
Fターム[4F202CL44]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | 細部及び補助操作 (608) | 位置決め、案内、保持機構 (586) | タイバーによるもの (179)
Fターム[4F202CL44]に分類される特許
1 - 20 / 179
射出成形機
【課題】多極電磁石による型締力の均一性を向上できる射出成形機を提供すること。
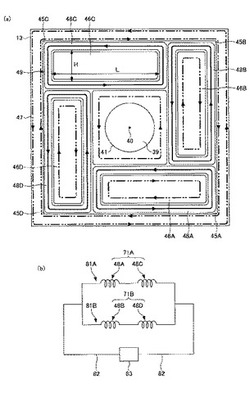
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の固定部材13を貫通して第1の可動部材12と第2の可動部材22とを連結するロッド39とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。ロッド39の中心線40を中心に対称配置され、且つ直列接続される複数のコイルからなるコイル群を含む複数の電流経路81A、81Bが並列接続される。
(もっと読む)
射出成形機

【課題】多極電磁石による型締効率を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。一のコイルの端部に接続される電線の少なくとも一部は、該電線を流れる電流の方向と、該一のコイルを流れる電流の方向とが同一となるように、該一のコイルに沿って配設される。
(もっと読む)
歪センサの取り付け構造及び歪測定装置
【課題】 本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造の提供を目的とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
(もっと読む)
型締力検出部を有する射出成形機
【課題】リアプラテンの表面でタイバーとタイバーの中間部に歪センサを押し当てて歪量を測定し型締力に換算することで、正確かつ容易に型締力を測定することが可能な型締力検出部を有する射出成形機を提供すること。
【解決手段】固定プラテン32、可動プラテン30およびリアプラテン20を備え、固定プラテン32とリアプラテン20が複数本のタイバー12,14,16,18で結合され、可動プラテン30は複数本のタイバー12,14,16,18に摺動可能に支持され、リアプラテン20に設けられた、可動プラテン前後進用モータ22,ボールねじ軸26、トグル機構28などから構成される型締機構によって可動プラテン30を固定プラテン32に対して前後進可能とした射出成形機において、歪量を検知する歪センサ10を、前記リアプラテン20の表面において前記複数本のタイバーのうちの、少なくともいずれか2つの隣り合うタイバーの中間部であって、前記リアプラテン20の表面に押し当てる取り付け部材を介して取り付ける。
(もっと読む)
型締装置
【課題】機械長が十分に短く構造がシンプルで、エネルギ損失が少なく、高速に型締することができる型締装置を提供する。
【解決手段】
固定側金型(8)が取り付けられている固定プラテン(9)と、可動側金型(10)が取り付けられている可動プラテン(11)と、これらプラテンを連結している4本のタイバー(13)と、型締力を発生させる型締力発生機構(20)とから型締装置(3)を構成する。型締力発生機構(20)は、超磁歪材料からなる変形部材(22)とコイル(25)とから構成し、タイバー(13)に設ける。ロック機構(18)によって型閉状態にして、コイル(25)によって磁界を発生させると、変形部材(22)が変形してタイバー(13)が弾性変形し型締力が得られる。
(もっと読む)
型締装置
【課題】型締力を十分に発揮しつつ、小型化を図ること。
【解決手段】第1プラテン13と第2プラテン15をタイバー14にて連結し、その第2プラテン15に複数個のくさび部材K1〜K4を設ける。くさび部材K1〜K4は、第2プラテン15の案内路20内に配設し、作動用シリンダ19によって案内路20内を前進動作及び後進動作する。型締力を発生させる場合には、可動金型12を保持するダイプレート16の背面にくさび部材K1〜K4を打ち込む。そして、くさび部材K1〜K4によって発生する型締力、及び成形材料を充填する際にくさび部材K1〜K4を介して受ける型開方向への力は、第2プラテン15の案内路20の内周面を受圧面として受圧し、タイバー14で受ける。
(もっと読む)
複数の加工部品を別個の金型で、単一のプレス機を用いて同時に成形するためのゴム射出成型装置および方法
【課題】金型の変更時間が実質的に削減されるゴム射出成形装置および方法を提供する。
【解決手段】クランプ機構52は、プレスラム26の略垂直の運動を水平のクランプ力に変換するために、プレスラム26の垂直の往復運動に応答して、ゴムが空洞38に射出されている間、金型を締付けて保持する。金型30は、分割線界面36に沿って互いに接合し、間に金型空洞38を有する2つの金型半体32、34を各々有する。金型半体32、34は自在搬送体62に受けられ、それは次に、間隔をおいた第1のレール58と第2のレール60との間に懸架され、それらに沿って摺動可能である。
(もっと読む)
熱プレス装置およびそれを用いた回路基板の製造方法
【課題】熱プレス装置の熱盤間の相対移動量を測定し一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造する。
【解決手段】隣合う2つの熱盤に熱盤間の相対移動量の測定手段が取り付けられていることを特徴とする熱プレス装置を提供し、その熱プレス装置を用いることにより、全方向に変形可能な柔軟性の高い材料を熱盤間に配置し、常温状態で加圧しながら熱盤間の相対移動量を測定することで相対移動量の調整が容易となり一定の相対移動量を確保することで貫通孔の変形のない高品質な回路基板を製造し提供する。
(もっと読む)
型締装置および成形装置
【課題】型締力が不均等に作用することを抑制する。
【解決手段】成形型10の開閉動作をガイドするとともに型締め力を受ける複数本のタイロッド22と、複数本のタイロッド22に係止することで成形型10を加工位置に保持する保持手段24と、流体圧によって型締め力を発生させる型締め力発生手段25と、複数本のタイロッド22の型締め方向位置を検出するタイロッド位置検出手段26と、タイロッド位置検出手段26の検出結果に基づいて型締め力発生手段25の作動を制御する制御手段27とを備え、制御手段27は、タイロッド位置検出手段26が検出した複数本のタイロッド22の位置の差が所定値を超えている場合、型締め力発生手段25を強制的に停止させる。
(もっと読む)
射出成形機
【課題】型締中における金型コアによる溶融樹脂の圧縮をより柔軟に制御可能な射出成形機を提供すること。
【解決手段】固定金型21の端面SF1と、可動金型22の端面SF2と、可動金型22に対してX1−X2方向にスライド可能に取り付けられる枠型コア22fの内面SF3とによって形成されるキャビティ空間CVに溶融樹脂HRを充填する射出成形機100は、キャビティ空間CV内の溶融樹脂HRに対して、可動金型22の金型コア22aを押し付ける型締装置10と、金型コア22aによる溶融樹脂HRの圧縮力及び圧縮速度の少なくとも一方を可変制御可能な圧縮制御部52とを備える。
(もっと読む)
トグル式型締装置
【課題】型締時にプラテンは弓状に変形するがプラテンの突出部では軸方向の滑りを許容するため固定部材の破損を防止することができるトグル式型締装置を提供すること。
【解決手段】リアプラテン4にリンクピン15を介して連結された第1リンク11と、可動プラテン3にリンクピン15を介して連結された第2リンク12とを屈曲自在に連結したトグル式型締装置において、リアプラテン4側のリンクピン15が第1リンク11に対して相対回転不能に固定され、かつ、可動プラテン3側のリンクピン11が第2リンク12に対して相対回転不能に固定され、リンクピン15が可動プラテン3およびリアプラテン4の連結部に挿入されたブッシュ16によって、回転可能かつ軸方向に摺動可能に支持され、第1リンク11は3本のリンクで構成され、第2リンク12は第1リンク11との連結部が二又であり、可動プラテン3との連結部が三又であり、二又と三又を連結する連結部から構成されることを特徴とするトグル式型締装置。
(もっと読む)
金型開閉装置
【課題】簡易な構成により型締め力を向上すること。
【解決手段】固定ベース6に複数のタイバー3で結合された固定側プラテン2と、固定ベース6と固定側プラテン2との間に設けられ、複数のタイバー3によって固定側プラテン2に対して移動可能に案内される可動側プラテン1と、固定側プラテン2と可動側プラテン1とを連結するリンク機構10と、を備え、固定側プラテン2と可動側プラテン1との間に金型を保持し、可動側プラテン1が固定側プラテン2に対して移動することにより金型を開閉する金型開閉装置100であって、リンク機構10は、金型を閉鎖した際に、可動側プラテン1に金型を閉鎖する方向に付勢力を負荷することを特徴とする。
(もっと読む)
一体型溶融装置を備えた金型アセンブリ
型締装置及び射出成形機
【課題】駆動源としてモータを備えた型締装置において、測定器を別途必要とせずに、型締力を測定すること。
【解決手段】金型に型締力を付与する第1及び第2の型締部と、モータを駆動源として備え、前記第1の型締部を前記第2の型締部に近接・離間する方向に移動させる駆動手段と、前記モータを制御して前記第1の型締部を前記第2の型締部に近接する方向に所定の型締位置まで移動させた後、前記第1の型締部の位置を変えずに前記モータのトルクを減らしていくモータ制御手段と、前記モータ制御手段が前記モータのトルクを減らしていく制御を行っている場合に、前記型締位置から前記第1の型締部が移動したことを検出する検出手段と、を備える。
(もっと読む)
複合成形品用射出成形機の型締装置およびその作動方法
【課題】 第1の盤と第2の盤との間に、両面に中間金型が取付けられ型開閉方向と直交する方向の回転軸を中心に回転する回転盤が設けられ、型閉されて複数のキャビティが形成される複合成形品用射出成形機の型締装置における盤の熱膨張を調整する。
【解決手段】 第1の金型19が取付けられる第1の盤20と第2の金型15が取付けられる第2の盤16との間に、両面に中間金型38,39が取付けられ型開閉方向と直交する方向の回転軸36a,36bを中心に回転する回転盤37が設けられ、前記第1の金型19と中間金型38,39、前記第2の金型15と中間金型38,39とがそれぞれ型閉されてキャビティが形成される複合成形品用射出成形機11の型締装置12において、前記第1の盤20と第2の盤16の組合せ、および回転盤37の少なくとも一方には盤の熱膨張を調整する調整機構51を設ける。
(もっと読む)
射出成形機の金型取付部材および金型取付方法
【課題】金型の正確な位置決めができ、構造が簡単でコスト安く、寿命が長い金型取付部材を提供する。
【解決手段】金型を取り付けて相対的に開閉動作可能な互いに対向した複数の型盤と、前記互いに対向した複数の型盤にそれぞれ取り付けられ、前記互いに対向した複数の型盤の閉動作により互いに当接して、内部にキャビティを形成する金型4と、金型4の下端面4bに設けたテーパ状凹形状部4aと、金型4を取り付けて相対的に開閉動作可能な型盤の一方又は両方の下部に設けられ、吊り下ろされる金型4の重量を受けると同時に上下方向の位置決めを行うための水平面15bを有し、前記金型のテーパ状凹形状部4aのテーパー面に嵌合し、左右方向の位置決めを行うための一つのテーパー状凸形状部15aと、前記一つのテーパ状凸形状部15aと一体に形成された一つの弾性部とを備えた位置決め部材15からなることを特徴とする。
(もっと読む)
型締装置及びその制御方法
【課題】金型寸開工程時または圧縮型締工程時での移動盤の位置精度向上及び成形サイクルの短時間化を図ることができる型締装置及びその制御方法を提供する。
【解決手段】型締装置11は、固定盤13、固定盤13に取り付けられた進退自在なタイバー14、タイバー14を進退させる第1の駆動装置15、タイバー14に沿って固定盤13に対して進退自在な移動盤16、移動盤16を進退させ型開閉を行う第2の駆動装置17、移動盤16をタイバー14に着脱自在に固定する固定機構18、および、金型寸開工程時または圧縮型締工程時、第1の駆動装置15を駆動して、タイバー14を移動させるとともに、第2の駆動装置17を駆動して移動盤16を移動させる制御装置20を具備する。
(もっと読む)
型締装置および型締装置の制御方法
【課題】金型の温度変化等の成形サイクルを重ねた際に発生する問題に対応して、型締装置のハーフナット機構のハーフナットと係合部とを係合後に型締シリンダを作動させて成形金型の型締を行うまでのタイムロスを極めて小さくすることを可能とした型締装置および型締装置の制御方法を提供する。
【解決手段】型締装置12のハーフナット機構19はハーフナット20と係合部21とが隙間がある状態で係合可能に設けられ、ハーフナット20を係合部21に対して係合した後に型締機構22の作動によるハーフナット20の型締面20bと係合部21の型締面21bとが当接されるまでの空走距離T,T1,T2に基づいて型締側の部材であるが係合開始位置Ln+1に移動制御される。
(もっと読む)
型締装置及びその制御方法
【課題】 本発明は簡単な形状を成す成形品だけでなく、複雑な形状を成す成形品も容易に製造することができるようにし、また成形品の厚さが均一にできるような型締装置及びその制御方法を提供する。
【解決手段】型締装置は、複数の駆動装置に別々の指令値または目標値を与えることで、複数の駆動装置を各々個別に駆動し、それに伴い複数の駆動装置それぞれに対応した複数のタイバーを各々個別に動作させ、移動盤を移動させる制御装置を備えている。
(もっと読む)
成形機の型締装置
【課題】ハーフナットとハーフナット係合溝との設定位置が厳密に合致していない場合にも、ロック手段の破壊を防止でき、ハーフナットとハーフナット係合溝との係合を確実に行うことができる型締装置を提供する。
【解決手段】第1及び第2のハーフナット277,278の全長Lを、可動ダイプレート24のロック手段取付面と、支持部材271を構成する前板271cの内面との間隔Dよりも1mm程度小さく形成する。具体的には、ロック手段27を構成する保持板273、ねじ軸274、右ねじ用ナット体275、左ねじ用ナット体276、第1及び第2のハーフナット277,278を、摺動手段272を介して支持部材271に取り付け、第1及び第2のハーフナット277,278を、可動ダイプレート24のロック手段取付面及び支持部材271の前板271cとの間に設けられたクリアランス内で自由に変位させる。
(もっと読む)
1 - 20 / 179
[ Back to top ]