
Fターム[4F204AC03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 材料の状態、形態 (1,410) | シート状物 (381)
Fターム[4F204AC03]に分類される特許
61 - 80 / 381
複雑な形状寸法を有する複合積層材を形成及び適用するための方法と装置
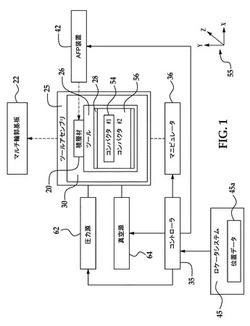
【課題】ダブラーのような積層を形成してマルチ輪郭を含む複雑な表面形状を有する複合構造に適用するための方法と装置の提供
【解決手段】複合積層材20がツール26上に形成されて、凹凸を有する部品の上に配置される。ツールは、部品の輪郭とほぼ一致する凹凸を有している。空間内におけるツールに対する部品の位置を表わす一組の位置データ45aが生成される。自動マニピュレータ36は、この位置データを使用して、部品の近くへとツールを動かし、凹凸を有する積層材を部品の上に配置する。
(もっと読む)
偏光性成形体および同品の製造方法
【課題】衝撃に対し強い、偏光度の高い偏光性成形体、例えば衝撃に強くて、かつ防眩性能高いゴーグル、サングラス、眼鏡類を得る。
【解決手段】2枚の保護シート層の間に偏光子シート層を挟持した偏光板を含む積層構造の偏光性成形体であって、保護シート層1層とポリウレタンシート層またはポリアミドシート層とが接着剤または粘着剤で接合され、さらにポリウレタンシート層またはポリアミドシート層と熱成形樹脂層とが熱接着されている。本発明の他の技術手段は、2枚の保護シート層の間に偏光子シート層を挟持した構造の偏光板を調製し、偏光板の保護シート層1層にポリウレタンシート層またはポリアミドシート層を接着剤または粘着剤で接合した偏光性複合体を調製し、偏光性複合体を球面形状体に熱プレス成形し、次いで、球面形状体のポリウレタンシート層またはポリアミドシート層に、熱成形樹脂層を熱成形する偏光性成形体の製造方法である。
(もっと読む)
多層銅張積層板の製造方法

【課題】多層銅張積層板の反りを抑制することが可能であり、寸法収縮を均一に収縮させ寸法精度のばらつきを抑制し、更に多層銅張積層板の変形(歪み)を抑制することが可能である多層銅張積層板の製造方法を提供する。
【解決手段】予め回路形成された内層回路板と、外層板又は銅箔と、プリプレグとからなる多層銅張積層板の製造方法において、予め回路形成された内層回路板と、外層板又は銅箔とをプリプレグを介して重ねて積層体とする工程、前記積層体と、金属板とを、プレス段内の許容範囲の高さまで交互に積載する工程、前記積層体をプレスにて加熱加圧して多層化接着し多層銅張積層板とする工程、加熱加圧直後プレス段内から前記多層銅張積層板と金属板とが交互に積載された形態で抜取りし放置冷却する工程を有する多層銅張積層板の製造方法。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
車両用内装部材の製造方法
【課題】スタンパブルシート内に加熱膨張性粒子を含むことでシート膨張時の厚さを厚くできるようにして、且つスタンパブルシートと表皮材とからなる貼合部材の剛性確保、及びスタンパブルシートと表皮材との接着性の両方を十分に満足できる貼合部材を得る。
【解決手段】熱可塑性樹脂、強化繊維及び加熱膨張性粒子を分散含有するスタンパブルシート1を用意する。スタンパブルシート1に表皮材2を重ねてから平板型のホットプレス機21で加熱圧縮してスタンパブルシート1表面に表皮材2を押付けて、スタンパブルシート1に表皮材2が貼り付けられた貼付部材3を製造する。その後ホットプレス機21を開き、加熱された貼付部材3のスタンパブルシート1中の加熱膨張性粒子を膨張させて所定の厚さの膨張貼付部材4を形成する。その後膨張貼付部材4をコールドプレス機に入れて加圧成形し車両用内装部材を成形する。
(もっと読む)
カーボンマットブラケット
【課題】カーボン繊維で織られたカーボンクロスを、透明な樹脂シートまたは樹脂板で両面から挟み込み接着したベース材を加熱して、成形型で加圧成形することで表面が滑らかでカーボンクロスの織目文様に乱れの無い、薄くても十分な強度とデザイン性を兼備えたカーボンマットブラケット及び成形法を提供することを目的とする。
【解決手段】補強繊維材で織られた織布材2と、該織布材の両面を熱可塑性樹脂3aからなる表層材3を積層して接着されたベース材1を、成形型6により前記ベース材1を加熱して軟化させて加圧成形することで所定の形状10に成形されることを特徴とするカーボンマットブラケット。
(もっと読む)
テスト用カレンダ装置
【課題】新たな樹脂材料を用いて新しいフィルム製品を開発するための複数のテストを、小量の試験材料で、個別に実施することができるテスト用カレンダ装置を提供する。
【解決手段】2ロールモジュール12、本体モジュール14、及びテイクオフモジュール16を備える。2ロールモジュール12は、本体モジュール14の上面に直接かつ着脱可能に固定され、テイクオフモジュール16は、本体モジュール14の後方側面に直接かつ着脱可能に固定されている。さらに、ベースモジュール18、冷却モジュール20、及びワインダモジュール22を備える。冷却モジュール20とワインダモジュール22は、ベースモジュール18の上面に共通レール18aに沿って移動可能かつ着脱可能に固定されている。
(もっと読む)
成形用シート及びこれを用いたシート状成形体
【課題】プレス加工による成形性に優れる成形用シートと、この成形用シートを発泡及びプレス加工して成形され、良好な軽量性を発揮すると共に環境問題にも十分対応できるシート状成形体の提供を目的とする。
【解決手段】本発明は、表層、中間層及び裏層を備え、繊維素材及び発泡剤を含有する成形用シートであって、上記中間層が繊維素材として天然繊維、熱可塑性合成繊維及び非熱可塑性化学繊維を含有し、上記表層及び裏層が繊維素材として天然繊維及び熱可塑性合成繊維を含有し、上記表層及び裏層の各層における繊維素材に対する発泡剤の含有量が5質量%未満であることを特徴とする成形用シートである。
(もっと読む)
プレス成形方法およびその成形体
【課題】強化繊維と熱可塑性樹脂からなる成形材料の成形体製造時における形状賦形性および表面外観に優れるプレス成形方法および成形体を提供すること。
【解決手段】繊強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法において、工程(I)〜(IV)を含んでなるプレス成形方法。
工程(I):予め、シート状の成形材料を積層せしめた後、該成形材料を構成する熱可塑性樹脂の可塑化温度以上まで加熱し、かつ、該成形材料の最外層の温度(A)と、該成形材料の厚み方向の中心の温度(B)の温度差(ΔT=B−A)が20℃以上、100℃以下の範囲内となる温度に加熱する工程。
工程(II):可塑化温度まで加熱せしめた成形材料を搬送し、解放された所定の成形型へ配置する工程。
工程(III):前記成形型を型締めすることで成形材料を加圧冷却し、成形品を得る工程。
工程(IV):前記成形型を解放し、前記成形型から成形品を取り出す工程。
(もっと読む)
FRP成形品およびこれを用いた浴室用部材
【課題】原材料のコストアップを最小限に抑えるとともに、従来と同様の工程で製造可能であり、耐熱水性および耐洗剤性に優れたFRP成形品およびこれを用いた浴室用部材を提供する。
【解決手段】本発明のFRP成形品は、繊維補強熱硬化性樹脂成形材料を金型内で加熱加圧成形して成形され、繊維補強熱硬化性樹脂成形材料は、補強用繊維と、熱硬化性樹脂および重合性単量体を含んでなる樹脂組成物と、低収縮剤と、硬化剤と、重合禁止剤と、増粘剤と、無機充填材とを含み、無機充填材の配合量は樹脂組成物と低収縮剤の総量に対して100〜200質量部、無機充填材として炭酸カルシウムとその粒径の1/3以下の粒径であり、炭酸カルシウムとは組成の異なる無機充填材αとの混合物が用いられ、炭酸カルシウムの配合割合は、無機充填材の全体積の20〜50体積%である。
(もっと読む)
プリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置
【課題】被積層体(ワーク)の積層対象ピースに貼り付けて積層するプリプレグシートの裁断ピースのみを積層シューで押圧することを可能にし、裁断ピースを所定位置に正確に位置決めすることを可能にするプリプレグ積層ヘッド及びこれを備えたプリプレグ自動積層装置を提供する。
【解決手段】プリプレグ積層体の長さ方向T1に交差する方向に繊維方向T2を向けてプリプレグシート8を積層するためのプリプレグ積層ヘッドを、被積層体Wの幅方向両外側にそれぞれ配設され、プリプレグシート8を被積層体W上に重ねるように案内する一対のガイドローラと、一対のガイドローラの間に繊維方向T2に進退自在に配設され、一対のガイドローラの間に案内されたプリプレグシート8を一面側から押圧して被積層体Wに貼り付けるための積層シュー31とを備えて構成する。そして、積層シュー31をプリプレグシート8の幅方向に分割して形成する。
(もっと読む)
RTM成形方法
【課題】大型のFRP成形品の成形に際し、欠陥を発生させず、品質向上が可能で、生産性に優れたRTM成形方法を提供する。
【解決手段】成形型1の複数の注入口6からキャビティ内4に樹脂を注入するRTM成形方法において、成形されるべきFRP成形品8の品質を改良すべき特定部位9とそのFRP成形品8の特定部位9に対応する成形型1の特定部位10とを設定し、該成形型1の特定部位10の動作条件または環境条件またはその両条件を他の部位とは異なる条件に設定することによりその特定部位における樹脂7の挙動を制御し、FRP成形品8の特定部位9を目標品質になるように成形することを特徴とするRTM成形方法。
(もっと読む)
フィルム付き衝撃吸収材およびその製造方法
【課題】部位によって衝撃吸収性能が可変であり、かつ複雑な表面形状の形成が可能で製造精度の高い衝撃吸収材およびその製造方法を提供することを課題とする。
【解決手段】フィルム付き衝撃吸収材30は、衝撃吸収材32の表面に樹脂フィルム34が一部インサートされる形で一体的に配置され、露出部分32Aと被覆部分32Bとを備えた構造とされている。フィルム付き衝撃吸収材30に衝撃が加えられた際には露出部分32Aと被覆部分32Bとでは異なる衝撃吸収性能を示し、1個のフィルム付き衝撃吸収材30で、露出部分32Aと被覆部分32Bとによって衝撃吸収性能の異なる衝撃吸収材とすることができる。
(もっと読む)
高周波誘導加熱ダブルスチールベルトプレス装置
熱可塑性プラスチック―連続繊維混成複合体製造装置に関し、より詳細には、誘導加熱方式でダブルスチールベルトを使用して急速加熱を可能にし、精密かつ均一な温度制御を可能にした高周波誘導加熱ダブルスチールベルトプレス装置に関して開示する。 (もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品
【課題】成形金型を複雑に加工することなしに、プレート部材の所期したとおりの位置に、樹脂発泡体を適正に一体化させることができる、樹脂発泡体とプレート部材との一体成型品の製造方法および、その一体成型品を提供する。
【解決手段】プレート部材20に、プレート部材本体部21の端部から外方へ突出する二以上の迫出し部22を設け、前記プレート部材20を、成形金型10の下型11内に嵌め込んで、プレート部材20を、下型の側面間に、該プレート部材20の二以上の迫出し部22のそれぞれで、直接的ないしは間接的に摩擦係合させて位置決めし、該プレート部材20上に発泡樹脂原料を注入し、その後、上型12と下型11とを型締めして、成形金型10の内部の前記キャビティ13内で発泡樹脂原料を発泡させる。
(もっと読む)
航空機翼構造の成形方法
【課題】飛行性能及び外観性の向上が図れる航空機翼構造の成形方法を提供する。
【解決手段】中空構造物用プリプレグ成形体26、28が、それぞれに対応する成形型としての前縁型、前中間用シリコン樹脂製中子型35、後中間型、後縁用シリコン樹脂製中子型51び後縁用金属製中子型53に前縁用プリプレグ、前中間用プリプレグ、後中間用プリプレグ、後縁用プリプレグを両端部が重なる形で巻き付けるように形成され、その重なり部が中間桁となる領域に配置される。
(もっと読む)
熱硬化性樹脂成形品
【課題】成形品の全面に、天然大理石のような雲状の斑模様をつけることにより、柄表現自由度を高めた熱硬化性樹脂成形品を提供する。
【解決手段】熱可塑性樹脂が混合されている熱硬化性樹脂の成形品であって、特に該熱可塑性樹脂の少なくとも一部は共重合体であり、該共重合体を構成するモノマーの組成比で熱硬化性樹脂との相溶性が調整されている熱可塑性樹脂により斑模様を造出し、高い柄の表現自由度及び優れた美観を有する熱硬化性樹脂成形品。
(もっと読む)
樹脂成形品の製造方法
【課題】溢出した余剰の光硬化性樹脂を適切に処理しつつ樹脂成形品を得ることができる樹脂成形品の製造方法を提供する。
【解決手段】透光性樹脂部の露出面36と加飾シート21との距離が個々の部位毎に所期の値を有し、周縁部31のうち少なくとも一部に加飾シート21の張出部24を備えた基材23を得る工程;基材23に光硬化性樹脂を載置する樹脂載置工程;基材23の上から型43を載置し、隙間44に光硬化性樹脂を充填すると共に、溢出した余剰の光硬化性樹脂を張出部24によって保持する型載置工程;光を光硬化性樹脂に照射する光硬化工程;を有する。
(もっと読む)
サンドイッチコンポーネント及びその製造方法
本発明は、複数の突起部(1’)を備えるハニカムコア(1)と、少なくとも1つのカバー層(2、3)と、を含むサンドイッチコンポーネントを提供し、このハニカムコア(1)は、セルロースをベースとした材料、特に紙からなる。カバー層(2、3)は熱可塑性プラスチック母材を備える繊維強化半製品から形成され、ハニカムコア(1)の前記突起部(1’)が前記カバー層(2、3)との接続部分(A)において少なくとも部分的にカバー層(2、3)の熱可塑性プラスチック母材の中に取り込まれることで、サンドイッチコンポーネントの結合が提供される。さらに、このサンドイッチコンポーネントの製造方法も開示される。 (もっと読む)
61 - 80 / 381
[ Back to top ]