
Fターム[4F202AP05]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 温度、熱量 (234)
Fターム[4F202AP05]に分類される特許
101 - 120 / 234
多層構造の樹脂成形品の製造方法および射出成形装置
【課題】樹脂流れが抑えられ、歪みが小さく、転写が良好であり、各層間の密着性に優れている、薄い層を含む多層構造の樹脂成形品を製造可能にする。
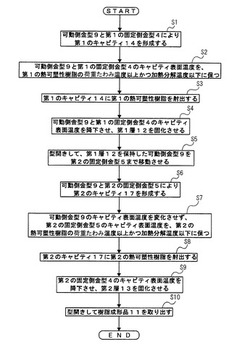
【解決手段】可動側金型9と第1の固定側金型4の、第1のキャビティ14の周囲のキャビティ表面を、第1の熱可塑性樹脂の荷重たわみ温度以上かつ加熱分解温度未満に保ち、第1のキャビティ14内に第1の熱可塑性樹脂を射出して第1層を形成する。両金型4,9を冷却した後、第1層を保持した可動側金型9と第2の固定側金型5によって第2のキャビティを形成する。両金型5,9の、第1層12の周囲を低温に保ち、第2のキャビティ17の周囲であって第1層12の周囲は除く位置のキャビティ表面を第2の熱可塑性樹脂の荷重たわみ温度以上かつ加熱分解温度未満に保った状態で、第2の熱可塑性樹脂を第2のキャビティ内に射出して第2層を形成する。
(もっと読む)
樹脂成形品とその製造方法および射出成形装置

【課題】比較的厚くても、短い製造時間で、表面歪みやフローマークやウェルドマークやヒケや反りのない、外観が良好な樹脂成形品が得られるようにする。
【解決手段】樹脂成形品11を2つの部分12,13に分割し、各部分12,13を、透光性を有する同一の熱可塑性樹脂(PMMA)からそれぞれ形成する。まず、可動側金型と第1の固定側金型をPMMAの荷重たわみ温度以上かつ加熱分解温度未満に保ち、両金型により構成された第1のキャビティ内にPMMAを射出して第1部分12を形成する。可動側金型9と第1の固定側金型4を冷却した後、第1部分を保持した可動側金型と第2の固定側金型により第2のキャビティを構成する。可動側金型は低温に保ち、第2の固定側金型を再びPMMAの荷重たわみ温度以上かつ加熱分解温度未満に高めた状態で、PMMAを第2のキャビティ内に射出して第2部分13を形成する。
(もっと読む)
成形方法および成形型
【課題】成形型を構成する複数の型ブロックの温度制御能力を均一化して、成形品の精度の向上を実現する。
【解決手段】射出成形金型Mを構成する型ブロックである固定側取付け板2、固定側型板4、可動側型板5、可動側受け板6の各々の熱容量Cと、これらの各々に設けられた熱媒体流路2a、熱媒体流路4a、熱媒体流路5a、熱媒体流路6aの各々の流路容積Qとの比である係数k=C/Qが、各型ブロックの間でほぼ等しくなるように、各型ブロックに設けられた熱媒体流路の流路長、流路径および当該型ブロックの材質を設定し、複数の型ブロックの温度制御能力を均一化して、射出成形金型M内の成形品の均一な冷却を可能にして成形品の精度の向上を実現する。
(もっと読む)
金型の加熱方法および成形装置
【課題】射出成形機の金型の温度分布の均一性を高めることが可能な金型の加熱方法および成形装置を提供する。
【解決手段】矩形の金型7の各側面に複数のプレート式のヒータ10a〜10hを配設する一方、金型7の各制御点A〜Hの温度を検出する複数の温度センサ12a〜12hを配設し、各温度センサ12a〜12hの検出温度に基づく平均温度および傾斜温度(温度差)を制御量として各ヒータ10a〜10hの通電を制御している。
(もっと読む)
パウダースラッシュ成形装置の金型温度測定装置
【課題】主に、測定精度の向上を図り得るようにする。
【解決手段】粉体材料4を収容可能なリザーバ容器3の開口縁部に、加熱した金型1をシール状態で被着し、リザーバ容器3と金型1とを回転させることにより、金型1の表面に粉体材料4を溶融付着させて成形を行うようにしたパウダースラッシュ成形装置21に対し、金型1の温度を測定可能な金型温度測定手段22が設けられたパウダースラッシュ成形装置21の金型温度測定装置であって、金型温度測定手段22が、接触式温度センサー23とされると共に、接触式温度センサー23が、金型1の表面(成形面24)側に配置されるようにしている。
(もっと読む)
射出成形機
【課題】消費電力を抑え、省エネルギー化を図ることのできる射出成形機を提供することを目的とする。
【解決手段】低温水一次ポンプ26A、低温水二次ポンプ26B、高温水ポンプ28のポンプ回転数を、射出成形の一連の工程中、低温水、高温水の供給タイミングや、金型に与えるべき温度勾配に応じて制御することで、消費電力を抑える。また、固定ダイプレート2近傍の高温のエアをクリーンエア供給ユニットに循環させ、クリーンブースチャンバー内に送り込むようにすることで、クリーンブースチャンバー内の温度を高め、固定ダイプレート2から流出する熱エネルギーを有効利用して、金型の温度を調整する金型本体温調装置90における消費電力を抑える。
(もっと読む)
熱可塑性樹脂成形品
【課題】 生分解性樹脂を含む樹脂組成物の耐衝撃強度と耐熱性のバランス、成型品外観改良。
【解決手段】 生分解性樹脂(A)1〜99重量%、ゴム強化スチレン系樹脂(B)99〜1重量%からなる熱可塑性樹脂組成物を、予め、金型のキャビティ表面温度を該熱可塑性樹脂組成物の熱変形温度以上にまで加熱した金型内に射出充填して得られた熱可塑性樹脂成形品。
(もっと読む)
金型装置と射出成形方法、及び光学素子
【課題】光学素子の光軸に関して光学面が対称であり、かつ複数の光学面の面精度が略同等の成形品を得る。
【解決手段】金型装置10は、離間して対向配置された固定側鏡面駒26と可動側鏡面駒36によって形成されたキャビティ40に、溶融した成形素材を射出して光学素子を成形するものであり、キャビティ40内に成形される光学素子の光軸と、固定側鏡面駒26のキャビティ40面側との交点近傍に形成されたゲート28と、このゲート28に対向する位置近傍の可動側鏡面駒36に埋設されたヒータ38と、このヒータ38の温度を制御する温度制御装置44とを備えている。
(もっと読む)
温度制御方法及び電動射出成形機用サーボアンプの冷却装置
【課題】結露の発生を防止することができる電動射出成形機用サーボアンプの冷却装置における温度制御方法及び電動射出成形機用サーボアンプの冷却装置を提供する。
【解決手段】本発明の温度制御方法は、サーボモータ8を駆動制御するサーボアンプ2に取り付けられた内部冷却液により冷却される冷却フィン1と、内部冷却液を外部冷却液により冷却する熱交換器30と、外部冷却液が流れる外部冷却液供給管25に設けられた制御弁40とを有する電動射出成形機用サーボアンプの冷却装置における温度制御方法において、サーボモータ8の負荷、外部冷却液の温度To、内部冷却液の温度Ti、及び冷却フィン1の周囲の温度Taに基づき、制御弁40の開閉を制御することを特徴とする。
(もっと読む)
射出成形方法及び光学素子
【課題】金型から被成形材料への形状転写性の向上とサイクルタイムの短縮とを図ることができる射出成形方法を提供する。
【解決手段】被成形材料の充填を受けるキャビティ26を有する金型1を用いて、熱可塑性樹脂中に無機微粒子が分散された有機無機複合材料を射出・成形する射出成形方法であって、キャビティ26の近傍における金型温度を前記熱可塑性樹脂のガラス転移温度Tgより20℃以上高い温度とした状態で、キャビティ26に前記有機無機複合材料を充填する工程と、キャビティ26の近傍における金型温度を前記熱可塑性樹脂のガラス転移温度Tgよりも低い温度まで冷却する工程と、キャビティ26の近傍における金型温度を前記熱可塑性樹脂のガラス転移温度Tgよりも低い温度とした状態で、キャビティ26から前記有機無機複合材料で構成された成形品を取り出す工程と、を有する射出成形方法が開示されている。
(もっと読む)
樹脂の成形方法及び樹脂成形物
【課題】低コスト且つ短時間で高品質な樹脂成形物を成形できる樹脂の成形方法及び樹脂成形物を提供する。
【解決手段】キャビティ温度を熱硬化性樹脂の硬化反応前の沸点(T0)未満で保持した状態で、熱硬化性樹脂を充填し、その硬化反応の途中で、キャビティ温度を沸点(T0)以上に上げるので、熱硬化性樹脂の硬化反応を促進させることができ、硬化反応に要する時間を短縮することができる。
(もっと読む)
樹脂成形金型
【課題】本発明は、樹脂成形品のバリなどの形状不良の低減が可能な樹脂成形金型を提供することを目的とするものである。
【解決手段】略中央部にキャビティ14が形成される型板対5を構成する鋼製固定側型板1に、その外周面から中央部に向けて第一の銅棒24を圧入した第一の有底穴23を設け、鋼製固定側型板1に当接可能で同じく型板対5を構成する鋼製可動側型板3にも、外周面から中央部に向けて第二の銅棒20を圧入した第二の有底穴19を設ける構成とした。
(もっと読む)
タイヤ加硫機及び加硫方法
【課題】生タイヤを熱損失が少なくかつ均一に加熱して加硫成形する。
【解決手段】タイヤT内面を熱風で加熱する加硫機1であって、生タイヤTを収容する加硫金型10と、送風機40、ヒーター42生タイヤ加熱用の熱風の給・排気用流路となる内外二重管22a、22bを有する中心機構と、該中心機構と加硫金型10間における熱風の流路を閉鎖又は開放する遮断プレート44と、前記二重管の内管22bに設けられ前記流路を遮断したときの熱風の循環路を形成するための切欠部25と、前記切欠部25を閉鎖又は開放する円筒管24とを有する。
(もっと読む)
導光体付ピンおよび導光体付ピンを有する温度センサならびに射出成形用金型
【課題】
導光体付エジェクタピンを比較的単純な構造で実現し、且つ耐衝撃性を向上させる。
【解決手段】円筒状の中空軸部と、前記中空軸部に内接して第1の耐熱性接着材層で固着される管状スペーサと、前記管状スペーサに内接して第2の耐熱性接着材層で固着される円柱状の導光体を有し、前記導光体はその表面の一部に緩衝層が形成され、前記第2の耐熱接着材層の前記中空軸部内の端部は前記緩衝層上に形成される構成する導光体付きエジェクタピンにより上記課題を解決する。
(もっと読む)
フィルム搬送装置
【課題】使用済みのフィルムに発生する皺を除去し、1回のモールド工程に必要なフィルム搬送量を可及的に短くすることができるフィルム搬送装置を提供する。
【解決手段】モールド金型1のフィルム搬送方向上流側及び下流側においてテンションローラ4a、4b、テンションローラ5a、5bとの間に各々設けられ、水平方向に対して上方に所定の巻付け角θ2でフィルムを平滑面15a、16aに各々巻き付けて案内するガイド部15、16を備えた。
(もっと読む)
射出成形装置、射出成形方法
【課題】射出成形技術において、冷却中の成形品内の温度分布のばらつきに起因する成形精度のばらつきや製品不良を減少させる。
【解決手段】金型1に設けられた複数のキャビティ4の各々の周囲に均等に複数の温度センサ3を配置し、外部の温度検出器8により温度分布を検出し、計算・制御装置9において、温度センサ3によって検出された温度から個々のキャビティ4の周りの温度幅T2を計算し、予め設定したキャビティ4から成形品を取出すときの目標温度幅T1に対し温度幅T2が、T1>T2となり、かつ目標キャビティ間温度差T3とキャビティ間温度差T4の関係が、T3>T4となった時点で金型1を開くように成形機側制御装置10を介して金型1の型開きのタイミングを制御する。
(もっと読む)
射出成形金型、射出成形装置、射出成形品の製造方法、及び射出成形品
【課題】本発明は、高い精度を必要とする成形品を高精度で射出成形することができる射出成形金型、射出成形金型装置、射出成形装置、射出成形品の製造方法、及び射出成形品を提供する。
【解決手段】第1の金型と、前記第1の金型と対向するように設けられた第2の金型と、前記第1の金型の側に設けられた第1の入駒と、前記第2の金型の側に設けられた第2の入駒と、を備え、前記第1の入駒と前記第2の入駒との間に形成されるキャビティ内に溶融樹脂を射出充填する射出成形金型であって、前記第1の入駒は、前記キャビティに隣接するキャビティ形成面と一定の間隔を保って設けられた第1の加熱手段を有し、前記第2の入駒は、前記キャビティに隣接するキャビティ形成面と一定の間隔を保って設けられた第2の加熱手段を有し、前記第1及び第2の加熱手段は、成形品の寸法のうち相対的に精度が必要とされる部分の近傍にのみ設けられていること、を特徴とする射出成形金型が提供される。
(もっと読む)
粉体離型剤塗布装置及び粉体離型剤塗布方法
【課題】金型3(2)の当接面4に発生する隙間を制御することにより、品質及び生産性を向上させる粉体離型剤塗布装置1及び塗布方法を提供する。
【解決手段】内部にキャビティ21を有し、キャビティ21に対して、当接することにより溶融材料を流し入れ溶融材料を内部で凝固させる可動金型3及び固定金型2と、可動金型3及び固定金型2に対して粉体離型剤を吐出する粉体離型剤吐出装置44と、粉体離型剤吐出装置44から吐出された粉体離型剤をキャビティ21に供給する供給入子42と、可動金型3又は固定金型2の少なくとも一方に設けられキャビティ21内で余剰となった粉体離型剤を外部へ排出する吸引入子45と、可動金型3及び固定金型2を冷却し、可動金型3又は固定金型2の少なくとも一方の膨張を抑制する冷却孔31(23、34)とを備え、可動金型3又は固定金型2の少なくとも一方の膨張を抑制して粉体離型剤を塗布する粉体離型剤塗布装置1。
(もっと読む)
射出成形装置及び射出成形方法
【課題】 本発明によれば、所望の高品質外観を有する成形品を得ることができる。
【解決手段】本発明の射出成形装置は、金型と、樹脂を供給する樹脂供給部と、前記金型内の前記樹脂の圧力を感知する圧力センサと、前記金型内を冷却する冷却媒体供給部と
を有することを特徴とする。また、本発明の射出成形方法は、樹脂を金型に供給することと、前記金型内の樹脂の圧力を測定することと、前記圧力の測定値をもとに前記金型の温度調整を行うことと、前記金型から成形品を取り出すことを特徴とする。
(もっと読む)
タイヤ加硫機、及びタイヤ加硫方法
【課題】生タイヤ内部空間に供給される加熱加圧媒体の圧力(絶対値及び圧力−時間変化)と、温度(絶対値及び温度−時間変化)とを、互いの条件(温度や圧力の条件)に影響を受けることなく制御できるタイヤ加硫機、及びタイヤ加硫方法を提供すること。
【解決手段】媒体回収経路23中に配置され窒素ガスの圧力を測定するための第1圧力センサー3と、媒体経路25中に配置され第1圧力センサー3からの信号に基づき窒素ガスの圧力を制御するための第2圧力制御弁33と、媒体循環経路21中に配置され窒素ガスの温度を測定するための温度センサー10と、媒体循環経路21中に配置され温度センサー10からの信号に基づきモールド14内に供給される窒素ガスの温度を制御するための加熱手段8とを備え、第2圧力制御弁33、及び加熱手段8により、生タイヤ内部空間2内に供給される窒素ガスの圧力、及び温度をそれぞれ個別に制御することを特徴とする、タイヤ加硫機1。
(もっと読む)
101 - 120 / 234
[ Back to top ]