
Fターム[4F202CD06]の内容
プラスチック等の成形用の型 (108,678) | 型の製造 (4,718) | 型の製造の主要手段 (2,034) | 転写による(←鋳造) (1,017) | 転写を繰返すもの (404) | 中間段階で作成された型 (269)
Fターム[4F202CD06]の下位に属するFターム
表面処理された (219)
Fターム[4F202CD06]に分類される特許
1 - 20 / 50
マスキング材の製造方法
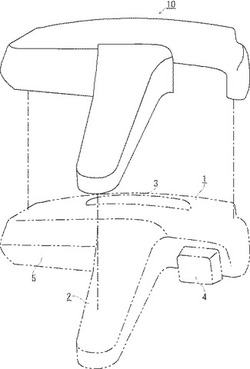
【課題】 部材上に定められたマスキング範囲を被覆し、保護するマスキング材を、簡易かつ安価に成形することが可能な製造方法を提供する。
【解決手段】 部材上に定められたマスキング範囲を被覆し、保護するマスキング材10の製造方法であって、上記マスキング範囲の形状を概略的に再現してなる簡易型を使用し、熱可塑性樹脂製シートを用いた真空および/または圧空成形によって該簡易型から中空状の複製型を複製する第1工程と、上記複製型の一面または両面に液状のエラストマーを塗布して乾燥する第2工程と、上記複製型からエラストマーを剥がして該エラストマーからなる上記マスキング材10を得る第3工程と、を備える。
(もっと読む)
樹脂モールド用硬化性樹脂組成物、樹脂モールド及びそれを用いて作製されたレプリカモールド
【課題】 ナノオーダーの微細パターンの転写が可能で、かつ剥離性に優れた樹脂モールド用硬化性樹脂組成物、及び樹脂モールドを提供すること。
【解決手段】 ポリシロキサンセグメント(a1)と、ビニル系重合体セグメント(a2)とを有する複合樹脂(A)を含有する樹脂モールド用硬化性樹脂組成物を提供することで、ナノオーダーの微細パターンの転写が可能で、かつ剥離性に優れた樹脂モールドを提供することができる。また、該樹脂モールドから作成されるレプリカモールド、及びレプリカモールドの製造方法を提供する
(もっと読む)
スクリーン及びスクリーン成形型の製造方法

【課題】観察位置とは異なる位置から所定の模様を視認できるスクリーン及び当該スクリーンを製造するためのスクリーン成形型の製造方法を提供すること。
【解決手段】光が入射される入射面31に、当該光を反射させる凹状のレンズ要素4Aが複数配列されたスクリーン3であって、それぞれのレンズ要素4Aに形成され、入射された光を第1方向に反射させる第1反射領域(有効反射領域AR)と、第1反射領域以外の位置に形成され、入射された光を第1方向とは異なる第2方向に反射させる第2反射領域と、を有し、第2反射領域には、第1方向に正対する位置とは異なる位置から入射面31を観察した際に視認可能な模様が形成されている。
(もっと読む)
成形型、ウェハレンズ及び光学レンズの製造方法
【課題】離型抵抗の低減によって意図した形状を持つ成形型を得ることができ、所期の光学性能が発揮される光学レンズが形成されたウェハレンズを製造することができる成形型の製造方法を提供すること。
【解決手段】加工工程において、繋がり部48を所定の面粗さを有する断面曲線状の凹形部48bに加工するので、複数の樹脂層部分(樹脂レプリカ部)41d間の繋がり部48で意図しない突起が形成されることを防止でき、サブマスター型40、サブサブマスター型50等の成形型やウェハレンズ10等において異形状が発生することを回避することができる。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】作業工数を削減しつつ、モールドの製造過程でサイプ用ブレードを植設した石膏鋳型を乾燥させる際やこの石膏鋳型を用いて鋳造する際に、石膏鋳型にクラックが発生しないようにできるタイヤ加硫用モールドの製造方法を提供する。
【解決手段】ゴム型8の表面に植設したサイプ用ブレード7の長さ方向端部7aおよびゴム型8の表面に熱溶融消失材10を接触させて配置した後、石膏Pを流し込んで、ゴム型8の表面形状を転写しつつサイプ用ブレード7を表面に移設した石膏鋳型を作製し、石膏鋳型を加熱乾燥する際に熱溶融消失材10を消失させてサイプ用ブレード7の長さ方向端部7aで石膏鋳型に空洞を形成した後、溶融金属を流し込んで、石膏鋳型の表面形状を転写しつつサイプ用ブレード7を表面に移設したモールドを鋳造し、空洞に充填された溶融金属が固化して形成された空洞充填部をモールドから除去する。
(もっと読む)
モールド製造用マスクブランクス、モールド製造用レジスト付きマスクブランクスおよびモールドの製造方法
【課題】高いパターン精度で微細パターンを形成し、モールドの作製時間を大幅に短縮化するモールド製造用マスクブランクス、モールド製造用レジスト付きマスクブランクス及びモールドの製造方法を提供する。
【解決手段】元型モールド30の表面に設けられている微細パターンをインプリントにより転写してサブマスターモールド20を製造する際に用いられるマスクブランクスであって、化学式CrOxNyCz(ただしx>0)であるクロム化合物層を含むハードマスク層を基板1上に有する。
(もっと読む)
マスタの製造方法
【課題】生産効率を向上できるマスタの製造方法を提供する。
【解決手段】複数の成形部が配列された成形体を成形する成形型を作製するのに使用されるマスタの製造方法であって、マスタ基板上に、樹脂を供給する樹脂供給工程と、供給された樹脂を一括で、成形時の圧力で変形可能で且つ変形後の樹脂の形状を保持可能な硬化状態である準硬化状態になるまで硬化させる第1硬化工程と、第1硬化工程の後で、マスタ成形型を用いて成形部の成形面と同一の形状の面を樹脂に転写する成形工程と、成形工程の後で、樹脂を更に硬化させる第2硬化工程と、を有する。
(もっと読む)
ナノインプリント用モールドの製造方法
【課題】被加工物の意図しない部位への露光を確実に抑制できるナノインプリント用モールドを簡便に製造するための製造方法を提供する。
【解決手段】乾燥工程にて、基部13の一方の面から突出する凸構造部14を有する基材12の凸構造部14が突出している側の面に、濡れ性変化樹脂材料塗布液を塗布して被覆し、その後、乾燥処理を施して、表面の水接触角が90°以上、かつ、硬度が400以上である樹脂層15を形成し、濡れ性変化工程にて、基部13上に位置する樹脂層15に光を照射して、表面の水接触角が10°以下の樹脂層15aとし、遮光膜形成工程にて、樹脂層15、15a上に遮光膜形成用組成液を塗布して、乾燥、硬化することにより、基部13上に位置する樹脂層15a上に遮光膜17を形成し、凹部形成工程にて、凸構造部14上に位置する樹脂層15とマスターモールド21とを圧着し、その後、離間して、樹脂層15に凹部16を形成する。
(もっと読む)
石膏鋳型の製造方法、石膏鋳型および石膏鋳型による精密部品の製造方法
【課題】石膏鋳造法による鋳造製品は、石膏鋳型の勘合の僅かなずれ及び鋳造時の押湯高さの違いにより、後加工となる機械加工原点のばらつきを生じ製品寸法がばらつくという問題があった。
【解決手段】製品寸法に収縮率を付与したマスターモデルにさらに加工代を追加した上で、加工代に冷却促進作用を有する加工基準部材15a〜15dを挿入したマスターモデル1を元に石膏鋳型3を作成する。この石膏鋳型を用いて鋳造製品4を製作した場合、加工基準部材が鋳造後の鋳物の収縮状態を把握する点と点をなし一連の加工基準となり、精密な構造の製品が製造可能となる。
(もっと読む)
マスクブランク用基板とその製造方法、インプリントモールド用マスクブランク及びインプリントモールドの製造方法
【課題】インプリントモールドの離型(剥離)を容易にするための凹部を精度良く形成でき、且つそのような加工の工程負荷が小さくて済み、さらに凹部を形成することによるモールドの強度や剛性の低下を抑えたインプリントモールドの作製に用いるマスクブランク用基板を提供する。
【解決手段】基板と該基板の表側主表面上に形成された薄膜とを有してなり、前記薄膜及び基板をエッチング加工してインプリントモールドを作製するためのマスクブランクに用いる基板である。この基板1は、所定の形状の孔2を穿設してなる基材1aを含む少なくとも2枚の基材を接合することにより基板の裏側主表面にその少なくとも外周部を除く領域に上記孔2からなる凹部3を形成したものである。
(もっと読む)
ソフトビニール製中空造形物及び金型、並びに製造方法
【課題】指輪や腕輪など、中空部分のある造形物、特に略環状の造形物を、ソフトビニールで製造するための安価な金型とその製造方法、並びにその金型を用いて製造されるソフトビニール製の中空造形物とその製造方法を提供すること。
【解決手段】目的模倣物を型取りして型枠を得る型取工程と、その型枠に熱可塑性樹脂を注入して中間成形物を得る中間成形工程と、その中間成形物に電鋳を施して電鋳物を得る電鋳工程と、その電鋳物を加熱して熱可塑性樹脂を溶融させて除去し、電鋳部から成る金型を得る金型取得工程とを有し、内周部に溶融ソフトビニールを被覆可能である金型を製造する。その金型の内周部に溶融ソフトビニールを被覆して、中空のソフトビニール品を製造する。
(もっと読む)
鋳造用原型及びこれを用いた砂型の製造方法、並びに、この砂型から成形された成形用金型によって成形される樹脂成形体
【課題】 本発明は、かかる事情に鑑み、不連続面部分や円弧面部分においても、凹凸模様を成形することができる鋳造用原型及びこれを用いた砂型の製造方法、並びに、この砂型から成形された成形用金型によって成形される樹脂成形体を提供することを課題とする。
【解決手段】 表面側に凸部13を複数備え、弾力性及び柔軟性を有する素材で構成される凹凸模様成形部材12を、弓なり形状であったり、山谷状であったりする木型1aの表面に取り付けられることを特徴とする。
(もっと読む)
スクリーン成形型の製造方法、スクリーン成形型、スクリーンの製造方法およびスクリーン
【課題】大型のスクリーンを容易に製造でき、作製されるスクリーンをスジやムラが発生しない良好なものとすることができるスクリーン成形型の製造方法、スクリーン成形型、スクリーンの製造方法およびスクリーンを提供する。
【解決手段】成形型31,32の隣接端部側に成型面の形状が共通となる共通部分を設けておき、成形型31の少なくとも共通部分の成型面を転写して転写部材41を成形し、成形型31,32を、各共通部分が間隙を介して隣接するように配置するとともに、各共通部分に転写部材41の転写面を嵌合することによって成形型31,32を転写部材41を用いて位置決めし、位置決めされた成形型31,32に、転写部材41の上から材料を塗布して硬化させることによって、転写部材41と一体化した転写部材42を成形し剥離することにより、スクリーン成形型4を製造する。
(もっと読む)
コンクリート型及びその製造方法
【課題】溶融樹脂を流し込む際、意匠面を有する金属殻が変形し難いコンクリート型及びその製造方法を提供する。
【解決手段】フレーム16と、フレーム16内に注入されて固化したコンクリート材13と、コンクリート材13の表面に設けられた金属殻11で意匠面を有する金属殻11と、フレーム16内で金属殻11の裏面に設けられる補強材14と、を備える。コンクリート材13と金属殻11との間には、配管12を配設する。金属殻11の裏面、即ち意匠面と逆側の面には例えばロッド状の補強材14を固着し、コンクリート材13に埋設する。溶融樹脂をコンクリート型10の表面に流し込んでも補強材14がアンカーの役目を示し、金属殻11が変形しない。
(もっと読む)
樹脂スタンパー、その製造方法
【課題】寿命の長い樹脂スタンパーを形成する。
【解決手段】第1次型締め力で型締めを行った後、第1の型締め力に対し1/7ないし1/25の第2次型締め力で型締めを行なって、熱硬化性樹脂を2段階で加圧する。
(もっと読む)
マイクロレンズモールド製造方法およびマイクロレンズモールド原版
【課題】マイクロレンズの曲面構造を好適に形成することの出来るマイクロレンズモールド製造方法を提供することを目的とする。
【解決手段】本発明のマイクロレンズモールド製造方法は、凹凸パターンが形成された基板に樹脂を塗膜し、樹脂が塗膜された側に電鋳により金属層を積層する。凹凸パターンを有する基板上に樹脂を成膜すると、樹脂は平坦に成膜されず、凸パターン上に山なりに成膜される。このため、凹凸パターンに応じた曲面構造を形成することが出来る。
(もっと読む)
金型用原型、金型の製造方法および造形型
【課題】従来現場作業者の勘に頼っていた作業を無くし、製品の品質向上および製造コストの削減を目的とすること。
【解決手段】
射出成型用金型によってその形状が複製される成型物の原型として、溶融樹脂の流路を構成するランナー部と、当該ランナー部に接続された1又は2以上の製品部を有したものを用いる。そして、当該原型は数値制御によって駆動する造形装置によって形成されたものであることを特徴とするものである。また、前記成型品の原型と前記成型品を形成する射出成形用金型の成形面を模した造形型を数値制御によって駆動する造形装置によって形成するとともに、前記原型を装着した造形型を原型として前記射出成形用金型を形成することを特徴とする。
(もっと読む)
多孔質電鋳殻の製造方法
【課題】 電鋳液中における電鋳層の形成と、予め母型(又は他部材)の表面に付着させた粒子の電鋳液中への溶け出しとが同時進行することによって、工程数や製造時間の軽減を図り、通気孔の形成位置を安定化することのできる多孔質電鋳殻の製造方法を提供する。
【解決手段】 電鋳処理が開始されると、ホウ酸粒子2の存在部分を除く銀めっき膜5の表面にスルファミン酸ニッケル水溶液から析出したニッケルが電着してニッケル析出層9を形成する。それと同時進行する形で、ホウ酸粒子2はスルファミン酸ニッケル水溶液中に徐々に溶け出していく。やがて、ホウ酸粒子2はほぼ全部がスルファミン酸ニッケル水溶液中に溶け出し、それに置き換わる形で、通気孔10がニッケル析出層9に形成される。その後もニッケル析出層9及び通気孔10は銀めっき膜5上に成長を続け、多孔質電鋳殻11が完成する。
(もっと読む)
金型中子製造方法および金型中子
【課題】採液流路を有するプラスチック製の穿刺用針の成形に用いるための金型中子を精度よく製造する。
【解決手段】基板1上にネガ型のフォトレジストを塗布して露光・現像することにより、採液流路に対応させてレジスト凸部4を形成する。レジスト凸部4を覆うようにポジ型のフォトレジストを塗布して露光・現像し、レジスト凸部4を囲むように土手状部12を形成することにより、凹型8を形成する。凹型8により、レジスト凸部4および土手状部12を反転させた転写型を形成する。この転写型により、レジスト凸部4および土手状部12を転写して金型中子を製造する。
(もっと読む)
ダミーゴム用ゴム組成物
【課題】タイヤ用アルミニウム合金モールド鋳造法において使用する曲線分割ゴム型の製造に用いられるダミーゴム用のゴム組成物として、従来に比し加硫時間が短く、これによりゴム型の製作期間を短縮することができるゴム組成物を提供する。
【解決手段】タイヤ用アルミニウム合金モールド鋳造法において使用する曲線分割ゴム型の製造に用いられるダミーゴム用ゴム組成物である。(A)1分子中に2個以上のケイ素原子に結合したアルケニル基を含有する直鎖状ジオルガノポリシロキサン;100重量部、(B)1分子中に2個以上のケイ素原子に結合した水素原子を含有するオルガノハイドロジェンポリシロキサン;1〜20重量部、(C)比表面積50m2/g以上のシリカ微粉末;30〜60重量部、および、(D)白金族金属系触媒;(A)および(B)成分の総量に対し白金族金属の重量換算で5〜300ppm、が混合されてなる。
(もっと読む)
1 - 20 / 50
[ Back to top ]