
Fターム[4F202CM04]の内容
プラスチック等の成形用の型 (108,678) | 成形品の取出し (3,229) | 型内に設けられた突出し機構 (983) | 突出しピンによるもの (543) | 特殊な機能を有する突出ピン (186) | 流体の導出口を有する (44)
Fターム[4F202CM04]に分類される特許
1 - 20 / 44
繊維強化樹脂成形体の製造装置
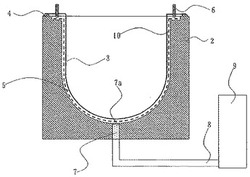
【課題】 繊維強化樹脂の成形工程においてガラスクロス等の基材がずれてしまうことが抑制され、また、成形後の脱型工程において、より簡便な方法で繊維強化樹脂を金型から取り外すことができる繊維強化樹脂成形体の製造装置を得ることを目的とする。
【解決手段】 金型2には内部と外部を貫通する穴を設け、この穴に通気性を有する入れ子7を嵌めこむ。金型2に繊維クロス10を保持させるクロス設置工程では、入れ子7を介して金型2内の空気を吸引する。樹脂注入パイプ6から樹脂を流し込み、繊維クロス10に含浸させ硬化した後、繊維強化樹脂成形体を脱型する。この脱型の際には、入れ子7を介して金型2内に空気を流入させることにより、脱型が簡便に行える。
(もっと読む)
注型成形品エジェクト装置

【課題】排出口を有する成形品を容易に脱型させることができる注型成形品エジェクト装置を提供することである。
【解決手段】上金型2と下金型3の間のキャビティ13内で成形品10が形成されると、成形品10の排出口10a部分に配置された閉塞板4で上金型2と成形品10を押圧し、成形品10から上金型2を外すと共に成形品10を部分的にリフトさせる。すなわち成形品10は自身の弾性によって変形し、排出口10a付近の部位が下金型3から剥離し、排出口10a付近以外の部位は下金型3に付着した状態を保っている。そのため、成形品10と下金型3の間には隙間11が形成される。そして、成形品10と下金型3の間の隙間11に加圧気体12を供給する。加圧気体12は隙間11にくさびのように入り込み、成形品10は下金型3から滑らかに脱型する。
(もっと読む)
成形装置及び成型方法
【課題】溶融した樹脂を射出して冷却成形する金型において金型から成型品を離型する際の変形の発生を抑制する成形装置及び成型方法を提供する。
【解決手段】成形装置は気体を金型の温度に基づく所定の範囲内の温度にして保持する気体保持手段と気体保持手段に保持された気体を圧縮する気体圧縮手段と圧縮された気体を成型品の表面に吹き当たるように制御し成型品の表面に当接する開閉手段を備える。
(もっと読む)
射出成形装置
【課題】熱効率を向上させることができる射出成形装置の提供。
【解決手段】金型12を通ってキャビティ11に開口する挿入穴30と、挿入穴30のキャビティ11への開口部を開閉可能な楔形の頭部31を有して挿入穴30に挿入される突出ピン32と、突出ピン32の頭部31とは反対側に固定されるエジェクタプレート33と、エジェクタプレート33を介して突出ピン32をキャビティ11内に突出させる突出機構34とを有し、突出ピン32は、凹部31aが形成された頭部31と頭部31から延びる軸部40とを有するピン本体37と、軸部40が挿入され軸部40との間に頭部31の凹部31aに連通する送風通路47を形成するスリーブ38とが一体化されて構成され、エジェクタプレート33内には送風通路47に連通する連通路57が形成され、連通路57に熱風送風手段60が接続されている。
(もっと読む)
射出成形方法
【課題】溶融樹脂に気体を吹き込んで樹脂製品を中空成形する場合であっても、材料の歩留まりがよい射出成形方法を提供すること。
【解決手段】射出成形方法は、ショートショット状態となるようにキャビティ50の一方から射出によって溶融樹脂Mを注入する第1の工程と、この第1の工程が終了する直前または第1の工程の後に、キャビティ50の一方から第1の気体を吹き込む第2の工程と、この第2の工程の後に、キャビティ50の他方から第1の気体の圧力より高い圧力を有する第2の気体を吹き込むと共に、この吹き込んだ第2の気体をキャビティ50の一方から排出する第3の工程とを備えている。
(もっと読む)
射出成形金型
【課題】金型により成形する成形品に応じて適切な力によって離型することができるようになり、成形品に白化やクラックなどの損傷が生じることがない射出成形金型を提供すること。
【解決手段】型締めされた状態においてキャビティ13が形成される可動側金型11と固定側金型12とピン穴15と突出しピン14とを備える射出成形金型1であって、突出しピン14は突出しピン14にかかる応力を計測する計測部を有し、突出しピン14がピン穴15に挿通しているときに突出しピン14とピン穴15との相対向する側周面間に形成される間隙17を通してキャビティ13にエアーを給気する送風部18と、間隙17を通してキャビティ13にエアーを給気するときの送風条件を計測部の計測値に基づいて制御する送風制御部19とをさらに備える構成とする。
(もっと読む)
樹脂成形品の成形装置、および樹脂成形品の成形方法
【課題】見栄え品質の不良あるいは低下を招くことなく、樹脂成形品の離型を容易に行い得る樹脂成形品の成形装置、および樹脂成形品の成形方法を提供する。
【解決手段】樹脂成形品の成形装置20は、キャビティ33に連通するゲート部34が形成された成形型30と、溶融樹脂材料11を充填する射出装置40と、ゲート部に開口する噴出口51からゲート部内にエアーを噴出するエアーエジェクタ50と、成形型に形成され、ゲート部から噴出口を間に挟むように対をなして窪んで伸びる掘り込み部35と、を有している。掘り込み部に充填した溶融樹脂材料によって、噴出口を間に挟むように対をなして突出する壁形状のリブ12を形成する。そして、成形型に密着している樹脂成形品10と成形型との間に、噴出口から噴出したガスをリブによって案内して、樹脂成形品の少なくとも一部を成形型から離型させる。
(もっと読む)
樹脂成形品の成形方法、および樹脂成形品の成形装置
【課題】成形型に設けたガスエジェクターのガス噴出口内に樹脂材料が漏れ込むことを防止することによって、離型作業時に樹脂成形品に伸びや切れが発生することを防止し、樹脂成形品の外観品質の低下を防止し得る樹脂成形品の成形方法、および樹脂成形品の成形装置を提供する。
【解決手段】樹脂成形品の成形装置300は、第1の成形面311が形成されたコア型310と、型締めによって第1の成形面311との間にキャビティ340を形成する第2の成形面321が形成されたキャビ型320と、樹脂成形品530をコア型から離型する離型用ガスを噴出するガス噴出口351を第1の成形面に備えるガスエジェクター350と、塗膜362を形成する塗料を第2の成形面に塗布するとともに塗料をガス噴出口を覆うシール部351を形成するように第1の成形面に塗布する塗布用ガンと、溶融した樹脂材料を注入する注入手段370と、を有している。
(もっと読む)
エジェクターピンの周囲を使って射出成形機の金型に窒素ガスを送り込む方法および装置
【課題】 キャビティ内に窒素ガスを送り込むだけでは、どうしても空気を追い出すのに時間がかかっていた。 また、時間をかけたとしても、キャビティ内の空気を完全に追い出すことが出来ない場合もあった。
【解決手段】 射出成形機100の金型111、112によって形成されたキャビティ110aに、エジェクターピン124の周囲を使って減圧しながら、そこにエジェクターピン124の周囲を使って窒素ガスを送り込み、少なくとも金型111、112をタッチさせた状態で減圧と窒素ガスを送り込むことを終了してから、その後キャビティ110aに溶融した樹脂を送り込むことを特徴としている。
(もっと読む)
射出成形装置用金型。
【課題】 射出成形品の離型の際、キャビティと成形品との間に真空状態の空間が生じないようにする。
【解決手段】 エジェクターピン106のストレート部106Sの上端にはテーパー部106Tを、また、ストレート部106Sの表面には、ガスベント108を設け、一方、可動側キャビティ103に設けたエジェクト穴103EHの上側には、前記エジェクターピン106のテーパー部106Tと同一テーパーを有するテーパー穴部103EHTを、また、エジェクト穴103EHの位置決め穴部103EHIの下側には、位置決め穴部103EHIより大口径の裏逃がし穴部103EHUを設け、更に、該裏逃がし穴部103EHUとエジェクターピン106に設けた前記ガスベント108とが、エジェクターピン106のエジェクトストローク時に常時連通している様に設定した。
(もっと読む)
射出成形装置および射出成形方法
【課題】樹脂製の中空成形体を雄金型から容易に外すことが可能となる技術を提供することを目的とする。
【解決手段】 射出成形装置20であって、雌金型400と、雄金型500とを備え、前記雄金型500は、雄金型本体501と、前記雄金型500の頂部に配置され、前記雌金型400と前記雄金型500との間のキャビティ310に成形される中空成形体300を押し上げるための押し上げコア510と、前記押し上げコア510に設けられ、前記押し上げコアが前記中空成形体300を押し上げたときに前記中空成形体300と前記雄金型500との間に生じる隙間700にエアを吹き出すためのエア吹き出し口537と、を有し、前記射出成形装置20は、さらに、前記押し上げコア510を前記雄金型500の頂部方向に押し上げる押し上げ装置520、525を備える。
(もっと読む)
光学素子の製造方法及び光学素子成形金型
【課題】光学面の変形を抑えつつ、成形金型からの離型を確実に行うことができる光学素子の製造方法を提供すること。
【解決手段】樹脂成形品MPのレンズOLの突き出し工程において、圧縮された気体を可動金型42の先端面先端に設けられた開口73から流出させることにより、レンズOLを可動金型42から容易に突き出すことができる。気体を収容する気体圧縮室71が、可動金型42のコア型62内部に設けられているため、気体圧縮室71内の気体の温度と可動金型42の温度とが正確に等しい状態となり、圧縮した気体とレンズOLとの温度差が低減し、温度差に起因するレンズOLの変形を防ぐことができる。これにより、可動金型42からレンズOLを精度よく離型することができる。
(もっと読む)
光学部品製造装置
【課題】エジェクタピンの先端面をレンズ部等の光学機能面を転写する成形面として利用する光学部品の製造装置において、板状本体の面上に複数のレンズ部を有したマイクロアレイレンズのような光学部品を転写性よく、成形品離型時における変形、反りを抑制しつつ射出成形する。
【解決手段】固定側金型2に向けて進退可能に構成され金型閉止時に第1のキャビティ3と連通することにより光学部品成形用のキャビティ本体Cを形成する第2のキャビティ11を有した可動側金型10と、可動側金型を貫通し且つ一端を第2のキャビティの成形面に開口させた複数のエジェクタピン挿通穴20と、該各エジェクタピン挿通穴内に進退自在に支持されて一端面を一端開口から第2のキャビティ内に突出可能に構成されたエジェクタピン25、30と、複数のエジェクタピンのうちの光学部品の光学機能面に対応する位置にある成形・離型兼用エジェクタピン25の先端部に光学機能面形成部25aを設けた。
(もっと読む)
射出成形装置及び射出成形方法
【課題】既存の射出成形設備の有効利用を図ることによって射出成形設備の設備コストの増大を招くことなく、射出成形品の外観に現れるヒケの発生を効果的に低減させる。
【解決手段】突当て面7が成形空間21の壁面22と面一になる成形位置Oと、前記成形位置Oから所定ストロークS退避した退避位置Pと、前記成形位置Oから突出した突出位置Qとの各位置を取るように移動可能なエジェクタピン5と、前記エジェクタピン5が前記退避位置Pに移行した時に、該エジェクタピン5の突当て面7が成形空間21との間に形成される空間部8と、前記空間部8に流入した樹脂原料Cを保圧後、前記エジェクタピン5を前記退避位置Pから前記成形位置Oへ移行させることによって成形空間21内に流入させる圧縮機構部9とを備える。
(もっと読む)
繊維強化プラスチックの脱型方法、製造方法
【課題】FRPの成形において脱型時間を短縮して成形全体にかかる時間の短縮を図るほか、成形体が薄いものであったり、サンドイッチ構造を含むものであったりしても成形体の意匠面を傷つけずに、脱型装置およびFRPの成形方法を提供すること。
【解決手段】成形された繊維強化プラスチックを成形型から取り出す脱型方法であって、前記成形型もしくは該成形型に設置されたシリンダーに収納された稼動可能なエジェクターピンによって、前記繊維強化プラスチックを押し出して、該繊維強化プラスチックと成形型の間に隙間を設けながら、該隙間に気体を送りこんで、前記繊維強化プラスチックを前記成形型から取り出すことを特徴とする繊維強化プラスチックの脱型方法。
(もっと読む)
転写方法
【課題】本発明は、微細構造を成形部材に転写した際に、成形部材に転写した微細構造の形状や寸法を損なうことなく成形部材をスタンパから容易に離型させることができる転写方法を提供することを課題とする。
【解決手段】スタンパに形成された微細構造を成形部材の表面に転写する。第1の微細構造が形成された第1のスタンパ2Aaの第1の面を成形部材の第1の面1aに押圧して、第1の微細構造2Aaを成形部材1の第1の面1aに転写する。第1のスタンパ2Aに付着した成形部材1の第1の面1aとは反対側の第2の面1bに吸引力を加えることにより、成形部材1を第1のスタンパ2Aから離型させる。
(もっと読む)
射出成形装置及び射出成形品の冷却方法
【課題】入れ子を有しない射出成形装置の金型に対しても適用でき、射出成形品の冷却効率を向上させ、成形サイクルの短縮を図ること。
【解決手段】突当て面7が成形位置Oと、成形位置Oから所定ストローク退避した退避位置Pと、成形位置Oから突出した突出位置Qとの各位置をとるように移動可能なエジェクタピン5と、エジェクタピン5が退避位置Pに移行したときに、エジェクタピン5の突当て面7とキャビティ20との間に形成される空間部8と、空間部8内に冷媒Bを導入する導入流路9と、空間部8内に導入された冷媒Bを外部に排出する排出流路10とを備えている。
(もっと読む)
成形品離型方法及びモールド金型
【課題】成形品の離型性を向上させた成形品離型方法を提供する。
【解決手段】金型凹部5の一部に連絡する貫通孔に進退可能に設けられ先端側外周面が末広がり状に傾斜するテーパー面8bを有するクリアランスピン8を金型凹部5側へ突出させることで、当該クリアランスピン8とインサートブロック4との間に第1の隙間11が形成されるのみならず成形品13と金型凹部5との間に第2の隙間14が形成され、第1の隙間11を通じて第2の隙間14へ圧縮ガスが送り込まれて成形品13の離型を促進する。
(もっと読む)
プレス成形装置
【課題】空気中に浮遊する異物の混入を防止することで、成形品の外観不良を低減するプレス成形装置を得ることを課題とする。
【解決手段】上部金型14を下降させて、凹型部14AがSMC24に接触する前に、上部金型14と下部金型12の間に、空気孔26から空気を噴射させる。これにより、上部金型14と下部金型12の間には、内側から外側へ向かって気流が発生する。したがって、上部金型14と下部金型12の間の浮遊物質Pが、上部金型14と下部金型12の外側に吹き飛ばされるので、SMC24がプレスされる際に、浮遊物質PがSMC24に付着することがないので、FRP成形品22に外観不良が発生するのを防止できる。
(もっと読む)
熱転写プレス成形装置、及び熱転写プレス成形金型
【課題】スタンパから被成形物を容易に離型できるようにする技術を提供する。
【解決手段】プレス固定部11とプレス可動部61に、スタンパ19、69を装着可能な金型上部7と金型下部6とを有し、金型上部7と金型下部6とは、スタンパ19、69に接触する熱転写後の材料25をスタンパ19、69から離れる方向に押出可能なノックアウトピン31a、31b、31c、31d、81を備え、ノックアウトピン31a、31b、31c、31d、81は、材料25を押出可能な位置の近傍においてエアーを噴出し可能なエアー噴出し部49aを有するように構成する。
(もっと読む)
1 - 20 / 44
[ Back to top ]