵であるため、リレーの接点間に粉塵が詰まることがなく、良好な接点の接触を維持することができる。
(もっと読む)
21 - 40 / 234
[ Back to top ]