
Fターム[4F204AH27]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 車両(←軽車両)部材 (961) | ヘッドレスト (33)
Fターム[4F204AH27]に分類される特許
1 - 20 / 33
発泡成形品の製造装置
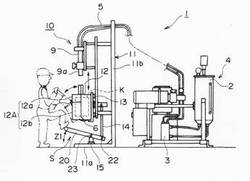
【課題】本発明は、小型化が可能で小規模生産に適した発泡成形品の製造装置を提供する。
【解決手段】発泡成形品の製造装置1に設けられ金型収容部12の昇降機構Sは、金型収容部12の下方に位置して、金型収容部12を昇降させる足踏みレバー20と、足踏みレバー20の作用部22と金型収容部12とを連結する連結レバー14と、を備えている。連結レバー14の一端は金型収容部12に軸支され、連結レバー14の他端は、足踏みレバー20の作用部22に軸支されている。この発泡成形品の製造装置1は、足踏み部21を力点としたテコの原理で金型収容部12を上昇させることができる。従って、モータやエアーピストンなどの動力を利用することなく、人力によって重い金型Kを上昇させることができる。
(もっと読む)
表皮一体発泡用表皮材及び表皮一体発泡成形品

【課題】本発明は、薄型化を可能にして、表皮の材質選択の制限が少ない表皮一体発泡用表皮材を提供する。
【解決手段】本発明に係る表皮一体発泡用表皮材Sは、液状樹脂不透過性ポリウレタンフォームからなるシート状ポリウレタンフォーム6と表皮7とを積層一体化させてなる積層体であり、厚さは1mm〜5mmである。このポリウレタンフォーム6は、ポリオール成分、イソシアネート化合物、触媒を少なくとも用いて得られ、フォーム体としての最終厚みが0.5mm〜3mmになるように薄いシート状に形成された物であり、両面に自己形成による薄いスキン層6aを備えている。
(もっと読む)
表皮一体発泡品
【課題】複数の所定形状に裁断した表皮片を接ぎ合わせて袋状の表皮を形成し、この表皮内にパッド成形用の発泡液を注入して表皮と一体にパッドを発泡成形する表皮一体発泡品において、前記発泡液が外部に漏出せず、表皮内に空気溜りが発生しないようにする。
【解決手段】複数の表皮片10、11を点状に溶着した溶着部20、21、22により表皮片10、11を接ぎ合わせると共に、溶着部20、21、22間に通気部23、24、25を設けて表皮内の空気、発泡ガスを外部に放出する。
(もっと読む)
表皮一体発泡成形品の表皮
【課題】縫目ラインの蛇行や皺を抑えて品質向上を実現させる表皮一体発泡成形品の表皮を提供する。
【解決手段】複数の表皮片2〜5を縫い合わせて袋状表皮1に縫製し、該袋状表皮内Cに発泡原料を注入して一体発泡成形される表皮一体発泡成形品Aの表皮1であって、前記表皮片2が外皮シート片21と、その裏面に配されるスラブシート片22と、を具備し、且つ前記袋状表皮1に縫製する縫合部位6の表皮片2に係る前記スラブシート片22の外縁22aが、前記外皮シート片21の外縁21a及び前記縫合部位6の縫目ライン21よりも内方へ引っ込んで配設される。
(もっと読む)
ヘッドレスト成形用中子
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレスト成形用中子を提供する。
【解決手段】ヘッドレスト成形用中子30は、トリムカバー2の開口成形部12A内で、前記開口形成部Aの湾曲部21a,22aに向けて移動可能であると共に、湾曲状の押圧面31a,32aが形成された第1及び第2の駒型部31,32と、前記駒型部31,32を前記開口成形部の湾曲部21a,22aに押圧した状態で保持する保持機構Hと、を備え、この保持機構Hは、前記第1の駒型部31側に立設された係止ピン34aと、前記係止ピン34aに摺接するカム面36bと、前記係止ピン34aに嵌合する係止凹部36aとが設けられ、前記第2の駒型部32側で回転支持される回転カム36と、を備えている。
(もっと読む)
ヘッドレスト
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレストを提供する。
【解決手段】ヘッドレストHRにおいて、開口部12の壁部をなすトリムカバー2の開口形成部12Aは、トリムカバー2の前部2bの一部として帯状に形成された第1の開口形成半部21と、トリムカバー2の後部2bの一部として帯状に形成された第2の開口形成半部22とで2分割され、重ね合わされる第1の開口形成半部21の湾曲部21aと第2の開口形成半部22の湾曲部22aとの少なくとも一方には、湾曲形状の保形板23,24が逢着され、第1の開口形成半部21と第2の開口形成半部22と保形板23,24とを重ね合わせて開口部12の壁部が形成されている。
(もっと読む)
一体のエネルギー吸収発泡体を有するヘッドライナーの製造方法
【課題】変化している発泡体厚さ及び密度の輪郭部分を有するヘッドライナー組立体を提供すること。
【解決手段】自動車の客室に使用するためのヘッドライナー組立体80であって、反対向きの第一側面及び第二側面を有する輪郭付基板を形成するウレタン発泡体68の層の中に埋め込まれたガラス繊維マット62と、第一側面に貼り付けられた離型フィルム60と、反対向きの第二側面に貼り付けられた接着フィルム66と、離型フィルムに接着され前記ヘッドライナー組立体に弾力性及び騒音吸収を与えるスクリム層72と、接着フィルムに接着され装飾カバーをヘッドライナー組立体に与える生地層70と、を備え、ヘッドライナー組立体は、ヘッドライナー組立体に一体のエネルギー吸収部を設けるための、ウレタン発泡体の変化する厚さの領域を有する予め決定された輪郭で形成されているヘッドライナー組立体。
(もっと読む)
ヘッドレストおよびその製造方法
【課題】ヘッドレスト表皮内で、支持ステーをヘッドレストコアに対し簡易かつ迅速に固定する。
【解決手段】取付手段Hにおける2本の支持ステーS,Sは、ヘッドレストコアBに横方向に離間して設けたステー固定手段V,Vに上部が夫々固定され、ヘッドレスト表皮Cの下面に開設したステー挿通孔67,67を介して外部に延出する。各ステー固定手段Vは、ヘッドレストコアBとの間で支持ステーSの径方向の移動を規制する保持部50と、保持部50に挿通した該支持ステーSの周方向への回転を規制すると共に該保持部50からの該支持ステーSの抜脱を規制する位置決め部40と、支持ステーSの上端に当接する当接部30とを備える。各支持ステーSは、ステー挿通孔67に上端から挿通した後、ステー挿通孔67からの挿入経路L上に設けられたステー固定手段Vに上端から挿通して、ヘッドレストコアBに固定される。
(もっと読む)
一体発泡成形用金型
【課題】本発明は、構造が簡単で、しかも、一体発泡成形品の外形寸法を高い精度で管理することができるようにした一体発泡成形用金型を提供する。
【解決手段】一体発泡成形用金型10にあっては、一体発泡成形時の発泡圧によるワディング6aの圧縮見込み厚さWの分だけ、キャビティ12aの壁面15を、ヘッドレスト1の外形予定ラインL1の位置より内側に配置させている。このような金型10を利用すると、構造が簡単で、しかも、ヘッドレスト1の外形寸法を高い精度で管理することができる。また、密度の異なる様々なワディング6a,6bを各部位に利用したヘッドレスト1を容易に成形することができ、このことによって、様々な形状や感触のヘッドレスト1を精度良く且つ容易に製作することができる。
(もっと読む)
クッション体の製造方法
【課題】車両用シートに利用されるクッション体の製造方法において、振動を減衰させるダンパー機能を有したクッション体としつつ、弾性樹脂材の成形と同時に錘を所望位置に配置した状態にし、製造工程時における作業性を向上させることにある。
【解決手段】錘40に設けられた挿通穴41に柔らかい合成樹脂からなる紐部材60を挿通させる。この紐部材60の両端部を第二成形具52の引掛け部52a,52aに引っ掛ける。そうすると、錘40は、紐部材60によって成形用型55の上方からぶら下げられたものとなり、成形用型55内の所望位置に中空に浮いた状態で位置する。次いで、錘40をぶら下げた状態で、ヘッドレストステー18を支持してヘッドレストステー18の埋没部18aを成形用型55内に配置する。この状態で、成形前の弾性樹脂材30となる弾性樹脂材液35を成形用型55内に注入し、弾性樹脂材30を成形する。
(もっと読む)
成形型及び発泡成形品
【課題】発泡成形品の製作コストを低減することができ、発泡成形品の表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる成形型、及び、製作コストを低減することができ、表面から突出するフレーム類の一部分に発泡成形時にバリが付くのを防止できる発泡成形品を提供する。
【解決手段】フレーム類2を内蔵するとともにフレーム類2の一部分3を表面1Kから突出させた発泡成形品1を成形する成形型であって、型内で発泡する発泡材10に押し上げられた空気を溜める空気貯留凹部11を上型7の上側の内面7Nに形成し、型内にフレーム類2を収容し、空気貯留凹部11にフレーム類2の一部分3を収容した状態で発泡材10を発泡させるよう構成してある。
(もっと読む)
発泡成形型及び発泡成形方法
【課題】 本発明は、作業を煩雑にすることなく、構造を簡素化するようにした発泡成形型を提供する。
【解決手段】 本発明に係る発泡成形型1は、一体発泡品Sで表皮10の凹部14を予定している凹部予定部17内に収容されるインサートブロック16を備え、このインサートブロック16は、凹部予定部17の底部19の周縁に沿って延在する底ハギ部20に食い込み可能な鋭角な食い込み部21が設けられ、この食い込み部21は、底ハギ部20に沿って延在し、鋭角な食い込み部21の先端21aの周長さは、底ハギ部20の周長さより大きくなっている。このようなインサートブロック16は、表皮10の伸び分を利用して、凹部予定部17内に押し込むように装着されるので、インサートブロック16によって凹部予定部17の底部19を発泡成形型1内で常に張った状態にしておくことができる。
(もっと読む)
残留発泡液除去装置
【課題】溶剤槽内で浮遊するカスを効率良く除去するようにした残留発泡液除去装置を提供する。
【解決手段】発泡液注入装置Aの注入ノズル10の先端10aに残留、付着した残留発泡液を除去するための残留発泡液除去装置1は、溶剤Sを収容した溶剤槽7と、前記残留発泡液を除去するために、前記溶剤Sに浸けられて前記溶剤槽7内で回転するブラシ8と、前記ブラシ8の回転により前記溶剤槽7内で発生する前記溶剤Sの波が乗り越える位置に配置されたカス取り手段と、を備えた構成である。
(もっと読む)
発泡成形品及びその製造方法
【課題】被装材一体形のシートパッド等の発泡成形品における被装材への樹脂の過度な浸透を防止する。ウレタン量を増加させることなく、硬度特性に優れ、ボイド等の欠陥がなく、摺れ音も防止されるシートパッドを提供する。
【解決手段】樹脂発泡体からなるパッド本体2と、該パッド本体2の裏面に一体化された補強布3とを有するシートパッド1。該補強布3のパッド本体2側にフィルム4が設けられている。
(もっと読む)
シートパッド及びその成形方法
【課題】発泡ポリスチレン等の発泡体が裏面に配置されたシートパッドの成形を容易なものとする。
【解決手段】シートパッド1は、シートパッド本体2と、該シートパッド本体2の裏面に設けられた発泡成形体3と、発泡成形体3を覆うサポータ材5とからなる。空洞部4に臨むサイドサポート部の裏面に発泡成形体3が配置され、この発泡成形体3を貫通してヘッドレスト穴6が設けられている。発泡成形体3の貫通穴3aを中子のピンに係合させることにより、発泡成形体3を中子に保持させておき、シートパッド本体2の発泡成形を行うことにより製造される。
(もっと読む)
粉粒状部材を内蔵する袋状体の成形方法とその成形体
【課題】粉粒状部材を内蔵する袋状体の成形方法に於いて、作業工程を簡素化して工数の削減を行ない、それによってコスト低減を図り、併せて形崩れの起こらない良質の成形体を提供可能とする。
【解決手段】所定の材料により所定の形状に表皮部材を成形し、注入部材である粉粒状部材には、予め接着剤を塗付するようにし、接着剤を塗布した状態で粉粒状部材を前記表皮部材の内部に空気圧送して注入し、粉粒状部材を表皮部材の中で乾燥一体化させる。
(もっと読む)
ヘッドレストの製造装置
【課題】 ヘッドレストを発泡成形する際、パッド成形用の発泡液の硬化時間を短縮してヘッドレストの製造の作業性を向上させることである。
【構成】 金型1内の表皮A内に注入ノズルCを挿入し、注入ノズルCを介して注入ガン30より、パッド成形用の発泡液を注入後、注入ノズルCを閉蓋装置2によって閉蓋することを特徴とする。
(もっと読む)
首振りヘッドレスト
【課題】 トリムカバーと一体発泡する首振りヘッドレストにおいて、その外観品質を向上させることである。
【解決手段】 ステー挿通用兼首振り用スリット1の内部より、パッド成形用の発泡液を注入してパッドを成形してなる。トリムカバー4の底布40に長孔を設け、この長孔の孔縁に、一端を閉口した略筒状に縫製した布の開口部を縫着し、この筒状の布地内に、中子M1を挿着した後、この中子M1に、ノズルを挿し込んで、袋状のトリムカバー4内にパッド発泡成形用の発泡液を注入してパッド3を発泡成形するようにしても良い。
(もっと読む)
ヘッドレスト用のクッションパッド及びその成形方法並びに成形型
【課題】クッションパッドに形成されたバリの除去作業を不要にして、製造を容易に行うことができるヘッドレストの成形型を提供する。
【解決手段】第1型11及び第2型12をヒンジ部13により連結し、第1型11の上端部に第3型14をヒンジ部15により連結し、第2型12の上端部に第4型16をヒンジ部17により連結する。前記第3型14及び第4型16の合着面におけるステー部材36の保持位置にそれぞれ溝を形成し、前記両溝にそれぞれカラー部材22を固着し、両カラー部材22の底板にステー部材36を挿通する挿通孔を形成し、前記両カラー部材22の内底部とステー部材36との間にシール部材26をそれぞれ収容する。前記両カラー部材22の底板及び前記シール部材26の下端部を、前記第1〜第4型により形成されるキャビティ18内に突出させる。
(もっと読む)
表皮材一体発泡体及び表皮材一体発泡体の発泡成形方法
【課題】フレームのエッジ部やバリにより表皮材が損傷するのを防止し、表皮材に部分的に異硬度部が形成されるのを防止する。エッジ部全周やバリに粘着テープを貼り付けたり、高価な電着塗装を行なう必要がなく、作業が容易で経済性に優れ、フレームとパッド材との分離が容易でリサイクルを容易に行なうことができる表皮材一体発泡体を提供する。
【解決手段】表皮材22の発泡原液の注入口24と対向するフレーム25に注入孔25aを形成し、注入孔25aの外周に両面テープ27を接合し、フレーム25の外周をフィルム29により被覆する。表皮材22の内部にフィルム29により被覆されたフレーム25を挿入し、表皮材22を発泡成形型11内に配設する。表皮材22の発泡原液の注入口24より発泡原液を注入してパッド材26を一体発泡成形する。
(もっと読む)
1 - 20 / 33
[ Back to top ]