
Fターム[4F203AM32]の内容
プラスチック等の加熱、冷却、硬化一般 (12,681) | 成形装置、成形操作のその他の特徴 (280) | 特有の成形不良の防止技術 (168)
Fターム[4F203AM32]の下位に属するFターム
バリ防止 (41)
ひけ防止 (1)
そり防止 (8)
ウエルドライン防止、スパイダーマーク防止(←ゲート跡、フローマーク) (1)
Fターム[4F203AM32]に分類される特許
1 - 20 / 117
空気入りタイヤ及びタイヤ成形用金型
【課題】リムストリップとサイドウォールゴムとの界面及びその付近でのクラック等の製品不良を低減できる空気入りタイヤ及びタイヤ成形用金型を提供する。
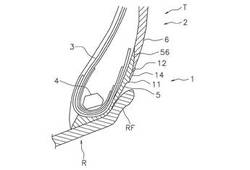
【解決手段】リム装着時にリムフランジRFの外周との間隔が一定となるようにタイヤ周方向CDに延びる第1周方向凸条11がビード部1のタイヤ幅方向外側に設けられた空気入りタイヤTにおいて、第1周方向凸条11よりもタイヤ径方向外側又は内側に間隔をおいて、第1周方向凸条11よりも突出高さの低い第2周方向凸条12がタイヤ周方向CDに延設され、かつ第1周方向凸条11と第2周方向凸条12とに連なる第1径方向凸条14がタイヤ径方向に延設されており、リムストリップ5とサイドウォールゴム6との界面56は、第1周方向凸条11と第2周方向凸条12との間でタイヤ外表面に達している。
(もっと読む)
タイヤの製造方法および製造装置

【課題】加硫したタイヤを加硫ブラダから抜き出して取出す際に、加硫ブラダを中心機構および加硫したタイヤのビード部に接触させることなく、タイヤを円滑に取出すことができるタイヤの製造方法および製造装置を提供する。
【解決手段】閉型したモールド9内部に配置されたグリーンタイヤGの内側に加硫ブラダ2を配置した状態で膨張させてグリーンタイヤGを加硫した後、モールド9を開型して加硫したタイヤTを加硫ブラダ2から抜き出して取り出すまでの間、制御手段10によって加硫ブラダ2の内部の真空引き操作を逐次制御して膨張収縮状態を調整することにより、加硫ブラダ2の内周面が中心機構4に接触することを防止しつつ、加硫ブラダ2の外周面が加硫したタイヤTのビード部Tbに接触することを防止する。
(もっと読む)
タイヤ、タイヤの製造方法及びタイヤ成型用金型のブレード
【課題】タイヤ成型用金型に取り付けられてタイヤのサイプを形成するためのブレードの改良により、タイヤのトレッドの踏面にベア不良を生じさせることを防止する。
【解決手段】ブレード10は、タイヤ成型用金型の踏面部に取り付けられ、タイヤの細溝の溝幅に相当する板厚を有する板状であり、この板厚を定める一方の表面11と他方の表面12とを貫通するクロスベント13を備える。このクロスベント13の貫通方向は、板厚方向に対して傾斜している。
(もっと読む)
タイヤ加硫金型
【課題】加硫成形後に金型からタイヤを離型させる際、スピューがベントホール又はベントピースの内周面から受ける抵抗を低減してスピュー切れを抑制できるタイヤ加硫金型を提供する。
【解決手段】タイヤの外表面を成形するタイヤ成形面1aに、加硫成形時にタイヤの外表面とタイヤ成形面1aとの間のエアを排出させるベントホール5が設けられたタイヤ加硫金型において、ベントホール5の内周面、又はベントホール5に嵌入される筒状のベントピース6の内周面に、0.03mm以下のスリット幅のスリット穴が形成されている。
(もっと読む)
ブラダーおよびそれを用いたタイヤ製造方法
【課題】カーカス層のスプライス部の存在に起因してサイドウォール部において発生する凹凸構造(バンピーサイド故障)を低減する空気入りタイヤの提供。
【解決手段】タイヤ成形時に使用するブラダーのカーカススプライス部が当接する部分に凹部を形成する。タイヤ成形時にブラダーに設けたこの凹部にカーカススプライス部を配置し、このカーカススプライス部にブラダーの凹部を、インナーライナー層を介して当接した状態で、ブラダー内部から加圧流体を供給しブラダーをインフレートして、グリーンタイヤを加硫する。このブラダー凹部は少なくともタイヤサイドウォール部内面に当節する範囲のブラダー部位に配置される。ブラダー凹部のサイズに関しては、タイヤ周方向長さはカーカススプライス長さの1〜5倍であり、凹部の最大深さはカーカス層厚さの0.5〜3倍であることを特徴とする。
(もっと読む)
タイヤ用加硫金型および自動二輪車用タイヤ
【課題】金型強度を確保し、ショルダー部根元付近やサイドウォール部でのクラックの発生を抑制することができ、さらに、走行性能の低下を抑制することができるタイヤ用加硫金型および自動二輪車用タイヤを提供する。
【解決手段】自動二輪車用タイヤを製造するためのトレッドセグメントと一対のサイドプレートとに分割されたタイヤ用加硫金型であって、前記自動二輪車用タイヤのショルダーブロックとサイドウォール部との間につなぎ部が形成され、かつタイヤ外側に凸となるようにトレッド部の溝底ラインを湾曲させるキャビティーを有し、トレッドセグメントとサイドプレートとの割り位置が、つなぎ部の外表面上に位置し、さらに、所定の条件を満足するように形成されているタイヤ用加硫金型。
(もっと読む)
生タイヤの加硫方法
【課題】ブラダークリースやブラダーパンクなどの欠陥の発生を抑制することができ、しかも生産性の低下を抑制することができる生タイヤの加硫方法を提供する。
【解決手段】ブラダーと、ブラダー内に加熱加圧媒体を給排気する給排気手段と、ブラダーの上端を支持した状態で昇降する上部リングとを備えたタイヤ加硫機を用い、生タイヤをシェーピングした後に加硫を行う生タイヤの加硫方法であって、上部リングを上昇させると共に、ブラダー内をバキューム状態にするタイヤセット準備工程と、ブラダーの外側に生タイヤをセットするタイヤセット工程と、ブラダーを生タイヤの内周面の全面にわたって適正な圧力で接触させるために、ブラダー内に加熱加圧媒体を供給すると共に、上部リングを下降させるシェーピング準備工程と、シェーピング準備工程の後、生タイヤのシェーピングを行うシェーピング工程を備える生タイヤの加硫方法である。
(もっと読む)
タイヤ加硫装置
【課題】ラグ部材の嵌め込み忘れを確実に防止するとともに、嵌め込み姿勢を適正化し、常に安定した形状のタイヤを精度よく得ることが可能なタイヤ加硫装置を提供する。
【解決手段】加硫済みのラグ部材が嵌め込まれる複数の凹部を有する金型と、該金型における複数の凹部に対応して埋設され、各凹部に嵌め込まれるラグ部材の表面と接触する受圧部が凹部を形成する表面から凹部内に突出し、受圧部の受圧動作により検出信号を出力する検出センサーとを備えた構成とした。
(もっと読む)
タイヤ製造装置およびタイヤ製造方法ならびにそれに用いるタイヤ加硫成形用ブラダー
【課題】グリーンタイヤの内面とブラダーとの間に残存したエアを効果的に排出できるタイヤ製造装置、タイヤ製造方法、タイヤ加硫成形用ブラダーを提供すること。
【解決手段】ブラダー14は、トレッド部成形領域1402、サイドウォール部成形領域1404、ビード部成形領域1406、取り付け部領域1408を有している。ビード部成形領域1406を構成するブラダー14の厚さは、トレッド部成形領域1402、サイドウォール部成形領域1404を構成するブラダー14の厚さに比べて大きい。ビード部成形領域1406を構成するブラダー14の厚さは、取り付け部領域1408側に近づくにつれて次第に大きくなる。取り付け部領域1408側のビード部成形領域1406の端部を構成するブラダー14の厚さは、ブラダー14の断面高さHの65〜95%の範囲に位置するブラダー14の厚さに比べて1.4〜2.0倍の寸法で形成されている。
(もっと読む)
空気入りタイヤの製造方法
【課題】サイプを成形するためのブレードにベント孔を設ける場合において、そのベント孔に基づいてゴム流れ不良による外観不良を効果的に防止すると共に、ベント孔内に形成されるゴム柱に起因するトレッド部の欠損を効果的に防止することを可能にした空気入りタイヤの製造方法を提供する。
【解決手段】金型10内に未加硫タイヤTを装填し、未加硫タイヤTを金型10の内面に向かって加圧しながら加熱して、トレッド部にサイプを備えた空気入りタイヤTを成形する方法において、金型10の内面にサイプを成形するためのブレード13を植え込み、該ブレード13にその厚さ方向に貫通する少なくとも1つのベント孔14を形成すると共に、ベント孔14をブレード13の一方の面13aに開口する凹部14aとブレード13の他方の面13bに開口する凹部14bと凹部14a,14bよりも狭く凹部14a,14bを互いに連通させる貫通部14xとから構成する。
(もっと読む)
タイヤ成形用金型およびタイヤの製造方法
【課題】エアー溜りによる外観不良を抑制する上で有利となり、しかも、タイヤの分割面の箇所に拘束されずにウェアインジケータを設けることができ商品価値を高める上で有利なタイヤ成形用金型とそれを用いたタイヤの製造方法を提供すること。
【解決手段】セクショナルタイプのタイヤ成形用金型10は、トレッド部を成形するための複数のセクター12を備えている。各セクター12は、トレッド面成形用金型面22と、溝成形骨24と、ウェアインジケータ成形用凹部26とを備えている。ウェアインジケータ成形用凹部26は、溝成形骨24の突出方向の先部に形成されている。ウェアインジケータ成形用凹部26は、底面2602と、両側の側面2604とを備えている。底面2602の延在方向の両側の箇所に、底面2602の幅方向の全長にわたって延在する凹部用エアー排出溝28がそれぞれ形成されている。
(もっと読む)
タイヤ加硫用モールドの製造方法
【課題】モールドに埋設される筒状体を用いて、排気機構として機能する微小すき間を別工程で形成することなく、モールドの鋳造とともに形成できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】板状体の両端部を突き合わせて形成した筒状体7を、その突き合わせた両端部7bが石膏鋳型16の表面16aに接するように配置した後、この石膏鋳型16の表面16aに溶融金属Mを流し込んで筒状体7を埋設したモールドを鋳造し、この鋳造の際の熱によって、突き合わせた両端部7bを開口させて微小すき間を形成して、この微小すき間をモールドのタイヤ成形面に露出させる。
(もっと読む)
タイヤ加硫用モールドの製造方法およびタイヤ加硫用モールド
【課題】モールドに埋設される筒状体を用いて排気機構となる微小すき間を備えたモールドをする際に、石膏鋳型に対する筒状体のセッティング作業を容易にして生産性を向上できるタイヤ加硫用モールドの製造方法およびタイヤ加流用モールドを提供する。
【解決手段】石膏鋳型11の表面に突設した板状の固定金具9の嵌合部9aに、板状体の両端部7bの内周面どうしを対向させて形成した筒状体7を、対向させた両端部7bを嵌合部9aに挿入して嵌合させて、対向させた両端部7bのすき間を狭くして、両端部7bの先端を石膏鋳型11の表面に接するように配置した後、石膏鋳型11の表面に溶融金属を流し込んで筒状体7をモールドに埋設するとともに、対向させた両端部7bの先端をモールドのタイヤ成形面に露出させ、モールドから固定金具9を除去して、対向させた両端部7bの間に微小すき間を設けたモールドを製造する。
(もっと読む)
タイヤ用モールド
【課題】ブロックがしっかりと固定され、使用後でも分解可能なモールドの提供。
【解決手段】内面にキャビティ面7が形成されたタイヤ用モールド1であって、間にスリット28を形成しつつ並列された複数の板状ピース13、14を有するブロック6と、ブロック6が嵌合されうる凹所21を有するホルダ5と、凹所21に嵌合されたブロック6を凹所21に対して着脱可能に固定する固定部材とを備えており、この固定部材が、ホルダ5を貫通してブロック6のピン穴19に係合しうる固定ピン20であり、固定ピン20を緩めることにより、ブロック6のホルダ5への嵌合及び取り外しが可能となる。
(もっと読む)
台タイヤ製造方法及びタイヤ製造方法並びに台タイヤ
【課題】未加硫の台タイヤの加硫において、加硫不足や過加硫が生じることを抑制し、均一な加硫度の台タイヤを得ることが可能な台タイヤ製造方法、及び、当該台タイヤを用いたタイヤ製造方法並びに台タイヤを提供する。
【解決手段】トレッドゴムを貼着するトレッド領域を有する加硫済み台タイヤの製造方法であって、未加硫の台タイヤを加硫金型により外側から包囲し、台タイヤにおけるサイド領域を第1加熱手段により加熱し、サイド領域よりもタイヤ厚さが厚いトレッド領域を第2加熱手段により加熱し、第2加熱手段によってトレッド領域に与えられる熱量が、第1加熱手段によってサイド領域に与えられる熱量よりも少なくなるように加硫成型するようにした。
(もっと読む)
連続加硫設備及び連続加硫方法
【課題】連続加硫の立上げ時の未加硫のゴム管のたるみに起因するトラブルの発生を防止して、円滑に連続加硫の立上げを行うことのできる連続加硫設備を提供する。
【解決手段】連続加硫設備22における押出機のヘッド30と加硫管32とを離隔して配置するとともに、加硫管32には、その先端側に構成されたシリンダ部62と、シリンダ部62に対しシール部材64を介して摺動可能に内嵌したスライド筒68と、スライド筒68の先端側に設けられ、ヘッド30に密着状態に接続される接続部72と、を備えて伸縮運動し、加硫管32と押出機のヘッド30とを連結及び連結解除可能な連結装置34を設けておく。
(もっと読む)
積層ゴムの加硫後物性シミュレーション方法
【課題】大変形時の加硫後の積層ゴムの物性を予測することができるシミュレーション方法を提供する。
【解決手段】2枚の鉄板でゴム部材を挟持した試験体を作製し(100)、これを種々の温度履歴で加硫して得られた試験体の加硫度と加硫後の剪断弾性率とを求めて(102)、ゴム部材の加硫後の物性パラメータを近似した、温度と加硫度とをパラメータとする物性パラメータ関数を作成する(106)。3次元FEMモデルに加硫条件を与えて伝熱解析して、各要素の温度と加硫度との時間変化をそれぞれ予測し(110、112)、各要素について求められたゴム部材の要素の温度と加硫度の予測値をパラメータとして物性パラメータ関数に与えて算出される物性パラメータを、3次元FEMモデルのゴム部材を構成する各要素に与えると共に(114)、境界条件を与えて構造解析を行って、ゴム部材の各要素の物性値を推定する(116)。
(もっと読む)
タイヤ用モールド
【課題】ベアの発生率およびゴムカスのガス抜き路への進入の発生率を低く抑えることができるタイヤ用モールドを提供する。
【解決手段】ビードリングは、キャビティ面と、キャビティ面の反対側に位置する外側面と、キャビティ面と外側面とをつなぐ外周面とを有し、外周面を、ビードリングの厚み方向で二分して、一方の領域をキャビティ面と隣接する第1外周面とし、他方の領域を外側面と隣接する第2外周面とし、第1外周面にローレット加工によるローレット加工溝を形成することにより、第1外周面とサイドプレートとの間に第1隙間が形成され、第2外周面の外径寸法を、第1外周面の外径寸法よりも小さくすることにより、第1外周面とサイドプレートとの間に第2隙間が形成され、外側面に複数のベント溝を形成することにより、外側面とサイドプレートとの間に第3隙間が形成され、第1〜第3の隙間により、ガス抜き路が形成されていることを特徴とする。
(もっと読む)
タイヤおよび該タイヤの加硫装置
【課題】スピュー49の基端周囲におけるゴムの欠落を抑制することで外観不良を効果的に抑制する。
【解決手段】スピュー49の周囲でタイヤTの外表面に凹部50を形成するとともに、該凹部50の底面50aからスピュー49を突出させる一方、該スピュー49の先端をタイヤTの外表面より半径方向内側に位置させることで該スピュー49の基端側を凹部50内に位置させたので、タイヤTがストッパー等に衝突してスピュー49に大きな外力が作用しても、この外力はスピュー49の基端から凹部50の深さe分以上離れた位置に作用することになる。この結果、スピュー49は基端と外力の作用点との間で屈曲変形して前記外力が吸収分散される。これにより、ゴムが加硫直後の脆弱なものであっても、スピュー49がその基端周囲におけるゴムと共にもげて欠落するような事態が抑制される。
(もっと読む)
タイヤの製造方法
【課題】生産性を損なうことなく、高品質なタイヤを安定に生産しうるモールド12の提供。
【解決手段】このモールド12は、ベントピース16を備える。ベントピース16は、端面30と、外部と連通するベントホール50とを備える。ベントピース16は、シリンダー32と、このシリンダー32に挿入されるプラグ34とから構成される。プラグ34は、上記ベントホール50と、第一頂面38とを備える。ベントホール50は、第一頂面38から外向きに延在する。プラグ34は、上記第一頂面38を有するヘッド54と、このヘッド54から外向きに延在する軸部56とから構成される。シリンダー32は、第二頂面38と、この第二頂面38の内縁から外向きに延在する内面42とを備える。この内面42は、上記ヘッド54を支持しつつ上記軸部56を保持しうる。
(もっと読む)
1 - 20 / 117
[ Back to top ]