
Fターム[4F202AP19]の内容
プラスチック等の成形用の型 (108,678) | 検出量又は監視量 (1,388) | 物体の有無、種類(接触の有無) (56)
Fターム[4F202AP19]に分類される特許
1 - 20 / 56
金型セット方法
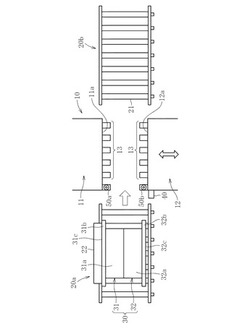
【課題】安価で簡素な方法により、金型と可動プラテンとが干渉するかどうかを確実かつ早期に検知する。
【解決手段】金型投入領域に投入された金型30を、成形機10における固定プラテン11と可動プラテン12との間に搬送してセットする金型セット方法であって、金型30を、固定プラテン11への取付面31cが固定プラテン11の金型取付面11aと同一平面上に配されるように位置決めして金型投入領域に載置するステップと、可動プラテン12に設けられた検知手段40で、金型投入領域に向けて検知光を照射すると共に、金型投入領域に載置された金型30による検知光の反射光の有無を検知するステップと、検知手段40の検知結果に基づいて、金型投入領域に投入された金型30を固定プラテン11と可動プラテン12との間に搬送するか否かの判断を行うステップとを有する。
(もっと読む)
射出成形機、及び射出成形機の型厚調整方法

【課題】金型装置の交換に適した射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11、可動金型16が取り付けられる第1の可動部材12、第1の可動部材12と共に移動する第2の可動部材22、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13、第2の可動部材22及び第2の固定部材13の一方に形成され、他方を吸着して型締力を発生させる電磁石49、及び第1の可動部材12と第2の可動部材22との間隔を調整する型厚調整部70を備え、第2の可動部材22と第2の固定部材13との間に所定のギャップδを形成し、且つ第2の可動部材22の型開き方向への移動を制限した状態で、型厚調整部70を駆動して、第1の可動部材12を型閉じ方向に移動させ、固定金型15及び可動金型16を介して第1の固定部材11に接触させる。
(もっと読む)
型締装置、成形機、型締装置の制御方法
【課題】異常検出の精度を向上させることができる型締装置を提供する。
【解決手段】一つの実施形態に係る型締装置2は、固定金型21が取り付けられる固定盤12と、移動金型22が取り付けられる移動盤13と、移動盤13を進退させる型締駆動機構17と、移動盤13に保持され、移動金型22から成形品を剥離させる押出部材15と、押出部材15を押し出す押出用駆動機構16と、型閉動作中に、押出部材15または押出用駆動機構16の状態の変化から異物を検知する異常検知手段81とを具備する。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
ランナー搬送装置
【課題】省スペースでの設置が可能であり、短時間間隔で連続してランナー80を搬送することが可能であり、また低コストのランナー搬送装置1を提供する。
【解決手段】射出成形機から排出されたランナー80を搬送するランナー搬送装置1であって、水平方向に対して交差する方向に延在するパイプ10と、パイプ10の軸方向下側から軸方向上側に向かってパイプ10の内側に空気を噴射するノズル30と、を備え、ノズル30は、パイプ10の下端から軸方向下側に所定距離を置いて配置され、ノズル30の軸方向上側にランナー80を導入するランナー導入部12を備えている。
(もっと読む)
金型ホルダ及び射出成形機
【課題】金型が位置決めされた状態であるかを確認可能とすること。
【解決手段】本発明の金型ホルダは、金型が着脱自在に装着されるホルダ本体と、金型を位置決めされた状態で前記ホルダ本体に保持する保持位置と、前記ホルダ本体に対する金型の着脱を許容する退避位置と、の間で可動の可動部材と、前記可動部材の位置を検出する位置検出手段と、を備える。
(もっと読む)
マスター型製造装置
【課題】型を複数回繰り返して使用することにより、平板状の基板の面に硬化した成型材料で構成された複数の凸部を設けてマスター型を製造するマスター型製造装置において、マスター型での不良の発生を防止する。
【解決手段】型M1を複数回繰り返して使用することにより、平板状の基板W1の面に硬化した成型材料で構成された複数の凸部W2を設けて、マスター型M2を製造するマスター型製造装置1において、凸部W2を形成するための型M1の凹部M3に供給された硬化前の成型材料を観察する硬化前観察カメラ17を有する。
(もっと読む)
タイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法
【課題】タイヤ加硫用ブラダーに発生したパンクの検出感度を向上させることができ、また、メンテナンス負担を軽減でき、装置寿命を延ばすことができるタイヤ加硫用ブラダーのパンク検出装置およびパンク検出方法を提供する。
【解決手段】センサボックスと、生タイヤの加硫中にタイヤ加硫用ブラダーの内部から漏れ出る加熱加圧媒体の蒸気をセンサボックスに誘導する導入管と、センサボックスに導入された前記蒸気を検出するセンサとを備えたタイヤ加硫用ブラダーのパンク検出装置であって、センサボックスへの前記蒸気の導入を、真空引きにより行うバキューム手段、および/または、センサボックス内にエアを供給して、センサボックス内のエアを排出するエア供給排出手段が備えられているタイヤ加硫用ブラダーのパンク検出装置とこの検査装置を用いたタイヤ加硫用ブラダーのパンク検出方法。
(もっと読む)
インプリント方法、インプリント装置及びプログラム
【課題】生産性が高く、テンプレートに欠陥が生じた場合に、欠陥の種類に応じて最適な歩留まりの管理を行うことができるインプリント方法、インプリント装置及びプログラムを提供する。
【解決手段】実施の形態のインプリント方法によれば、テンプレートに形成された凹凸パターンを基板上のインプリント材料に接触させて凹凸パターンをインプリント材料に転写する工程と、転写する工程の後にテンプレート又はインプリント材料に形成された凹凸パターンを撮像する工程とを複数回行う。次に、複数回の撮像する工程によって得られた複数の画像の経時的な変化に基づいて、テンプレートの欠陥の種類を判定する。
(もっと読む)
成形品吸着ユニット及び成形品吸着部材
【課題】取り付けスペースを狭小化して小型化する。
【解決手段】外周面に多数の孔が軸線方向へ樹脂成形品における製品間隔をおいて形成された共通排気管23・25と、樹脂成形品の製品に相対する上部に一側面が開放し、他側面が閉鎖され、樹脂成形品の製品を吸着する多数の吸引孔33aが形成された開口凹所33を有すると共に基端側に上記共通排気管に挿嵌して固定され、かつ孔に一致する空気流路が形成された固定部を有した吸着本体29、上記吸着本体内に収容され、上記吸引孔に接続される負圧発生手段37、上記負圧発生手段に圧縮空気を供給する圧縮空気供給部39、上記開口凹所の開放側面側に設けられ、開口凹所内に光を照射する発光部材及び上記空間部からの戻り光を受光する受光部材からなる光検知部材を備えた成形品吸着部材3とからなる。該共通排気管に対して複数の該成形品吸着部材を、樹脂成形品の製品に相対して位置変更可能に取り付ける。
(もっと読む)
樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法
【課題】樹脂成形用金型ユニット及び樹脂成形用金型の温度制御方法において、成形キャビティ周辺のみの温度を制御することで、ウエルドラインや転写不良等の発生を確実に防止して精密な樹脂成形品が得られるとともに、イニシャルコストもランニングコストも低減できること。
【解決手段】樹脂成形用金型ユニット1の1対の樹脂成形用金型2A,2Bには断熱空間7によって断熱された1対の入子3A,3Bによって成形キャビティ5が形成され、加熱・循環手段8及び冷却・循環手段9から媒体通路6A,6Bに加熱された媒体または冷却された媒体が流され、入子3A,3Bのみの加熱・冷却が繰り返されて所謂ヒートサイクル成形が行われるため、ウエルドラインや転写不良等の成形欠陥が確実に防止されるとともに省エネルギ化が図られる。また、加熱・冷却の切り替えを、安価で応答速度の速い熱電対10からの信号を受けて制御手段12で行っている。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
金型検査装置
【課題】 複数のコアピンを組み付けて用いる、射出成形用の金型において、金型本体に組み付けたコアピンが正しく配置されているか否かを、簡単かつ確実に検査できるようにする。
【解決手段】 各コアピンの背面に、それぞれが配置されるべき位置を示す英数字等の符号を付している。そのようなコアピンが複数本組み付けられた金型の背面に、ランプ8が周囲に配置された照明装置3と、その中心部に配置されたカメラ4を対向させる。そして、照明装置3のランプ8の点灯をランプ設置面毎に切り換えて照明角度を変化させながら、各照明角度毎にカメラ4で撮影し、基準画像と比較する。各コアピンの符号は、各コアピン背面の光の反射状態により、照明角度によっては、判別できないことがあるが、照明角度を変えることにより、どのコアピンの符号もいずれかの照明角度で判別できるようになる。
(もっと読む)
金型の保護方法および保護装置
【課題】金型が取り替えられる度に煩雑な設定をする必要がなく、金型間に異物が挟まったら確実に型締動作を停止する、金型の保護方法を提供する。
【解決手段】可動金型(12)を固定金型(11)に対して型閉して所定の型締力で型締するとき、可動金型(12)が固定金型(11)から所定量だけ離間した型開位置から可動金型(12)が固定金型(11)にタッチする型閉位置までの間、固定盤(5)の振動を監視して、所定のしきい値を超える加速度の振動を検出したら、型閉動作を停止する。
(もっと読む)
成形装置および成形方法
【課題】循環して反復使用される成形型の劣化を早めることなく、成形型の保守管理費用を抑制しつつ、成形品の歩留まりを向上させる。
【解決手段】成形用素材134が実装された成形型131が投入され、光学素子135に成形する成形部1と、成形型131に対する成形用素材134と光学素子135の入れ替えを行う型脱着部5との間を出口コンベア2、正面レール3、入口コンベア4でループ状に接続し、複数の成形型131を循環させて成形を行う構成の成形装置101Aにおいて、入れ替え時に光学素子135の良否を判別する検査部8と、不良品と判定された光学素子135の成形に用いられた成形型131を循環経路から排除するための型排出ステージ11を設け、型脱着部5における入れ替え毎に光学素子135の良否を判別して、当該光学素子135の成形に用いられた成形型131の劣化を早期に検知し、保守管理の負担を軽減する。
(もっと読む)
離型検査装置及びそれに用いられる離型検査方法
【課題】離型検査装置において、樹脂成形品の表面を損傷させることなく、離型不良を検知する。
【解決手段】金型を用いて成形された樹脂成形品100の非製品部分102をプレス治具2,3によって挟み込んで固定し、エアー噴出口22から製品部分101に対してエアーを噴出する。離型が正常であれば、エアーは製品部分101によって堰き止められ、圧力センサ4によって検知されない。圧力センサ4がエアーを検知すると、制御部5は、離型が異常であると判定する。
(もっと読む)
金型内可視化装置
【課題】プリズムを長寿命化することができる金型内可視化装置を提供する。
【解決手段】金型内可視化装置1は、超臨界流体を含浸させた溶融樹脂が射出される1対の金型12,13にキャビティ14に露出して設けられた第1,2のプリズム31,61と、プリズム31を介してキャビティ14内の溶融樹脂に光を照射する光源41と、プリズム31を介して該溶融樹脂を撮像する撮像手段71と、各プリズム31,61を支持する第1,2の支持手段51,81とを備える。第1のプリズム31は、入射面32と、入射面32に対して0°<α<90°の角度を存して交差し、入射された光を反射する第1の反射面33と、反射された光を反射する第2の反射面34と、反射された光をキャビティ14に出射する出射面35とを備える。第1の支持手段51は、第1のプリズム31の第2の反射面34に密着して設けられ、プリズム31をキャビティ14内の圧力に抗して支持する。
(もっと読む)
インモールドラベリング容器の製造装置
【課題】
インモールドラベリング容器の製造装置において、目視で成形品の良否を判別するが、判別作業に手間がかかるとともにオペレータの疲労により判別ミスが発生する。また、搬送経路の途中に判別装置を設ける場合、コストアップになると同時に判別装置の精度保持の都合上サイクルアップを図ることが難しい。
【解決手段】
成形品の取り出し以前に、射出成形機に成形品の良否を判別する機能をもたせので、後工程における目視による良否判別や高価な良否判別装置は不要となり、良品率の向上、コストダウンとともにサイクルアップが可能となる。
(もっと読む)
中空樹脂成形品の製造装置
【課題】外部に開口する筒部を有し、且つかかる筒部の内径切削が不要とされた中空樹脂成形品を高い品質をもって低コストに製造可能な技術を提供する。
【解決手段】パリソン32を押し出す押出ダイ24と、パリソン32の一部が充填される筒部形成キャビティ62を有する充填型42との当接状態を解除可能にロックするロック機構54を、押出ダイ24と充填型42のうちの何れか一方に固定された、給電により生ずる電磁力に基づいて吸引作用を発揮する吸引手段84,84を含んで構成した。そして、かかる吸引手段84,84の吸引作用により、押出ダイ24と充填型42の当接状態をロックした上で、パリソン32を筒部形成キャビティ62内に充填するように構成した。
(もっと読む)
金型、成形品評価方法、及び成形条件決定方法
【課題】金型内での樹脂成形品の収縮量等の変動を経時的に測定することができる金型、その金型を用いた成形品の評価方法、その金型を用いた成形条件の決定方法を提供する。
【解決手段】金型内における樹脂成形品の収縮量の経時的な変動を測定する収縮量測定部及び/又は金型内における樹脂成形品の収縮力の経時的な変動を測定する収縮力測定部を備えた金型を用いる。収縮力測定部が、収縮力を伝達する伝達部を備え、伝達部を介して収縮力を測定し、収縮量測定部が、樹脂の収縮により変位する可動部を備え、可動部の変位量を収縮量として測定する金型が好ましい。
(もっと読む)
1 - 20 / 56
[ Back to top ]