
Fターム[4F202CQ09]の内容
プラスチック等の成形用の型 (108,678) | インサート物、表面材の位置決め、保持 (2,700) | 無定形物の型面への保持(←顔料の) (16)
Fターム[4F202CQ09]に分類される特許
1 - 16 / 16
複合部品の製造方法及び複合部品

【課題】様々な基材を用いても簡易な方法で基材と樹脂部材とを機械的結合できる複合部品の製造方法及び複合部品を提供する。
【解決手段】金属パイプ2を配置した金型10内に、金属パイプ2の表面の少なくとも一部を覆うように溶融樹脂を射出して冷却することで、金属パイプ2と樹脂部材3が一体化された複合部品1を得る複合部品1の製造方法であって、金属パイプ2の表裏面を貫通する貫通孔2aを設け、当該貫通孔2aを塞ぐように金属パイプ2の表面側Fにシート材4を配置した状態で表面側Fに溶融樹脂を射出することで、射出した溶融樹脂によってシート材4を貫通孔2a内に押し込んで金属パイプ2の裏面側Rに膨出させ、貫通孔2aの裏面側Rの開口径よりも大径の係合突起5となる膨出部を形成することにより、係合突起5によって金属パイプ2と樹脂部材3とが結合された複合部品1を得る。
(もっと読む)
開口部の多い物の内面樹脂被膜形成法

【課題】 流動樹脂粉を使い、開口部が3ヶ所以上ある物を、回転せずに内面に樹脂被膜を形成し、残留樹脂の掃除ができる実用的な方法を得ること。
【解決手段】 開口部の1ヶ所に入口管と出口管を接続し、他の開口部には出口管を接続して、流動樹脂粉を流し内面に樹脂被膜を形成する。
均一な厚さの樹脂被膜を得るために、各開口部から出口管に流れる管路に流量調節弁を設けて流動樹脂粉の流量を調節する。
出口管へ流れた流動樹脂粉は、集塵機で樹脂粉と空気に分離して回収する。
樹脂被膜が形成されたならば流動樹脂粉の流れを止め、今度は空気を入口管から吹込んで残留樹脂粉を掃除する。樹脂粉の堆積がある場合は、これを吹飛ばす空気の吹込管を出口管に設けて堆積樹脂粉を掃除する。
(もっと読む)
樹脂成形装置、及び、樹脂成形方法
【課題】第1成形型に沿わせた加飾シートを貫通させて溶融樹脂を吐出して成形品を形成するにあたり、簡単に、且つ、確実に、経済的に行えるようにする。
【解決手段】バルブピン3の出退によって樹脂吐出ゲートGaの開閉切替が可能なバルブゲートG2を備えた第1成形型T2と、第1成形型T2との間で樹脂成形用のキャビティCを形成する第2成形型Uと、成形される樹脂成形品の表面に加飾層2を形成する加飾シート6を、第1成形型T2のキャビティ面に沿わせて配置するシート送り装置とを備え、バルブピン3は、その先端部3aが、樹脂吐出ゲートGaを閉じる状態において第1成形型T2のキャビティ面よりキャビティCの内部に突出するように形成してあり、先端部3aが加飾シート6を貫通するよう加飾シート6を保持する保持機構Hが設けてある。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】粉粒体状樹脂を予め熱の伝わりやすい形態に仮成形することで、樹脂封止品質を保ちつつ樹脂封止装置における樹脂封止作業の高速化を可能とする。
【解決手段】粉粒体状樹脂102を用いて金型160で被成形品の樹脂封止をする樹脂封止装置100であって、離型フィルム116上で粉粒体状樹脂102を軟化させて半融着樹脂104とするホットプレート128と、粉粒体状樹脂102の反離型フィルム側の表面に接触せずに空隙を設けた状態で、半融着樹脂104を加圧・収縮させて予備的融着樹脂106を仮成形するエア吐出機構130と、を備え、離型フィルム116と共に予備的融着樹脂106が金型160に投入され、離型フィルム116が樹脂封止の際にも兼用される。
(もっと読む)
インサート成形品の製造方法
【課題】熱交換や湿度交換などの交換効率と生産性とが向上可能なインサート成形品の製造方法を提供する。
【解決手段】インサート成形品の製造方法は、薄膜状のインサート品111が吸引固定された可動側金型121と、ゲート125が形成された固定側金型122とで対をなして、インサート品111と接触する部分が曲面で構成された突起部分123が、可動側金型121と固定側金型122との間に形成されたキャビティ空間126に沿って、少なくとも可動側金型121と固定側金型122とのいずれかに形成された金型120を使用して、インサート品111を突起部分123で圧縮させた状態で、ゲート125からキャビティ空間126に成形樹脂112を射出する。
(もっと読む)
マスキング治具およびマスキング方法
【課題】塗布領域とマスキング治具の間で塗料が連続的に形成されることを抑制し、樹脂成形品の外観品質の低下を抑えることが可能なマスキング治具およびマスキング方法を提供する。
【解決手段】金型または製品の塗布領域S1とマスク領域S2との境界付近で塗布領域S1から落ち込んでマスク領域S2となる段差部7が形成された金型または製品の、前記境界付近に配置されるマスキング治具であり、前記段差部7の縦壁面26に対面する立上り部38と、前記塗布領域S1を間隔Xを隔てて覆うように前記立上り部38から張り出す張り出し部39と、を有している。
(もっと読む)
熱可塑性複合材料のテープ載置の方法
熱可塑性複合材を成形型(1)に積層状に載置する方法において、この方法は、成形面(3)を有する成形型を提供する工程であって、成形型の少なくとも一部が多孔質材料を含む工程と、成形面に負圧を生成するように多孔質材料(5)に負圧を印加する工程と、熱可塑性複合材料の最初の層(8)を成形面上に載置する工程であって、熱可塑性複合材料が成形面での負圧により成形面に対して保持される工程と、熱可塑性複合材料をコンソリデーションにより圧着する工程とを含む。 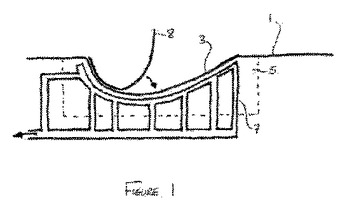 (もっと読む)
(もっと読む)
表皮材製造方法
【課題】製品品質の向上を図ることができる表皮材製造方法を提供する。
【解決手段】本発明の表皮材製造方法は、キャビティ5に形成した塗膜9の溶媒の割合が、所定値以下となったとき、キャビティ内に樹脂20を注入することを特徴とする。
(もっと読む)
二層中空成形品の成形方法
【課題】内層と外層の2層の肉厚が均一な曲管パイプを射出成形にて得る。
【解決手段】第一の金型のキャビティ1内に、第一の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第一の溶融樹脂を押し出させ、次いで第一の溶融樹脂を固化させて中空体を成形する第一の成形工程と、第二の金型のキャビティ1内にインサートされた前記中空体7の中空部6に、前記第一の溶融樹脂とは異なる第二の溶融樹脂を射出した後、加圧ポート3から加圧流体を圧入して、フローティングコア2’を排出口4側に移動させると共に該排出口4から捨てキャビティ5に第二の溶融樹脂を押し出させる第二の成形工程と、を有する二層中空成形品の成形方法。
(もっと読む)
射出成形体の製造装置、燈体の製造装置および燈体
【課題】一の半製品を二種類の材料で構成することができる射出成形体の製造装置、手間をかけずに遮光領域を有した燈体を製造することができる燈体の製造装置、および遮光領域を確実に確保することができる燈体を提供する。
【解決手段】レンズ部を射出成形するための成形用金型56と、ハウジングを射出成形するための成形用金型57と、を備え、レンズ部とハウジングとを一次射出によりそれぞれ成形し、成形されたレンズ部とハウジングとを突き合わせた後、その突き合わせ部に二次射出して一体化成形可能に構成された燈体の製造装置50において、成形用金型56に、レンズ部の一部に凹陥部を形成して一次射出するとともに、凹陥部に遮光性材料を二次射出可能に構成された移動金型装置14が備えられている。
(もっと読む)
光空触媒のコーティングを有するポリウレタン成型品の製造方法。
【課題】ポリウレタン本体6aの外面又はポリウレタン本体6aに塗装した塗装膜6bの外面に対して接着力の高い光触媒のコーティング6c又は空気触媒のコーティングを有するポリウレタン成型品6を製造することにある。
【解決手段】上型1及び下型2からなる金型の成形面1a、2aに離型剤を塗布する工程と、塗布した離型剤を拭き取りつつ均一に伸ばす工程と、成形面1a、2aに塗布した離型剤の上に光触媒を塗布する工程と、成形面1a、2aに塗布した光触媒の上に塗料を塗布する工程と、金型のキャビティ4にウレタン原料を注入する工程と、樹脂化したポリウレタン成型品6を金型から取り出す工程とからなる、表面に光触媒のコーティング6cを有するポリウレタン成型品6の製造方法とする。
(もっと読む)
型内被覆成形用金型
【課題】 金型内に塗料を注入する前の段階で生じた塗料の硬化物が、塗料注入時に、固形物となって塗料の中を流れることより発生する外観不良を防止する。
【解決手段】 本発明による型内被覆成形用金型は、所望する形状の成形品を成形するための金型キャビティ15に、金型開閉方向に略平行な立ち面部Tを介し隣接する補助キャビティ18を形成して、補助キャビティ18に塗料注入口を設ける構成とした。本発明による型内被覆成形用金型は、前述の構成としたことにより、塗料注入時において、立ち面部Tに形成される塗料の流路厚み側寸法が、他のキャビティ部分に比較して小さくなり、塗料の硬化物が、その狭い流路部分に挟まってそれより先に流れることができない。従って、塗料の硬化物が、補助キャビティ18から金型キャビティ15内に流れ込むことを防止でき、その結果として優れた外観の型内成形品を得ることができる。
(もっと読む)
転写用機能性薄膜の形成用組成物およびそれを用いた機能性薄膜被覆樹脂成形体の製造方法
【課題】導電性、絶縁性、撥水性など所望の性質を付与するための機能性薄膜で被覆された成形体を得るための組成物、およびそれを用いた機能性薄膜被覆樹脂成形体の簡便な製造方法を提供すること。
【解決手段】機能性材料、および溶媒または分散媒を含有する、転写用機能性薄膜の形成用組成物が提供される。この組成物を金型表面に付与して、溶媒または分散媒を含む薄膜を形成し、この薄膜に溶媒または分散媒が残留している状態で該金型に樹脂を導入して成形を行うことにより、機能性薄膜をその表面の少なくとも一部に有する樹脂成形体が製造される。
(もっと読む)
伝動ベルトの製造方法、伝動ベルト及びその製造装置
【課題】ゴム原料をキャビティへ圧入し充填しても、コアー型に巻付けた心線がコアー型の長手方向へずれるといったピッチ乱れを起こさない伝動ベルトの製造方法を提供する。
【解決手段】ゴム原料を射出成形あるいはトランスファー成形によって金型内のキャビティに充満させて伝動ベルトを製造する方法にあって、未加硫のゴム層19を付着処理した繊維材料20を付着したゴム層19が外側になるようにコアー型14に被せ、ゴム層19に心線21を巻付けて心線21がゴム層19に喰い込むようにした後、コアー型14と外型2a、2bとの間に形成されたキャビティ13に熱可塑化したゴム原料をコアー型14に巻き付けられた心線21の並びと同方向へ圧入して充填し、加硫する。
(もっと読む)
金型、当該金型を有する射出成形装置、封止機構
【課題】熱可塑性樹脂の成形時に成形品の表面の任意の個所を改質する金型、射出成形装置及び封止機構を提供する。
【解決手段】固定金型と、前記固定金型とともにキャビティを形成する可動金型とを有し、前記可動金型は、前記キャビティと熱可塑性樹脂を前記キャビティに導入するゲートとを連通及び遮断するゲート形成部材を内蔵し、前記ゲート形成部材は、前記ゲート形成部材と一体で駆動するゲートシールの位置決め部材を有する射出成形用の金型において、前記ゲート形成部材は、前記可動金型に対して独立駆動でき、かつ、前記ゲートシールの位置決め部材により、前記ゲート形成部材の前記固定金型に対する相対距離をキャビティの開き量に拘わらず一定に維持することを特徴とする金型を提供する。
(もっと読む)
プラスチックレンズの製造方法
【課題】 インクジェット方式により顔料を用いて着色されたプラスチックレンズを製造する方法を提供する。
【解決手段】 レンズを成形するためのモールド型50の成形面51の側に、レンズ基材35と一体で離型される膜32〜34を形成するための組成物を付着させる膜付着工程と、これらの膜付着工程の後または間に、顔料40をインクジェット方式で付着させる着色工程と、モールド型50を合わせてレンズ基材35を形成する組成物を注入し、熱硬化する重合工程と、レンズをモールド型50から離型する工程とを有するプラスチックレンズの製造方法を提供する。顔料40をモールド型の中に塗布できるので、市販の顔料インクを用いて着色されたプラスチックレンズを製造できる。
(もっと読む)
1 - 16 / 16
[ Back to top ]