
Fターム[4F202CL38]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 駆動機構 (472) | ネジ機構を有する (152)
Fターム[4F202CL38]の下位に属するFターム
ボールネジ (95)
Fターム[4F202CL38]に分類される特許
1 - 20 / 57
射出成形機
【課題】多極電磁石による型締効率を向上できる射出成形機を提供すること。
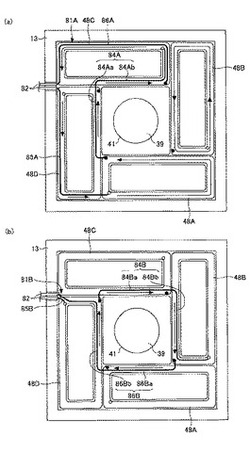
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。一のコイルの端部に接続される電線の少なくとも一部は、該電線を流れる電流の方向と、該一のコイルを流れる電流の方向とが同一となるように、該一のコイルに沿って配設される。
(もっと読む)
射出成形機

【課題】多極電磁石による型締力の均一性を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の固定部材13を貫通して第1の可動部材12と第2の可動部材22とを連結するロッド39とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。ロッド39の中心線40を中心に対称配置され、且つ直列接続される複数のコイルからなるコイル群を含む複数の電流経路81A、81Bが並列接続される。
(もっと読む)
トグル式射出成形機のセッティング方法及び成形方法
【課題】 トグル式の型締装置の能力にマッチングした最適なセッティングを行うことにより、トグル式射出成形機であっても樹脂の自然圧縮を可能にし、成形品の高度の品質及び均質性を確保する成形方法を可能にする。
【解決手段】 電動駆動部8によりトグルリンク機構7を介して金型2の開閉を行う型締装置Mcを備えるトグル式射出成形機Mのセッティングを行うに際し、電動駆動部8の負荷トルクTdが定格トルクTs以下となることを条件に、トグルリンク機構7が非ロックアップ状態となる型位置Xcに型厚調整するとともに、金型2への樹脂Rの充填時に、可動型2mと固定型2c間に所定のパーティング開量Lmが生じ、かつ金型2内の樹脂Rの固化に伴って樹脂Rの自然圧縮が可能となる成形型締力Fcと成形射出圧力Piを設定する。
(もっと読む)
型締装置
【課題】型締力を十分に発揮しつつ、小型化を図ること。
【解決手段】第1プラテン13と第2プラテン15をタイバー14にて連結し、その第2プラテン15に複数個のくさび部材K1〜K4を設ける。くさび部材K1〜K4は、第2プラテン15の案内路20内に配設し、作動用シリンダ19によって案内路20内を前進動作及び後進動作する。型締力を発生させる場合には、可動金型12を保持するダイプレート16の背面にくさび部材K1〜K4を打ち込む。そして、くさび部材K1〜K4によって発生する型締力、及び成形材料を充填する際にくさび部材K1〜K4を介して受ける型開方向への力は、第2プラテン15の案内路20の内周面を受圧面として受圧し、タイバー14で受ける。
(もっと読む)
射出成形機の型締装置
【課題】金型を大型化することなく、成形品のバリや肉厚の増加などを抑制する。
【解決手段】型締装置は、固定金型5を取り付け可能な第1の取付部15と、可動金型4を取り付け可能な第2の取付部16と、第1の取付部に関して第2の取付部とは反対側に設けられた固定盤9と、第1の取付部と固定盤との間に設けられた少なくとも1つの可動ブロック12と、可動ブロックを移動可能にし、且つ可動ブロックを所定の位置で固定する駆動機構11と、を備えている。第2の取付部16は、可動金型を固定金型に当接および離間させるように第1の取付部15に対して移動可能である。可動ブロック12は、第1の取付部側の一面17と、当該一面17に対して傾斜した固定盤側の一面18との両方に接触する。駆動機構11は、固定盤側の一面18から第1の取付部側の一面17までの距離を調節可能なように可動ブロック12をスライド移動可能にする。
(もっと読む)
型締装置及び型締方法
【課題】モータの出力増大を伴うことなくトグル機構にデッドロックが発生することを防止しうる型締装置及び型締方法を提供する。
【解決手段】可動プラテン13を固定プラテン12に対して進退させるトグル機構20と、トグル機構20と接続されたクロスヘッド24を移動させる型締モータ26とを含む型締装置において、クロスヘッド24をトグル機構20がクニッキングを有する所定の型締位置に移動させて型締モータ26を停止させた型締状態で当該型締位置に保持可能とする。
(もっと読む)
成形装置
【課題】低コストで効率良くかつ精度良く成形することができるようにする。
【解決手段】上型20に設けられた第1ナット23に螺合され第1モータ31によって駆動される第1ねじ軸24と、可動ベース40に設けられた第2ナット43に螺合され第2モータ32によって駆動される第2ねじ軸44と、上型20に設けられ上方に向かって延びる被固着軸26と、可動ベース40に設けられ、被固着軸26の長さ方向におけるいずれかの位置に対して着脱可能に固着する固着装置60とを有し、第1ねじ軸24が低トルクで高速で回転し、第2ねじ軸44が高トルクで低速で回転する。上型20が樹脂当接可能性位置と形状付与位置との間に位置する状態で固着装置60が被固着軸26に固着することによって、上型20は、離隔位置と樹脂当接可能性位置との間を小さな推進力で高速で移動し、樹脂当接可能性位置と形状付与位置との間を大きな推進力で低速で移動する。
(もっと読む)
シール部材の製造方法及び成形装置
【課題】シリンダとピストンとの間のシール性を維持しつつポンプの耐久性の向上を図ることができるシール部材の製造方法を提供する。
【解決手段】平面部50aとシール部50bとを有するシール部材の製造方法であって、第1の円筒部111と第1の底面部112とを有する第1の治具110に、第1の円筒部111の内径よりも大きい外径を有する円形の樹脂シート50Sを装着し、第1の円筒部111の内径よりも小さい外径を有する第2の円筒部121と、第2の底面部122とを有する第2の治具120を第1の治具110に装着し、第1の底面部112と第2の底面部122とによりシート部材50Sを所定圧力で挟圧し所定温度に加熱することで、第1の底面部112と第2の底面部122との間に平面部50aを形成し、第1の円筒部111と第2の円筒部121との間にシール部50bを形成する。
(もっと読む)
射出成形機の型締装置と押出方法
【課題】 射出成形機やダイカストマシンにおいて、省スペースでかつ製造コストの低い電動式型締装置を提供する。
【解決手段】 固定金型を保持する固定プラテンと、可動金型を保持する可動プラテンと、トグルリンク機構を介して可動プラテンと連結するエンドプラテンと、固定プラテンに支持されたタイバーと、タイバーとエンドプラテンを係合する分割ナットと、可動プラテンなどを開閉動作する型開閉駆動装置と、トグルリンク機構を動作させ型締力を発生させるクロスヘッドと、可動プラテンを貫通しクロスヘッドに固定された押出ピンと、から構成され、クロスヘッドがエンドプラテン側に移動することにより型締力が発生し、可動プラテン側に移動することにより離型力が発生し、さらに可動プラテン側に移動することにより押出しピンを突き出すことが可能である型締装置。
(もっと読む)
チルト可能な構造のグリース受けを備えた射出成形機
【課題】グリース受け皿部材をチルト可能な構造とし、グリース受け皿部材を引き出すスペースが十分でない場合でも、廃グリースを容易かつ確実に回収することができる射出成形機を提供する
【解決手段】機台3上の型締装置1は、機台3上に固設された固定盤4と受圧盤6と可動盤5で構成され、受圧盤6には、電動サーボモータ8及び、回転運動を直線運動に変換するナットおよびネジ軸よりなるボールネジ機構9、ボールネジ機構の軸方向駆動力をクロスヘッド11を介して伝達され、これによって可動盤を前後進駆動するトグルリンク機構10などを備えている。グリース受け皿部材12は、機台内の、上枠長手部材13,上枠横手部材14で構成される上枠部の下部であって、型締装置のトグルリンク機構,可動盤5の可動部下方に配置されている。グリース受け皿部材は、板材17に係合された中心軸を中心として水平状態から板材18の位置を限度として回動可能とした
(もっと読む)
型締装置の作動方法および型締装置
【課題】型開閉機構により可動金型を固定金型に向けて前進させ、ハーフナットを係止部に係止し、型締シリンダにより型締を行う型締装置の作動方法および型締装置において、比較的簡単な装置を用いて、成形サイクルの短縮を実現する。
【解決手段】可動金型20を固定金型15に対して前後進させる型開閉機構26と、ハーフナット29を係止部25に係止した状態で型締を行う型締シリンダ22が備えられた型締装置12の作動方法において、固定金型15に対して可動金型20を前進させるのと並行して、係止部25とハーフナット29の少なくとも一方が型開閉方向に位置変更されない状態で、係止部25に対して相対的に係止可能な位置Cにあるハーフナット29を係止する。
(もっと読む)
型締装置
【課題】 ダイカストマシンや射出成形機の型締装置において、プラテンに金型取付けプレートを設けることによって、金型パーティング面に均一な型締面圧を発生させバリの発生を防止するとともに、装置の損傷も回避する。
【解決手段】 固定プラテンにおける固定プレートと接触する側の面、および可動プラテンにおける可動プレートと接触する側の面は、中央部分が平面で周囲部分が円錐状あるいは角錐状の勾配面形状になっており、型締力を受けていない時は勾配面部分と固定プレートおよび可動プレートの平面部分との間の角度は2θ°であり、型締力を受けて固定プラテンおよび可動プラテンが変形している時の間の角度は略θ°となる型締装置。
(もっと読む)
複合成形品用射出成形機の型締装置およびその作動方法
【課題】 第1の盤と第2の盤との間に、両面に中間金型が取付けられ型開閉方向と直交する方向の回転軸を中心に回転する回転盤が設けられ、型閉されて複数のキャビティが形成される複合成形品用射出成形機の型締装置における盤の熱膨張を調整する。
【解決手段】 第1の金型19が取付けられる第1の盤20と第2の金型15が取付けられる第2の盤16との間に、両面に中間金型38,39が取付けられ型開閉方向と直交する方向の回転軸36a,36bを中心に回転する回転盤37が設けられ、前記第1の金型19と中間金型38,39、前記第2の金型15と中間金型38,39とがそれぞれ型閉されてキャビティが形成される複合成形品用射出成形機11の型締装置12において、前記第1の盤20と第2の盤16の組合せ、および回転盤37の少なくとも一方には盤の熱膨張を調整する調整機構51を設ける。
(もっと読む)
型締め方法およびその装置ならびにこれを用いた射出成形機
【課題】従来の型締め装置は、高出力の駆動源が必要なため、大型化しやすく、耐久性に乏しい部品を頻繁に交換しなければならなかった。
【解決手段】本発明の型締め装置14は、ベース31から相互に平行に突出する複数本のタイバー32に連結される型締めブロック25と、型締めブロック25を型締め位置と待機位置とに駆動するブロック駆動手段33と、固定側金型11が取り付けられる固定側金型ホルダー34と、可動側金型12が取り付けられる可動側金型ホルダー35と、可動側金型ホルダー35を型開き位置と型締め位置とに駆動するホルダー駆動手段36と、型締め力を型締め位置にてベース31に伝達する型締め力伝達部材37と、型締め力伝達部材37を型締め位置と型締め力が伝達されない退避位置とに駆動する伝達部材駆動手段38とを具える。
(もっと読む)
型締装置、射出成形機及び型締装置の制御方法並びに射出成形機の制御方法
【課題】より安価な構成で金型保護機能を実現すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、前記第1の型締部を移動させる駆動手段と、を備え、前記駆動手段が、その駆動源としてステッピングモータを備え、前記ステッピングモータを制御して、前記第1の型締部を型開き位置から型締開始位置まで移動させる移動制御手段を更に備え、前記移動制御手段は、前記第1の型締部の移動中に該第1の型締部に過剰な負荷がかかった場合に前記ステッピングモータが脱調するように所定のトルクを前記ステッピングモータに出力させることを特徴とする。
(もっと読む)
全電動式成形機
【課題】相対する金型が偏ることなく両金型の開閉を円滑に行い、両金型が確実に正しく保持されることができる全電動式成形機を提供する。
【解決手段】基台10の一側及び他側にて移動可能に対向配置された第1金型21及び第2金型22と、第1及び第2金型21,22にそれぞれ連結されると共に、型締め位置と型開き位置との間で第1及び第2金型21,22を移動させるように作動する一対の作動アーム23と、を備えた型締め装置2と、型締め装置2と連結され、これを駆動させるための動力機構5と、作動アーム23と動力機構5とに連結される連動機構6と、を備えた駆動装置と、を有する。
(もっと読む)
電動型締装置
【課題】 ダイカストマシンや射出成形機において用いられる、リンク機構を要しない電動駆動方式の型締装置を提供する。
【解決手段】 マシンベースと、マシンベース上に固定的に載置され固定型を保持する固定プレートと、固定プレートの反金型側に摺動可能に載置されている固定プラテンと、固定プラテンと結合するタイバーと、マシンベース上に型開閉方向に摺動可能に載置され可動型を保持しタイバーと係合離脱が可能なハーフナットを備える可動盤と、可動盤を開閉動作駆動することができる型開閉装置と、固定プレートと固定プラテンの間に装着されモータと型締用ねじによって動作し型締力および離型力を発生することができる複数の型締力発生機構と、から構成される型締装置。
(もっと読む)
プラスチックエンボスキャリアテープ装置および方法
【課題】 本発明の課題は、上下方向に配向されたキャリアテープ製造装置およびその方法を提供することにある。
【解決手段】 上下方向の面に位置させた複数の送り穴を有する平坦なテープを提供する工程と、第1装置の形成工具アセンブリ内の上下方向の面に位置された平坦なテープを受け入れる工程と、キャリアテープを形成すべく平坦なテープにポケットを形成する工程と、ポケットを充填する工程とを含むキャリアテープのエンボスポケットの充填方法、および対向する一対の加熱接触面と、少なくとも2つの上下方向に配向された熱シールドからなり加工が休止された時に熱シールドを前記各接触面とストリップの間に選択的に、且つ上下方向に挟むように構成される上下方向の熱シールドアセンブリとを備えるストリップにキャリアポケットを自動的にエンボス形成する装置。
(もっと読む)
樹脂シートの電動シリンダ駆動式加圧成形機
【課題】複数個の液圧シリンダを用いることなく、上・下型の模型部の凹凸の大きさに対応させて樹脂シートを適切に押し伸ばし成形することが可能な樹脂シートの加圧成形機を提供する。
【解決手段】
上面に下型を取付け可能な定盤状の固定ダイベース2と、固定ダイベース2における相対向する両外側面に固着された2個の断面T字形状の支持部材3と、2個の支持部材3の両端部に装着されてねじ軸4がこれらの両端部をそれぞれ上下に貫通するとともに上方に延びる4個の電動シリンダ5と、4個の電動シリンダ5のナット6をその四隅の突起部のそれぞれに固着して4個の電動シリンダ5のねじ軸4に装架されかつ下面に上型を取付け可能な定盤状の可動ダイベース8と、4個の電動シリンダ5の駆動を制御するコントローラ9と、を備えたことを特徴とする樹脂シートの電動シリンダ駆動式加圧成形機。
(もっと読む)
射出成型装置
【課題】装置や金型の構成を複雑化・大型化することなく、厚肉,偏肉部分の有無に関わらずに製品の所望部分を高圧で圧縮可能な射出成型装置を提供する。
【解決手段】固定側型板12に対する可動側型板22は内部にスライドコア64を収容する成型穴23を端面に開口し、成型穴のスライドコアと固定側型板間にキャビティCを形成する。可動側型板を固定したブロック30と可動側取付板20の間に傾斜面を有するスペーサ40を設ける。キャビティに溶融樹脂を射出充填したあと、冷却の途中でスペーサを抜くことにより、可動側型板が可動側取付板方向に変位するので、スライドベース60を介して可動側取付板に着座しているスライドコアが相対的に固定側型板方向にスライドして押込まれ、キャビティ内の樹脂を圧縮して、ヒケやボイドの発生を抑える。スライドコアによる押込み(再圧縮)には前記型締め機構が利用される。
(もっと読む)
1 - 20 / 57
[ Back to top ]