
Fターム[4F202AR09]の内容
プラスチック等の成形用の型 (108,678) | 調整制御量(制御の対象) (5,072) | 速度 (193) | 回転速度(←回転数) (46)
Fターム[4F202AR09]に分類される特許
1 - 20 / 46
樹脂成形品の内部流路成形部カット装置
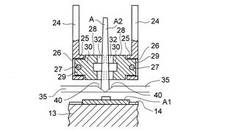
【課題】樹脂成形品の内部流路成形部を切断面が綺麗な状態となるように切断可能で、しかも切断糟の発生量を抑制可能な樹脂成形品の内部流路成形部カット装置を提供する。
【解決手段】表面に凹設したキャビティ12B、14と、キャビティと連通する内部流路12Aとを備える成形型11、13より離型した樹脂成形品Aから、内部流路によって成形された内部流路成形部A2を切断するための内部流路成形部カット装置20において、開閉可能で、閉じることにより両者の間に位置する内部流路成形部に接触する一対の開閉刃35と、該開閉刃に熱を付与するヒータ41と、開閉刃を開閉動作させるステッピングモータ37と、ステッピングモータの回転速度を上記開閉刃の開閉位置に基づいて制御する制御手段38と、を備える。
(もっと読む)
射出成形機および射出成形機の制御方法

【課題】少なくとも型締装置の作動を油圧機構により行う射出成形機において、構造を簡単にしコストを抑えるともに、省エネルギー化を達成することのできる射出成形機または射出成形機の制御方法を提供する。
【解決手段】少なくとも型締装置12の作動を油圧機構により行う射出成形機11において、射出機構26およびスクリュ回転機構29のいずれか一方の作動を行うサーボモータ30と、射出機構およびスクリュ回転機構のいずれか他方の作動を行う油圧機構とが設けられ、射出機構およびスクリュ回転機構のいずれか他方の油圧機構と型締装置の油圧機構へ作動油を供給するポンプ33は、サーボモータまたはインバータモータにより回転数が制御されるポンプとする。
(もっと読む)
樹脂封止装置
【課題】ひずみゲージの異常を簡易かつ高精度に検出して成形品の品質信頼性を向上させた樹脂封止装置を提供する。
【解決手段】ワークを樹脂封止する樹脂封止装置であって、ホイートストンブリッジ回路を備えたひずみゲージと、ホイートストンブリッジ回路の四端子における電圧値を検出する検出部と、検出部の出力を増幅するトランスミッタと、トランスミッタの出力をA/D変換して、ひずみゲージのひずみ量を算出するA/D変換部と、ひずみゲージに与えるように指令された荷重とA/D変換部の出力とを比較して、この荷重とA/D変換部の出力との差異が小さくなるようにサーボモータの動作を制御する制御部とを有し、検出部は、ホイートストンブリッジ回路の四端子における電圧値のそれぞれを所定のしきい値と比較することにより、ホイートストンブリッジ回路を構成する抵抗体の異常を検出する。
(もっと読む)
シームレスベルトの製造装置およびシームレスベルトの製造方法
【課題】シームレスベルトの厚さ精度のばらつきを抑制できるシームレスベルトの製造装置およびシームレスベルトの製造方法を提供する。
【解決手段】円筒状金型1の内面に樹脂溶液が展開された円筒状金型1を回転させて塗膜を均一化するシームレスベルトの製造装置であって、円筒状金型1の両端部を固定する、当該円筒状金型1と同芯上に対向一対に配置される一対の固定手段と、固定手段を円筒状金型1端部に固定するように、円筒状金型1の軸方向に進退可能に移動させる進退駆動手段と、固定手段をその軸回りに回転させる回転駆動手段とを有し、円筒状金型1の回転は、一対の固定手段で円筒状金型1の両端部を固定し、固定手段を回転駆動手段で回転させて、当該円筒状金型を回転させることを特徴とする。
(もっと読む)
金型把持方法、円筒部材の製造方法及び円筒部材の製造装置
【課題】芯体12と把持部材46とが擦れることで生じる磨耗粉の発生を抑制する。
【解決手段】芯体12と同一方向及び同一回転数で回転する一対の把持部材46が芯体12を把持する。これにより、無回転の把持部材46で芯体12を把持する場合に比べ、芯体12と把持部材46とが擦れることで生じる磨耗粉の発生が抑制される。
(もっと読む)
空気入りタイヤの製造方法
【課題】生タイヤを、タイヤ軸芯を水平とした縦向き状態にて剛性中子ごと加硫金型内に保持させ、かつ前記加硫金型をタイヤ軸心廻りで回転させながら加硫成形することを基本として、タイヤ軸方向の一方側、他方側でのタイヤ厚さを均一化しうるとともに、ガタによるRRO,RFVへの悪影響を緩和でき、タイヤのユニフォミティーをより向上させうる空気入りタイヤの製造方法を提供する。
【解決手段】剛性中子2を用い、その外表面に未加硫のタイヤ構成部材を順次貼り付けることにより、生タイヤTを形成する生タイヤ形成工程と、前記生タイヤTを、剛性中子2ごと加硫金型4内に投入して加硫成形する、加硫工程とを含む。前記生タイヤTは、タイヤ軸芯を水平とした縦向きにて、前記剛性中子2ごと加硫金型4内に保持され、しかも加硫工程は、前記加硫金型4をタイヤ軸心廻りで回転しながら加硫成形する。
(もっと読む)
省エネルギー制御装置、及びこの省エネルギー制御装置を搭載した機器又は射出成型機
【課題】油圧回路を備えた既設の機器の省エネルギー化が可能な省エネルギー制御装置を得る。
【解決手段】省エネルギー制御装置100は、油圧回路30を流れる作動油の流れ方向を変更するバルブの少なくとも1つのソレノイドに接続され、このソレノイドの動作状態を検出するソレノイド動作検出部111と、ソレノイド動作検出部111の検出結果に基づいて、油圧回路30に作動油を圧送する油圧ポンプ31を駆動する誘導電動機60の回転数を決定する電動機回転数決定部112と、誘導電動機60と電力供給源との間に直列接続され、電動機回転数決定部112が決定した回転数となるように誘導電動機60の回転数を制御するインバーター101と、を備え、既設の機器の油圧回路又は該機器に作動油を供給する既設の油圧設備を省エネルギー制御するものである。
(もっと読む)
成形機
【課題】特別な装備を備えることなく、固定側金型と可動側金型との芯出しを容易かつ高精度に行うことができる成形機を提供する。
【解決手段】表示・設定手段33の金型芯出しボタン57を2度押しすると、金型芯出しモードが起動し(ステップS1)、型開・型厚後退工程(ステップS2)、型閉・型厚前進工程(ステップS3)、型開・型厚前進工程(ステップS4)が順次実行される。これにより、所定の型締力が得られる位置にテールストック3が位置付けられる。次いで、型締(ステップS5)と、型開(ステップS6)とを、複数回繰り返し、固定側金型15と可動側金型16との芯出しを行う。しかる後に、再度型締を行い(ステップS7)、固定ダイプレート2に対して固定側金型15を強固に締結すると共に、可動ダイプレート5に対して可動側金型16を強固に締結して、金型15,16の芯出し作業を終了する。
(もっと読む)
トグル式型締装置の型締力制御方法
【課題】モータの最大負荷特性に沿って、回転数を最大に制御することで、型締めに要する時間の短縮化が可能で、サイクルタイムが向上するトグル式型締装置の型締力制御方法を提供する。
【解決手段】型締め工程中に、金型18の接触状態からクロスヘッド17をさらに動作させ、型締力を上げる際、回転数可変型ポンプモータ38の回転速度を最大限に上げるべく、回転数可変型ポンプモータ38の電流値からトルクを検出し、回転数可変型ポンプモータ38における最大負荷特性に沿って回転数可変型ポンプモータ38の回転速度を制御するようにした。
(もっと読む)
射出圧縮成形機及び射出圧縮成形方法
【課題】 油圧駆動系全体のコスト(イニシャルコスト)削減及び小型化を図るとともに、省エネルギ性の向上及びランニングコストを削減する。
【解決手段】 ポンプ本体4apを回転駆動する駆動モータ4amの回転数を可変して少なくとも吐出流量を可変可能な第一油圧ポンプ4aを有する第一油圧回路部Caを、型締装置Mcにおける型締シリンダ3の後油室3rに接続して型締力を付与するとともに、ポンプ本体4bpを回転駆動する駆動モータ4bmの回転数を可変して少なくとも吐出流量を可変可能な第二油圧ポンプ4bを有する第二油圧回路部Vbを、型締シリンダ3の前油室3fに接続して型開力を付与し、制御部5により各駆動モータ4am,4bmの回転数を制御することにより、少なくとも第一型位置X1に対する位置制御を行う。
(もっと読む)
型締装置の制御方法
【課題】 型開位置のショット毎のバラツキを低減し、型の無用なオーバランの発生等を確実に回避するとともに、同時に、一定の成形サイクル時間の確保と高速化を図る。
【解決手段】 所定の速度制御パターンAを設定し、型開制御時に、型開区間Zmでは、型開速度Vmにより型開制御を行い、かつ検出した現型開速度Vd及び現型開位置Xdに基づき仮想停止位置Xsoで現型開速度Vdがゼロになる減速区間Zmdの減速開始位置Xmcを所定時間間隔毎に演算により順次予測し、この減速開始位置Xmcに達したなら減速区間Zmdを開始するとともに、この減速区間Zmdでは、検出した現型開位置Xdに基づき速度制御パターンAに対応する速度指令値Dmを順次演算により求め、この速度指令値Dmにより減速制御を行い、終期移行速度Vcに達したなら所定の停止制御処理を行う。
(もっと読む)
樹脂封止装置および樹脂封止方法
【課題】金型が開閉する瞬間の「ゆっくりとした金型の開閉」を確保すると同時に、樹脂封止装置全体としてのサイクルタイムを短縮する。
【解決手段】半導体チップが搭載されたワークを、相対向する上下の金型114、115にてクランプした上で、供給された樹脂を用いて封止する樹脂封止装置100であって、両金型を開閉させる動力源としてのサーボモータ116を備え、両金型が当接している状態において、所定の変速点を境にサーボモータ116の回転速度を変化させる。
(もっと読む)
タイヤ加硫機の中心機構、およびその制御方法
【課題】ブレーキの誤作動や誤設定などがあったとしても構成部品の損傷や破損を防止することができ、且つ簡易な構造からなるモータ駆動されるタイヤ加硫機の中心機構、およびその制御方法を提供すること。
【解決手段】スクリュー軸16およびスクリュー軸16に螺合されたスクリューナット19を具備するネジ機構と、上部リング体7を昇降させるためにスクリュー軸16を回転させるモータ32と、モータ32を制御するインバータと、ブラダ6がシェーピング状態を保持するように上部リング体7の所定位置を保持する機械式ブレーキ32aとを備え、上金型37の閉動作開始時から上金型37と上部リング体7とが接触する前までの間に、機械式ブレーキ32aの作動を解除するとともにインバータによる上部リング体7の位置制御を開始し、少なくとも機械式ブレーキ32aの作動解除後はインバータにより上部リング体7の位置を制御することを特徴とするタイヤ加硫機の中心機構100。
(もっと読む)
成形ネジの脱型装置
【課題】 射出成形されたネジ部品をネジコアから抜去させるために行うネジコアの回転の動力源としてモータ等を利用せず、型開き動作により、構造を簡単にし、取り出されたネジ部品が駆動機構の潤滑油等に接触しないようにする。
【解決手段】 型開閉の際の固定側となるアッパープレート9に対して可動側のロアープレート8と共に移動する可動板7に、その移動方向と直交する方向に摺動自在にスライダ2を設ける。アッパープレート9に可動板7の移動方向に対して斜方向の作動ピン3を設け、スライダ2に形成した斜方向の透孔2aに遊挿させる。スライダ2の側面にラック4を設け、ネジコア5に嵌着させたピニオンギヤ6と噛合させる。ロアープレート8の移動によりスライダ2が作動ピン3に案内されて移動し、ラック4の移動によりピニオンギヤ6を回転させて、ネジコア5を回転させる。
(もっと読む)
樹脂封止装置
【課題】トグルリンク式プレスを利用した金型の開閉制御の精度を簡易な構成を利用して向上させる。
【解決手段】相対向して配置される上下金型114、115と、下金型115側に連結され該下金型115を上金型114に対して当接・離間させるトグルリンク式のプレス機構130と、該プレス機構130の駆動源となるサーボモータ116と、該サーボモータ116の回転数を検出可能なエンコーダ116Aと、を備えた樹脂封止装置100であって、対向方向における下金型115の位置を検出可能な測長器140と、該測長器140から得られる下金型114の位置データとエンコーダ116Aから得られる回転数データを両データの対応関係を保ちつつ記憶可能な記憶部160と、該記憶部160に記憶された位置データおよびパルスデータに基づいてサーボモータ116を制御する制御部150と、を備える。
(もっと読む)
射出成形機の型厚調整装置
【課題】安価であるにも拘わらず、複数個のタイバーナット間の回転同調誤差の小さい、射出成形機の型厚調整装置を提供する。
【解決の手段】4個のタイバーナット(11、11、…)に一体的に取り付けられている4個のスプロケット(12、12、…)に1本のチェーン(13)をかけ回す。そして、このチェーン(13)を2台の型厚調整用モータ(14、14)で同期して駆動する。2台の型厚調整用モータ(14、14)は、これらのモータ(14、14)の間に2個のスプロケット(12、12)が介在するように配置する。
(もっと読む)
射出成形機
【課題】消費電力を抑え、省エネルギー化を図ることのできる射出成形機を提供することを目的とする。
【解決手段】低温水一次ポンプ26A、低温水二次ポンプ26B、高温水ポンプ28のポンプ回転数を、射出成形の一連の工程中、低温水、高温水の供給タイミングや、金型に与えるべき温度勾配に応じて制御することで、消費電力を抑える。また、固定ダイプレート2近傍の高温のエアをクリーンエア供給ユニットに循環させ、クリーンブースチャンバー内に送り込むようにすることで、クリーンブースチャンバー内の温度を高め、固定ダイプレート2から流出する熱エネルギーを有効利用して、金型の温度を調整する金型本体温調装置90における消費電力を抑える。
(もっと読む)
射出成形機
【課題】ホットランナー金型を用いたインラインスクリュー式射出成形機において、射出速度を上げて成形サイクルの短縮化を図っても、良品成形が可能であるようにすること。
【解決手段】ホットランナー方式の金型を用いるインラインスクリュー式の射出成形機において、計量工程完了から所定秒時を経た射出工程前の所定期間に、ホットランナー内の樹脂圧を昇圧させるように、加熱シリンダ内のスクリューを動作させる制御を行う。
(もっと読む)
グリーンタイヤ回転装置
【課題】グリーンタイヤ4の変形を防止しうるグリーンタイヤ4の回転装置2の提供。
【解決手段】このグリーンタイヤ4回転装置2は、支柱6と、水平方向に延在しておりグリーンタイヤ4が掛けられる駆動軸8と、この駆動軸8を回転させるモータとを備えている。この駆動軸8は、このグリーンタイヤ4を回転せしめる。好ましくは、この回転装置2では、上記駆動軸8の長さの、上記支柱6の高さに対する比率は、50%以下である。好ましくは、この回転装置2では、この駆動軸8の回転速度は、5rpm以上10rpm以下である。好ましくは、この回転装置2では、上記駆動軸8は、アルミニウム合金又はスチールからなる。好ましくは、この回転装置2では、上記駆動軸8の外周面16に、エンボス加工又はローレット加工が施されている。
(もっと読む)
射出成形機
【課題】回転テーブルを用いた射出成形機において、回転テーブルの回転完了とほぼ見なせる静定近似状態を信頼性高く検出可能として、回転完了と判定した後直ちにエジェクト工程などの次の工程の動作を開始させても、次の工程を支障なく実行可能とすること。
【解決手段】エンコーダ出力による計測パルス値を監視し、計測パルス値が、テーブル回転完了前の減衰振動領域を示す設定された所定の振動幅範囲内に入った後に、該所定の振動幅範囲よりもその幅を小さく設定された所定の回転限判定幅範囲内の値を連続して所定時間だけ維持すると、回転テーブルの回転停止と判定し、次の工程の動作を開始させる。
(もっと読む)
1 - 20 / 46
[ Back to top ]