
Fターム[4F204AA42]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 樹脂材料等(主成形材料) (5,525) | 硬化性樹脂 (3,171) | 硬化性ポリウレタン(←通常) (749)
Fターム[4F204AA42]に分類される特許
81 - 100 / 749
電子写真装置用ブレード部材製造方法及び製造装置
【課題】硬化時間の速いポリウレタン組成物を用い高品質な電子写真装置用ブレード部材を連続的に成型する製造方法及び製造装置を提供する。
【解決手段】外周面に連続した成型用溝を形成した成型ドラムとエンドレスベルトを用いる電子写真装置用ブレード部材製造方法において、電子写真装置用ブレード部材が粘度が500〜3000mPa・sであるA)〜D)を含むポリウレタン組成物を硬化したポリウレタン樹脂であり、組成物の注入点は成型ドラムとエンドレスベルトが初めに接触する部分からエンドレスベルトの移動方向に対して上流側のエンドレスベルト上の成型用溝に対向する位置にある方法。A)ポリイソシアネートB)数平均分子量が1000〜4000のアジペート系ポリエステルポリオールC)分子量200以下の鎖延長剤D)イソシアヌレート化触媒20〜500ppm、ウレタン化触媒200〜1500ppm。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形部材を金型から脱型し易く、且つ発泡成形体の発泡成形時に補強材の凸部が変形することを防止することができる発泡成形部材及びその製造方法を提供する。
【解決手段】発泡成形体は、第1の部分3と、該第1の部分3から延出した第2の部分4,5とを有している。発泡成形体は、発泡合成樹脂が第1の部分3から第2の部分4,5に向かって膨張することにより成形されたものである。第2の部分5は、その延出方向の途中部が先端側よりも厚さが大きなものとなっている。第2の部分5に補強材10が配設されている。第2の部分5の途中部において、補強材10に、該第2の部分5の内部側へ膨出した膨出部13が設けられている。膨出部13の第2の部分5と反対側に、発泡成形体2の成形時に該膨出部13の変形を防止するための変形防止部材15が設けられている。
(もっと読む)
シートパッドの製造方法

【課題】成形型への小パッドの取付作業性を向上するとともに、シートパッド損傷のおそれを低減することができるシートパッドの製造方法を提供する。
【解決手段】成形型の内面に小パッド14を保持させておき、該成形型内に発泡原液を供給して発泡させることにより、パッド本体に小パッド14が一体化されたシートパッドを製造するに際し、成形型の内面に先端が拡大した横断面形状を持つ凸条28を設けておくとともに、小パッド14における成形型に対する取付け面14Aに凸条28が嵌合する凹溝30を設けておき、凸条28と凹溝30を嵌合させて小パッド14を成形型に保持させる。
(もっと読む)
合成樹脂発泡成形品の製造方法及び成形金型
【課題】 合成樹脂発泡成形品の製造において、欠肉等の充填不良の発生を可及的に防止して、複雑な形状の成形品であっても、効率的かつ安定した製造を可能にする合成樹脂発泡成形品の製造方法及び該製造方法を実施するための成形金型を提供する。
【解決手段】 合成樹脂発泡材料を金型内に注入し発泡硬化させて、所定形状の合成樹脂発泡成形品を得るに際し、上記金型のキャビティと連通する発泡ガス収容空間部を設けると共に、更にこの発泡ガス収容空間部に内圧が所定圧を超えた時に容積を拡大する圧力制御手段を付設し、上記発泡材料の発泡中に発生するガスを上記発泡ガス収容空間部に排出収容すると共に、該発泡ガス収容空間部の内圧が所定圧を超えた時に上記圧力制御手段により該発泡ガス収容空間部の容積を拡大し、金型キャビティ内の充填不良の発生を防止することを特徴とする合成樹脂発泡成形品の製造方法。
(もっと読む)
半硬質ポリウレタンフォーム形成性組成物、これを用いた車両用インストルメントパネルのクラッシュパッドの製造方法及びこの製造方法により得られる車両用インストルメントパネルのクラッシュパッド
【課題】本発明は、低臭気性でかつキュア性及び成形性に優れる半硬質ポリウレタンフォーム形成性組成物を提供することを目的とする。
【解決手段】
ポリオール組成物(A)、触媒(B)、ポリイソシアネート成分(C)及び発泡剤(D)を含んでなり、(B)の含有量が(A)の重量を基準として0.3〜1.5重量%である半硬質ポリウレタンフォーム形成性組成物。
ポリオール組成物(A):重合体ポリオ−ル(A1)及び/又はポリエーテルポリオール(A2)からなり、特定のポリエーテルポリオ−ル(a1)、(a2)及び(a3)を含有するポリオール組成物。
触媒(B):N,N−ジメチルアミノプロピルウレア及び/又はN,N−ジメチルアミノプロピルアミンからなる触媒。
ポリイソシアネート成分(C):MDI系イソシアネートの含有量が50〜100重量%であり、他のポリイソシアネートの含有量が0〜50重量%であるポリイソシアネート成分。
(もっと読む)
タンク、該タンクを用いた研磨パッドの製造方法
【課題】 エアーボイドのない品質のよい研磨パッドを作製するために用いられるタンク、該タンクを用いた研磨パッドの製造方法、及び該製造方法により得られる研磨パッドを提供することを目的とする。
【解決手段】 樹脂組成物を収容するためのタンクにおいて、前記タンクは、2つ以上の胴体部材を連結部を介して枠状に連結することで構成されており、少なくとも1箇所の連結部には、隣り合う胴体部材同士を両開き可能に連結する開閉部材が設けられており、他の少なくとも1箇所の連結部には、隣り合う胴体部材同士を開き戸状に連結する連結部材が設けられていることを特徴とするタンク。
(もっと読む)
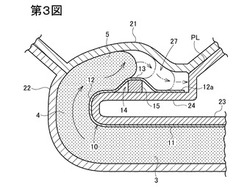
シートパッドの製造方法及びシートパッド
【課題】シートパッドにおける欠肉部の発生を防止して、成形性の精度を高めることのできるシートパッドの製造方法及び該製造方法によって製造されたシートパッドを提供する。
【解決手段】端縁部に沿って肉厚を絞った端部絞り部116b、118bが形成されたシートパッドを、複数の型構成部材(22,24,26)で成形面を形成する成形型を用い、該成形型内の滞留ガスGの型分割部PLからの排出を許容しつつ発泡成形するシートパッドの製造方法において、端部絞り部116bの先端部の成形位置は、発泡成形型の型分割部PLの存在する成形領域に設定されており、滞留ガスGが通過可能な通路を内部に有するガス誘導体12を、当該通路にて導かれる滞留ガスGが型分割部PL方向に向かうように端部絞り部116bの形成領域内に配設するガス誘導体設置工程を有し、該ガス誘導体設置工程の後に発泡成形工程を行うことを特徴とする。
(もっと読む)
発泡成形体の製造装置及び製造方法
【課題】複数の発泡成形の原料で発泡成形体を製造するときに、複数の原料の注入ヘッド同士の干渉を防止して発泡成形体の生産性を向上させる。
【解決手段】成形型10を搬送して、開放させた成形型10のキャビティ13に複数の原料を注入して発泡成形体を成形する。複数の注入ヘッドを順に、キャビティ13に設定された各原料の注入経路Tに沿って、成形型10の搬送方向Hの一方側から他方側に向けて移動させ、移動する注入ヘッドからキャビティ13に各原料を注入する。移動時には、前の注入ヘッドが搬送方向Hの一方側から離れて注入経路T中の所定位置まで移動したときに、次の注入ヘッドを搬送方向Hの一方側に移動させて注入経路Tに沿った移動を開始させる。複数の原料の注入後に成形型10を閉鎖して、キャビティ13内で発泡成形体を成形する。
(もっと読む)
クッションパッド及びその製造方法
【課題】上面層よりもコア層が積極的にたわむ特性を有し、且つ着座時のフィット感の優れたクッションパッドを提供する。
【解決手段】車両用シートに用いられるウレタンフォーム製のクッションパッドは、クッションパッドを第1層から第2n+1層(nは1〜5の整数)に等分に区分したときの上面層2である第1層の温度36℃、周波数1Hzにおける粘弾性特性(tanδ1)が0.065〜0.144であるとともに、コア層3である第n+1層の温度36℃、周波数1Hzにおける粘弾性特性(tanδn+1)が0.052〜0.102である。そして、上面層2の温度36℃、周波数1Hzにおける粘弾性特性(tanδ1)に対する、コア層3の温度36℃、周波数1Hzにおける粘弾性特性(tanδn+1)の比率が0.7〜0.8である。
(もっと読む)
SMC多層構成部品の製造方法
シート用クッション材の製造方法およびシート用クッション材
【課題】 アンテナ電極を備えたシートのクッション材を低コストで提供する。
【解決手段】 熱可塑性エラストマーに強磁性の導電体微粒子を混合した所定形状の電極用シートの表面に強磁性の導電体微粒子を付着させてアンテナ電極21を形成し、成形金型31のキャビティ面34に設けた磁石35にアンテナ電極21を磁着させ、成形金型31内に注入したウレタン樹脂原液40を発泡させることでアンテナ電極21を一体に有するクッション材22を成形する。これにより均一な厚さのアンテナ電極21を備えたクッション材22を低コストで製造することができ、しかもクッション材22の表面にボイド(空洞)が発生することがない。またアンテナ電極21がクッション材22に強固に一体化されてクッション材22の変形に対するアンテナ電極21の追従性が高まるため、アンテナ電極21の剥がれが防止されるだけでなく、乗員がシートに着座した際の感触を良好にすることができる。
(もっと読む)
発泡成形体の製造方法および発泡成形体の製造装置
【課題】補強部材のうち、ガス抜き孔に対応する部分に発泡原料が含浸するのを確実に抑制すること。
【解決手段】製造装置10においてガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させて発泡体2を形成するとともに該発泡体2に補強部材3を一体に固着させることで、発泡成形体を形成する成形工程と、を有し、成形工程は、発泡原料が発泡し始めた後、発泡体2が形成される前に、ガス抜き孔12を通したキャビティ11内と外部との連通を遮断し、補強部材3においてガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、成形工程は、発泡した発泡原料にキャビティ11内が満たされたキャビティ充満時に、発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12を覆っている発泡成形体の製造方法を提供する。
(もっと読む)
シート用パッドの製造方法およびシート用パッド
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、高精度で、かつシートフレームとの間での擦れ音の発生を抑制可能なシート用パッドを形成すること。
【解決手段】金型10においてガス抜き孔12が開口するキャビティ面14に補強部材3を配置する配置工程と、キャビティ11内で発泡原料を発泡させ、発泡体を形成するとともに該発泡体に補強部材3を一体に固着させることで、シート用パッドを形成する発泡工程と、を有し、ガス抜き孔12は、キャビティ面14のうち、被固定部を形成する被固定部の形成領域17に開口し、補強部材3において少なくともガス抜き孔12に対応する部分には、非通気性部材4が取り付けられ、発泡工程は、キャビティ11内で発泡する発泡原料により補強部材3をキャビティ面14に押し付けた状態で、非通気性部材4によりガス抜き孔12をキャビティ11の内側から覆うシート用パッドの製造方法を提供する。
(もっと読む)
フィルム付き衝撃吸収材およびその製造方法
【課題】部位によって衝撃吸収性能が可変であり、かつ複雑な表面形状の形成が可能で製造精度の高い衝撃吸収材およびその製造方法を提供することを課題とする。
【解決手段】フィルム付き衝撃吸収材30は、衝撃吸収材32の表面に樹脂フィルム34が一部インサートされる形で一体的に配置され、露出部分32Aと被覆部分32Bとを備えた構造とされている。フィルム付き衝撃吸収材30に衝撃が加えられた際には露出部分32Aと被覆部分32Bとでは異なる衝撃吸収性能を示し、1個のフィルム付き衝撃吸収材30で、露出部分32Aと被覆部分32Bとによって衝撃吸収性能の異なる衝撃吸収材とすることができる。
(もっと読む)
発泡成形体の製造装置および発泡成形体の製造方法
【課題】ガス抜き孔内への発泡原料の流入を抑制するとともに、発泡成形体を高精度かつ容易に形成すること。
【解決手段】キャビティ11内に連通するガス抜き孔12が形成され、該ガス抜き孔12が開口するキャビティ面14に通気性を具備する補強部材3を配置した状態で、キャビティ11内で発泡原料を発泡させることにより、発泡体2を形成するとともに該発泡体2の表面に補強部材3を一体に固着させて発泡成形体を形成する装置であって、補強部材3に取り付けられた非通気性を具備する被着体4が補強部材3を介して磁着するとともに、ガス抜き孔12の少なくとも一部を画成する磁着部材17を備えている発泡成形体の製造装置10を提供する。
(もっと読む)
衝撃吸収材およびその製造方法
【課題】衝撃吸収性能の異なる複数の材料を混じらないように組み合わせて一体に成型した衝撃吸収材およびその製造方法を課題とする。
【解決手段】金型10で成型される衝撃吸収材32は、硬質ポリウレタン発泡材料38Aより形成される衝撃吸収材32Aと、硬質ポリウレタン発泡材料38Bより形成される衝撃吸収材32Bとで構成される。衝撃吸収材32Bは表面の一部を樹脂フィルム34で被覆される一方で、衝撃吸収材32Aと32Bとの間を区分する位置に樹脂フィルム34が設けられ、樹脂フィルム34の一部が堰部34Bとなって衝撃吸収材32の内部を衝撃吸収材32Aと32Bとに区分される。
(もっと読む)
衝撃吸収材およびその製造方法
【課題】衝撃吸収性能の異なる複数の材料を混じらないように組み合わせて一体に成型した衝撃吸収材およびその製造方法を課題とする。
【解決手段】金型10で成型される衝撃吸収材32は、硬質ポリウレタン発泡材料38Aより形成される衝撃吸収材32Aと、硬質ポリウレタン発泡材料38Bより形成される衝撃吸収材32Bとで構成される。衝撃吸収材32Bは表面の一部を樹脂フィルム34で被覆される一方で、衝撃吸収材32Aと32Bとの間を区分する位置に樹脂フィルム34が設けられ、樹脂フィルム34の一部が堰部34Bとなって衝撃吸収材32の内部を衝撃吸収材32Aと32Bとに区分される。
(もっと読む)
眼鏡用プラスチックレンズの製造方法およびその検査方法
【課題】生産性に優れ、製造コストも削減できる眼鏡用プラスチックレンズの製造方法およびその検査方法を提供する。
【解決手段】ポリイソシアネート化合物とポリチオール化合物とを含む重合性組成物を調合する調合工程と、前記重合性組成物を成形モールドに充填する充填工程と、所定の温度条件下で硬化させて重合体を得る硬化工程と、前記重合体の検査を行う検査工程とを備えた眼鏡用プラスチックレンズの製造方法であって、前記検査工程は前記重合体の赤外線吸収スペクトルを測定し、その測定結果におけるイソシアネート基に基づく吸収ピークのスペクトル強度を用いて合否判定を行う。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型10の下型11内にプレート部材20を配置するに際して、プレート部材20を、下型11に対して十分確実に位置決めして、発泡樹脂原料の発泡成形工程での、プレート部材20の位置のずれを防止することにより、成形金型10を複雑に加工することなく、プレート部材20の所期したとおりの位置に、樹脂発泡体30を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品40の製造方法および、その一体成型品40を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から、相互に対向して立上がる少なくとも一対の側壁22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20の一対の対向側壁22を、下型11の対向側面11aのそれぞれに、直接的ないしは間接的に摩擦係合させて下型11に位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
フィルム付き衝撃吸収材の製造方法
【課題】衝撃吸収材の表面形状が複雑であっても、衝撃吸収材に樹脂フィルムを容易に精度良く配置することができるフィルム付き衝撃吸収材の製造方法を提供することを課題とする。
【解決手段】衝撃吸収材成形用の金型10の下型キャビティ16の形状に沿った外形の樹脂フィルム34を予め成形する。そして、この樹脂フィルム34を金型10内に配置し、更に、硬質ポリウレタン発泡材料を金型10内に入れて発泡させることにより、硬質ポリウレタン製の衝撃吸収材32を樹脂フィルム34と一体的に成形する。
(もっと読む)
81 - 100 / 749
[ Back to top ]