
Fターム[4F204AE04]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 機能物品 (420) | 磁性(←反磁性) (19)
Fターム[4F204AE04]に分類される特許
1 - 19 / 19
成形品の製造方法
【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく成形品を製造できる成形品の製造方法を提供する。
【解決手段】
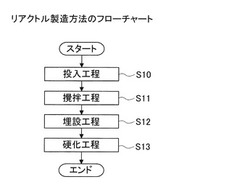
リアクトルの製造方法は、投入工程S10と、攪拌工程S11と、埋設工程S12と、硬化工程S13とによって構成されている。投入工程S10は、ケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11は、ケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12は、ケース内において攪拌された熱硬化性樹脂及び鉄粉にコイルを押込み埋設させる工程である。硬化工程S13は、コイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
成形品の製造方法

【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく部品を成形することができる成形品の製造方法を提供する。
【解決手段】リアクトルの製造方法は、投入工程S10と攪拌工程S11と埋設工程S12と硬化工程S13とによって構成されている。投入工程S10はケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11はケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12はケース内において攪拌された熱硬化性樹脂及び鉄粉にケースを振動させながらコイルを押込み埋設させる工程である。そのため、低い圧力でコイル10を押込み埋設させることができる。硬化工程S13はコイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
クッション材およびその製造方法
【課題】高い柔軟性と高い伝熱性とを併有するクッション材およびその製造方法を提供することを課題とする。
【解決手段】クッション材1は、骨格樹脂20とセル21とを有する発泡本体2と、発泡本体2に配合され熱伝導性を有するフィラー3と、を備える。非圧縮状態においては、厚さ方向に対して交差する面方向にフィラー3が配向することにより、面方向に熱伝導経路X1〜X6が形成される。圧縮状態においては、厚さ方向に隣り合う熱伝導経路X1〜X6同士が熱伝導可能な程度に連なることにより、非圧縮状態よりも、厚さ方向の熱伝導率が高くなる。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 物性をできるだけ変化させずに、熱伝導性が高いウレタン発泡成形体を提供する。また、その製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している熱伝導性フィラーと、を有する。熱伝導性フィラーは、非磁性体からなる熱伝導性粒子と、該熱伝導性粒子の表面に付着された磁性粒子と、を有する複合粒子からなる。また、ウレタン発泡成形体の製造方法を、発泡ウレタン樹脂原料と、該熱伝導性フィラーと、を混合して混合原料とする原料混合工程と、該混合原料を発泡型のキャビティ内に注入し、該キャビティ内の磁束密度が略均一になるように磁場をかけながら発泡成形する発泡成形工程と、を有するように構成する。
(もっと読む)
複合積層材料体の成形装置及び方法
【課題】本発明は、複合積層材料体に接する磁性材料体を用いて高周波誘導加熱により、複合積層材料体を加熱してプレス成形することを目的とする。
【解決手段】本発明による複合積層材料体の成形装置及び方法は、加熱手段(4)が上部金型(1)及び下部金型(5)の一方又は両方の表面に形成されるか、又は、複合積層材料体(6)に貼り付けられた磁性材料体(13,14)と、各金型(1,5)の外部に配設され高周波電源(15)に接続されたコイル群(16)と、からなり、前記複合積層材料体(6)は高周波電源(15)及びコイル群(16)による磁性材料体(13,14)の高周波誘導加熱により加熱され、磁性材料体(13,14)のキュリー温度が熱可塑性樹脂の溶融温度あるいは熱硬化性樹脂の硬化温度以上とした構成と方法である。
(もっと読む)
アタッチ部材及びその使用方法
【課題】被服類に付加価値を付けるために加工処理を施した時に、ポケット部や折り返し部に入り込んでも容易に発見できるアタッチ部材とその使用方法を提供する。
【解決手段】フレキシブルな素材で成形された長尺材の端部に係止部を設けたアタッチ部材において、少なくとも一部に金属粉を混入させる。その使用方法は、長尺材からなる前記アタッチ部材の端部に係止部材を設け、その係止部材を止着しループを形成することで被服用タグの吊持用とし、被服に加工処理を行なった後に、金属探知機によって前記アタッチ部材の残留の有無をチェックする。
(もっと読む)
インサート成形体の製造方法とインサート成形体の製造装置
【課題】原料の充填を均一に行うことが可能であり、インサート材を変形させることなく、一回の圧縮成形で原料が均一に分布したインサート成形体を容易に製造することができる方法と、その方法に用いられて好適なインサート成形体の製造装置を提供すること。
【解決手段】厚みに対して平板幅が大きく長尺な平板面を持つ平板形状のインサート材6を、キャビティ28内に、平板面が鉛直方向に平行となり、当該インサート材6の長手方向に沿って貫通するように配置する。キャビティ28の原料入口30から平板面に平行な方向に向けて原料を充填する。キャビティ28を閉じる。インサート材6の平板面に対して垂直な方向からキャビティ28内の原料を圧縮して圧縮成形体4を形成する。キャビティ28を外部に開放し、キャビティ28内からインサート材6が一体成形された圧縮成形体4を取り出す。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 吸音特性を阻害することなく、熱伝達性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され互いに連接して配向している磁性フィラーと、を有し、該磁性フィラーは、鉄と熱伝導率が150W/(m・K)以上の金属との鉄合金からなり、該鉄合金中の鉄の含有量x(重量%)と、該磁性フィラーの体積y(mm3)との関係は、図1における点A(10,0.25)、点B(10,0.01)、点C(65,0.0007)、点D(90,0.0007)、点E(90,0.25)で囲まれた領域内にある。
(もっと読む)
ウレタン発泡成形体、その製造方法、および磁気誘導発泡成形装置
【課題】 放射状に配向した磁性体を備えてなり、異方性を有するウレタン発泡成形体を提供する。また、その好適な製造方法、および磁気誘導発泡成形装置を提供する。
【解決手段】 ウレタン発泡成形体は、孔部と、該孔部を略中心とする放射状に配向された磁性体と、を備えてなる。磁気誘導発泡成形装置1は、内部に環状キャビティ43が区画されている発泡型4と、環状キャビティ43の軸部に配置されている芯棒磁石部41と、環状キャビティ43の周縁部に配置されているリング磁石部42U、42Dと、を備え、芯棒磁石部41とリング磁石部42U、42Dとの間に磁力線Lを発生させて発泡成形する。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 所望の吸音特性を有すると共に熱伝達性の高いウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、ポリウレタンフォームからなる基材と、該基材中に配合され鎖状に繋がって配向している磁性体と、を有し、相手部材と接触して熱を伝達する熱伝達面が該磁性体の配向方向と交わるように配置され、該熱伝達面の光沢度は10%以上である。このウレタン発泡成形体は、発泡ウレタン樹脂原料と磁性体とを含む発泡原料を発泡型のキャビティ内に注入し、磁場中で発泡成形して製造される。使用する発泡型における熱伝達面成形型面の表面粗さは、0.5μm以下とする。
(もっと読む)
ウレタン発泡成形体およびその製造方法
【課題】 複数の層を接合することなく、実質的に複層構造の成形体の特性を有するウレタン発泡成形体、およびその製造方法を提供する。
【解決手段】 ウレタン発泡成形体は、少なくとも一端面から外内方向にスパイク状に配向された磁性体を有し、該磁性体の配向方向にセル構造が変化している。また、このウレタン発泡成形体は、磁性流体と発泡ウレタン樹脂原料とを混合せず別々に発泡型のキャビティ内に注入し、該キャビティ内へ磁場を作用させながら発泡成形することにより製造される。
(もっと読む)
複合材料の二段成形方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合材料の二段成形方法を提供する。
【解決手段】 60〜85重量%の繊維原料、無機原料または金属原料に対し40〜15重量%の熱可塑性樹脂を混練して固化した素材を破砕して複合中間原料を用意する工程と、該複合中間原料を空気流を用いて押し込み及び/又は減圧吸引して所定の成形型中に充填する工程と、成形型内に密集した複合中間原料を加熱加圧して圧縮一体化する工程を備える。
(もっと読む)
ホルミシス複合材料の成形方法
【課題】容易に成形でき、しかも高精度で成形品を製造できる複合樹脂成形品の製造方法を提供する。
【解決手段】粉状の強化ホルミシス原石粉末原料を60重量%以上、マトリックス樹脂に充填してなるホルミシス原石粉末複合素材を用いる。このホルミシス原石粉末複合素材を破砕し、ホルミシス原石粉末複合素材の破砕片を平面上又は所定の立体形状の面上に並べて加熱加圧し、密集一体化させることによって所定の形状の複合樹脂成形品を製造する。ホルミシス原石粉末の原料には各種ホルミシス原石粉末を用いることができる。また、マトリックス樹脂には各種熱可塑性樹脂を用いることができる。
(もっと読む)
防磁シートとその製造方法及び防磁シート付きコイル
【課題】特別な設備を必要とせずに、構造の簡単な成形金型、一般的なプレス機、恒温槽や磁性粉体で、コイルの厚さ方向に突出した端子を収容するスペースを有し、高剛性で形状や板厚が自在な防磁シートの提供。
【解決手段】磁性粉体がバインダーとともにプレス成形されてなる防磁シートであって、該シートの一方の面に、該シートと接合するコイルの厚み方向に突出した端子を収容する端子ガイド凹部が設けられたことを特徴とする防磁シート。
(もっと読む)
発泡樹脂成形品の製造方法
【課題】繊維系素材などの副資材を容易かつ安価な手法で金型内面に保持させておくことができ、しかも繊維系素材の特性を低下させることもない発泡樹脂成形品の製造方法を提供する。
【解決手段】副資材4は層4a,4bの積層体よりなる。層4a,4b間のうち、マグネット3と対峙する領域には磁性繊維5が介在されている。この磁性繊維5がマグネット3に磁気的に吸着されることにより、シート状の副資材4が上型1の内面に全体として密着状に保持される。下型2内にウレタン原液を供給した後、上記のように副資材4が内面に磁着されている上型1を該下型2に装着して型締めを行い、ウレタンを加熱発泡させる。発泡後、型開きし、成形品を脱型する。
(もっと読む)
OAローラの製造方法
【課題】第2のキャップ7をスムーズに芯金他端に嵌合させることが可能なOAローラの製造方法を提供することにある。
【解決手段】少なくとも1つの磁力発生手段6を金型21の外周上に、かつ前記芯金1の他端から該金型21の軸方向の所定距離d1の範囲内に配置し、該磁力発生手段6が発する磁力によって芯金1の他端を金型21の中心軸Xから所定距離d2の範囲内に配置してから第2のキャップ7を芯金1の他端に嵌合させることを特徴とする。
(もっと読む)
磁気治療具
【課題】身体を傷つけるおそれがなく運動中でも安全に身につけられ、そのうえ、磁化の強さをより高くすることできる磁気治療具を提供することを目的とする。
【解決手段】軟質の樹脂からなる長尺体と、前記長尺体の両端を互いに接続/分離するために当該長尺体の一端に固着された軟質の樹脂製の雄部と、当該長尺体の他端に固着された軟質の樹脂製の雌部とからなる接続部材とからなり、前記長尺体の長手方向に溝が設けられ、該溝内に、磁性粉を主体とする層と、該磁性粉を主体とする層の上に硬化されたシリコーン層とが形成されてなることを特徴としている。
(もっと読む)
コイル封入成形品、及びその製造方法
【課題】コイル端末部のフォーミングを不要とし、コイル封入成形品にパーティングラインが生じないようにしてクラックを防止する。
【解決手段】コイル1両側の各コイル端末部を支持するためのコイル固定ピン2a,2bを金型面上に突設した後、金型内に磁性粉体を注入して粉体成形体5を成形する。成形硬化後の離型時に、粉体成形体5からコイル固定ピン2a,2bを抜去し、該ピン抜去後の穴部に各導体ピン6a,6bを挿着固定する。粉体成形体5の外側表面に露出する各導体ピン端面7a,7bは、コイル1のリード端子として使用する。
(もっと読む)
シート用パッドの製造方法
【課題】補強布の所定位置に磁性体部材を簡単かつ正確に配設することができるシート用パッドの製造方法を提供することを目的とする。
【解決手段】パッド本体12とその裏面に一体化された補強布30とを備えるとともに、サイド部18の裏面側に突出部22を持ち、該突出部の内側壁面22aに沿って補強布30の布側縁部32が一体化されるシート用パッド10の製造方法において、第1型45において突出部の内側壁面22aを成形する型面に配設された永久磁石56と磁気吸着する磁性体部材38を布側縁部32に配設するに際し、永久磁石56が配設された位置と対応する布側縁部32の所定位置に打ち抜き孔37を設けておき、該打ち抜き孔37を目印にして布側縁部32に磁性体部材38を配設することを特徴とする。
(もっと読む)
1 - 19 / 19
[ Back to top ]