
Fターム[4F202CL50]の内容
プラスチック等の成形用の型 (108,678) | 型締め、型開閉 (2,962) | その他の点 (288)
Fターム[4F202CL50]に分類される特許
1 - 20 / 288
成形装置および成形方法
熱可塑性樹脂成形体の製造方法
【課題】剛性と衝撃強度が高く、かつ、外観の好ましい熱可塑性樹脂成形体を得ることができる熱可塑性樹脂成形体の製造方法を提供する。
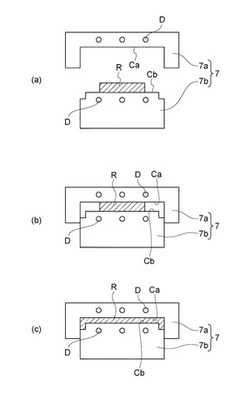
【解決手段】本発明は、一対の金型7a,7b間に溶融状の熱可塑性樹脂Rを供給する樹脂供給工程と、一対の金型7a,7bを型締めすることで熱可塑性樹脂Rを賦形する賦形工程とを備える熱可塑性樹脂成形体の製造方法であって、賦形工程において熱可塑性樹脂の賦形が開始されるときに、熱可塑性樹脂成形体の意匠面側に対応する金型のキャビティ面の少なくとも一部の温度が熱可塑性樹脂の荷重たわみ温度より30℃低い温度以上であり、熱可塑性樹脂Rの賦形が開始されるときの熱可塑性樹脂Rの温度は、熱可塑性樹脂Rの融点より20℃低い温度以上、融点より10℃高い温度以下であり、賦形工程における金型の型締め速度Vは、30mm/秒より大きく、500mm/秒以下である。
(もっと読む)
三枚構造の射出成形金型、射出成形装置及び射出成形方法

【課題】ラックアンドピニオン機構を用いた三枚構造の射出成形金型、射出成形装置及び射出成形方法において、高品質な単層及び積層成形品を得ることができる三枚構造の射出成形金型、射出成形装置及び射出成形方法を提供する。
【解決手段】固定金型12と、可動金型14と、回転金型16と、ラックアンドピニオン機構20とを備える三枚構造の射出成形金型であって、ラックアンドピニオン機構20は、ピニオン22を回転金型16に対して型開閉方向に移動可能に支持すると共に、ピニオン22を固定金型12及び可動金型14の少なくとも一方側に押圧し、ピニオン22をラック24、26の歯25、27に押し付け可能なピニオン移動機構30を更に備え、ピニオン移動機構30によりピニオン22をラック24、26の歯25、27に押し付けた状態において、ラックアンドピニオン機構20により回転金型16を型開閉方向に移動可能に構成されている。
(もっと読む)
射出成形機
【課題】 応答性を高めつつ、複数のコイルの隣接する箇所の高熱化を防止すること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、を備え、第2の固定部材と第2の可動部材は、電磁石による吸着力で型締力を発生させる型締力発生機構を構成し、型締力発生機構を構成する第2の固定部材及び第2の可動部材の一方は、電磁石を形成するコイルが複数隣接して配置されるコイル溝を有すると共に、コイル溝内における複数のコイル間の隣接する位置に設けられる熱伝導性部材を有する。
(もっと読む)
射出成形機
【課題】多極電磁石による型締力の均一性を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13と、第2の固定部材13を貫通して第1の可動部材12と第2の可動部材22とを連結するロッド39とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。ロッド39の中心線40を中心に対称配置され、且つ直列接続される複数のコイルからなるコイル群を含む複数の電流経路81A、81Bが並列接続される。
(もっと読む)
射出成形機
【課題】 複数のコイルを効果的に用いて電磁石の応答性を高めること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、を備え、第2の固定部材と第2の可動部材は、電磁石による吸着力で型締力を発生させる型締力発生機構を構成し、型締力発生機構を構成する第2の固定部材及び第2の可動部材の一方は、電磁石を形成するコイルが複数配置されるコイル溝を有し、複数のコイルは、コイル溝の深さ方向に積層して配置される。
(もっと読む)
射出成形機
【課題】多極電磁石による型締効率を向上できる射出成形機を提供すること。
【解決手段】射出成形機は、固定金型15が取り付けられる第1の固定部材11と、可動金型16が取り付けられる第1の可動部材12と、第1の可動部材11と共に移動する第2の可動部材22と、第1の可動部材12と第2の可動部材22との間に配設される第2の固定部材13とを備える。第2の固定部材13及び第2の可動部材22の一方は、他方を吸着して型締力を発生させる電磁石49の複数のコイル48A〜48Dを保持する。一のコイルの端部に接続される電線の少なくとも一部は、該電線を流れる電流の方向と、該一のコイルを流れる電流の方向とが同一となるように、該一のコイルに沿って配設される。
(もっと読む)
射出成形機の型締力設定方法および型締力設定装置
【課題】金型が開かない必要最小限の設定型締力を求めることで、バリを防ぎ、ガス抜きされた成形による品質の向上や、金型の寿命を短くしない射出成形機の型締力設定方法および型締力設定装置を提供する
【解決手段】状態2(設定型締力を下げると射出時の型締力最大増加量が増加する区間)から状態3(型締力最大増加量が状態2よりも大きく増加する区間)の移行点の検出は、2区間の任意の2点で測定を行い、測定された型締力最大増加量Amax、と型締力最大増加量Bmaxを取得し、線形近似式Fmax=a*Fs+bを求め、状態2にある設定型締力Cは測定された型締力最大増加量Cmax≦(a*C+b)+βを満たし、状態3にある設定型締力Dは測定された型締力最大増加量Dmax>(a*D+b)+βとなることから、状態3に移行したことを判別でき、適正な型締力は状態2から状態3へ移行したときの設定型締力を基に設定することができる。
(もっと読む)
射出成形機
【課題】射出成形機において、固定プラテンの熱分布の不均一化を低減すること。
【解決手段】射出成形機は、フレームFrと、固定金型が取り付けられる第1の固定部材11と、第1の固定部材と対向して配設され、センターロッド39が貫通する第2の固定部材13と、可動金型が取り付けられる第1の可動部材12と、第1の可動部材とセンターロッドで連結されて第1の可動部材と共に移動する第2の可動部材22と、を備え、第2の固定部材と第2の可動部材は、電磁石による吸着力で型締力を発生させる型締力発生機構を構成し、第1の固定部材とフレームとの間に、第1の固定部材からフレームへの熱の伝達を抑制する熱伝達抑制手段を備える。
(もっと読む)
射出成形機
【課題】渦電流の流路を適切に遮断して応答性を高めること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材13’と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、を備え、第2の固定部材と第2の可動部材は、電磁石による吸着力で型締力を発生させる型締力発生機構を構成し、第2の固定部材及び第2の可動部材のうちの少なくともいずれか一方の部材は、2つ以上の分割体13A’13B’を結合して構成される。
(もっと読む)
歪センサの取り付け構造及び歪測定装置
【課題】 本発明は、より簡易で部品点数の少ない態様で、歪センサを歪計測対象部材に押圧することができる歪センサの取り付け構造の提供を目的とする。
【解決手段】 射出成形機の構成要素である歪計測対象部材に取り付けられる歪センサの取り付け構造において、歪計測対象部材に磁力により吸着されて設けられる磁石を備え、歪センサは、歪計測対象部材の表面と磁石との間に挟まるように設けられることを特徴とする。
(もっと読む)
射出成形機
【課題】渦電流の流路を適切に遮断して応答性を高めること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材13と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、を備え、第2の固定部材と第2の可動部材は、電磁石による吸着力で型締力を発生させる型締力発生機構を構成し、第2の固定部材及び第2の可動部材のうちの少なくとも一方の部材は、鋳造物により構成され、該鋳造物は、電気伝導率が所定値より低い物質からなる低電導性層80を含んで構成される。
(もっと読む)
射出成形機
【課題】電磁石による吸着力で型締力を発生させる型締力発生機構を採用しつつ、ストッパ機構を構成する棒状部材の長さを最小限に抑えること。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、第1の固定部材と対向して配設される第2の固定部材と、可動金型が取り付けられる第1の可動部材と、第1の可動部材と連結されて第1の可動部材と共に移動する第2の可動部材と、第2の可動部材と第2の固定部材との間に設けられ、第2の可動部材及び第2の固定部材のうちのいずれか一方に一端が固定されると共に、第2の可動部材及び第2の固定部材のうちの他方まで他端が延在する棒状部材と、棒状部材と係合する係合位置と棒状部材から離脱する離脱位置との間で移動可能な係止部材であって、係合位置にあるときに第2の可動部材の移動を防止する係止部材と、を備える。
(もっと読む)
型締力検出部を有する射出成形機
【課題】リアプラテンの表面でタイバーとタイバーの中間部に歪センサを押し当てて歪量を測定し型締力に換算することで、正確かつ容易に型締力を測定することが可能な型締力検出部を有する射出成形機を提供すること。
【解決手段】固定プラテン32、可動プラテン30およびリアプラテン20を備え、固定プラテン32とリアプラテン20が複数本のタイバー12,14,16,18で結合され、可動プラテン30は複数本のタイバー12,14,16,18に摺動可能に支持され、リアプラテン20に設けられた、可動プラテン前後進用モータ22,ボールねじ軸26、トグル機構28などから構成される型締機構によって可動プラテン30を固定プラテン32に対して前後進可能とした射出成形機において、歪量を検知する歪センサ10を、前記リアプラテン20の表面において前記複数本のタイバーのうちの、少なくともいずれか2つの隣り合うタイバーの中間部であって、前記リアプラテン20の表面に押し当てる取り付け部材を介して取り付ける。
(もっと読む)
射出成形機
【課題】必要な型締力を維持しつつ、コイルを効率的に冷却することができる射出成形機の提供。
【解決手段】射出成形機は、固定金型が取り付けられる第1の固定部材と、前記第1の固定部材と対向して配設される第2の固定部材13と、可動金型が取り付けられる第1の可動部材と、前記第1の可動部材と連結されて前記第1の可動部材と共に移動する第2の可動部材22と、を備え、前記第2の固定部材13と前記第2の可動部材22とで型締力を発生させる型締力発生機構を構成し、前記型締力発生機構を構成する前記第2の固定部材13と前記第2の可動部材22の間に冷却用の流体を導入する流体導入手段80を有する。
(もっと読む)
電動プレス成形機の制御方法及び樹脂成形体の製造方法
【課題】設定型締め力が小さい場合であっても金型の型閉じ速度を安定させる。
【解決手段】本発明に係る電動プレス成形機1の制御方法は、サーボモーター7,8を駆動源とする直圧式の電動プレス成形機1を用い、金型2A,2Bに加わる型締め力が設定型締め力Gに達するまで金型2A,2Bを閉じて熱可塑性樹脂を賦形する賦形工程と、賦形工程の後に、設定型締め力Gによる金型2A,2Bの型締めを行う型締め工程とを備え、賦形工程では、金型2A,2Bの型閉じ速度が予め設定された設定速度Vに達するまでサーボモーター7,8の定格トルクの100%以上のトルクである速度安定トルクTvを制御許容値としてサーボモーター7,8を駆動させて金型2Aの位置制御を行う。
(もっと読む)
射出成形機
【課題】モータに備えられるブレーキ部の状態を検知可能な射出成形機を提供すること。
【解決手段】モータ部35およびモータ部35を制動可能なブレーキ部36を有するモータ33と、モータ部35およびブレーキ部36を制御する制御装置50とを有する射出成形機10において、制御装置50は、ブレーキ部36によってモータ部35を制動した状態で、モータ部35に所定の出力を生じさせ、モータ部35の回転を検出する回転検出部37からの情報に基づいて、ブレーキ部36の状態を検知する検知部51を有する。
(もっと読む)
トグル式型締装置の型厚調整方法
【課題】1ランク下の容量の小さい型厚調整用モータによっても、型厚調整ができるトグル式型締装置の型厚調整方法を提供する。
【解決手段】型厚調整用モータにより、型厚調整をするときは、タイバーナットを「型厚減」または「型厚増」の方向に駆動しなければならないが、「型厚減」の方向への初動回転抵抗は大きい。これに対し「型厚増」の方向への駆動抵抗は一般に小さい。そこで、型厚調整をするときは、タイバーナットを一旦「型厚増」の方へ設定時間あるいは設定角度だけ駆動して初動回転抵抗を取り去っておいてから、実際の調整を実施する。または、許容始動電流値と、計測される始動電流値とを比較して、始動電流値が小さいときはそのまま調整し、大きいときは逆方向に所定量駆動してから調整する。
(もっと読む)
射出成形機の型締装置
【課題】金型を大型化することなく、成形品のバリや肉厚の増加などを抑制する。
【解決手段】型締装置は、固定金型5を取り付け可能な第1の取付部15と、可動金型4を取り付け可能な第2の取付部16と、第1の取付部に関して第2の取付部とは反対側に設けられた固定盤9と、第1の取付部と固定盤との間に設けられた少なくとも1つの可動ブロック12と、可動ブロックを移動可能にし、且つ可動ブロックを所定の位置で固定する駆動機構11と、を備えている。第2の取付部16は、可動金型を固定金型に当接および離間させるように第1の取付部15に対して移動可能である。可動ブロック12は、第1の取付部側の一面17と、当該一面17に対して傾斜した固定盤側の一面18との両方に接触する。駆動機構11は、固定盤側の一面18から第1の取付部側の一面17までの距離を調節可能なように可動ブロック12をスライド移動可能にする。
(もっと読む)
導光板及び導光板の平面度を向上させる方法
【課題】薄く且つある程度の大きさを有しながら、厚みムラの小さい導光板を提供する。
【解決手段】本発明の導光板は、厚みが0.1mm以上1mm以下であり、画面サイズ(L)と厚み(T)との比(L/T)が70以上の平板状でありながら、レーザー顕微鏡を用いて導光板中心部分の凸部の高さを測定し完全充填されている場合の高さを転写率100%とした場合に、転写率が95%以上になる。本発明の導光板は、例えば、射出加速度制御部、最大射出速度制御部、減速度調整部、型締め力制御部を備える射出成形機を用いて製造することができる。
(もっと読む)
1 - 20 / 288
[ Back to top ]