
Fターム[4F204AH43]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 土木、道路、水工(←ガードレール、道路標示板) (53)
Fターム[4F204AH43]の下位に属するFターム
Fターム[4F204AH43]に分類される特許
21 - 39 / 39
建材の製造方法
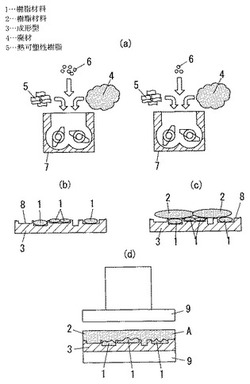
【課題】質感の高い建材を得ることができる建材の製造方法を提供する。
【解決手段】異なる色に着色された複数種の樹脂材料1、2を成形型3に別々にセットした後、これら樹脂材料1、2を成形型3でプレス成形して一体化する建材Aの製造方法に関する。上記複数種の樹脂材料1、2の色差が2〜8である。
(もっと読む)
曲面パネルの製造方法、その施工方法およびその製造装置

【課題】熱硬化性樹脂を含有する材料を用いて低コストで製造でき、かつ良好に構造物の曲面部を被覆できる曲面パネルの製造方法、その施工方法、および、その製造装置を提供する。
【解決手段】曲面パネルの製造方法では、平面パネル成形工程と、硬化工程とを実施する。平面パネル成形工程では、熱硬化性樹脂を含有する被成形材料を、平面状のプレス型枠を用いてホットプレスして、軟化状態の平面パネル1Bを成形する。硬化工程では、当該軟化状態の平面パネル1Bを、トンネル状水路の下部インバート部に対応する曲面形状を有した矯正台2で曲面状に形成した後に硬化させる。プレス型枠に掛かるコストを大幅に低減でき、矯正台2も安価に製造できるので、熱硬化性樹脂を含有する曲面パネルの製造コストを大幅に低減できる。下部インバート部を曲面パネルで好適に被覆でき、パネルの施工性も向上できる。
(もっと読む)
弾性舗装パネルの製造方法および成形装置
【課題】混合材の密度のばらつきが小さく、品質の安定した弾性舗装パネルを製造することができる生産性に優れた弾性舗装パネルの製造方法およびこの製造に用いる成形装置を提供する。
【解決手段】弾性骨材と樹脂バインダとを混合した混合材Cを長方形の型枠10に入れ、型枠10の幅よりも大きな幅の均し板2を、その下端が型枠10の上面に沿うように型枠10の一方の端部側から他方の端部側に移動させ、その移動の際に、均し板2の上端が下端よりも移動方向前方に位置するように傾斜させ、均し板2の下端から上端に向かう均し板の立設方向と、均し板2の移動方向とがなす傾斜角度aを30°以上60°以下にして混合材Cの表面を均す。
(もっと読む)
プラスチックを含む廃棄物の成形品への成形方法
【課題】各種廃棄プラスチックと木屑や繊維屑、紙屑等の屑を破砕及び粉砕し、混合し、加熱流動化し、低コストで必要強度を有した再生プラスチック品を成形する。
【解決手段】各種のプラスチックPを破砕及び粉砕してサイロ等に貯蔵し、また木屑Wや繊維屑F、紙屑Kを破砕及び粉砕してサイロ等に貯蔵し、一時貯蔵された粉砕プラスチックP1及び粉砕屑W1〜K1を各々定量供給機10によってミキサーMに前者が70〜30重量%、後者が30〜70重量%となるように供給して撹拌混合し、該ミキサー又はこれに接続した混練り機械5において120〜300℃で加熱しながら混合し練り合わせて流動可能状態にし、この流動状態の中間生成物Nをプレス機PRに組み込まれた金型MMに押し出し注入して成形品にホットプレス加工する。各種プラスチックPから、ポリビニルクロライド等の塩素を含むプラスチックを除外する。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】樹脂の事前脱泡が不要で、LRTM法の場合に比較して高Vfで品質の良い繊維強化樹脂成形品を製造することができる繊維強化樹脂成形品の製造方法を提供する。
【解決手段】キャビティ14の外側にキャビティ14を囲むように減圧通路15が形成されるとともに、キャビティ14及び減圧通路15の一部に跨るように脱気用部材18を配置した状態で型閉じされる成形型11を使用する。キャビティ14内に強化繊維基材30を配置した状態で減圧通路15を介してキャビティ14内を減圧するとともに、キャビティ14に連通する注入孔19から樹脂をキャビティ14内に注入して強化繊維基材30に樹脂を含浸させる。キャビティ14内に樹脂を第1の圧力で注入し、キャビティ14内に注入された樹脂がゲル化を開始した後、樹脂の注入圧力をLRTM法における注入圧力より高い第2の圧力に加圧して注入する。
(もっと読む)
熱可塑性樹脂コンクリート製品の製造方法およびその製造装置
【課題】熱可塑性樹脂のチップを熱溶融するまでの時間を大幅に短縮して、熱可塑性樹脂コンクリート製品の製造時間を大幅に短縮することができる熱可塑性樹脂コンクリート製品の製造方法およびその製造装置を提供すること。
【解決手段】多数の熱可塑性樹脂のチップ21および骨材3からなる混合物22を雌型11に入れた後、この混合物22に複数の加熱棒13を挿入してチップ21が熱溶融するまで加熱棒13で混合物22内を加熱し、次いで、加熱棒13を混合物22から抜いた後、雌型11および雄型12によって混合物22を加圧しながらチップ21が熱溶融するまで加熱し、次いで、混合物22の冷却後に雌型11および雄型12を離型する。
(もっと読む)
円形樹脂管ジョイント並びにその製造方法
【課題】肉厚が均一で真円率が高く、管内面に止水材を有する円形樹脂管ジョイントの提供。
【解決手段】止水材を管内面に一体成形してなる樹脂管ジョイントであって、外金型3及び5をパリソン及び止水布をつけた内金型7を挟んで圧縮するに当たり、天蓋を有する一対のそれぞれ独立した圧縮機構10を有する外金型3を閉じた後、天蓋を有さない一対のそれぞれ独した圧縮機構10を有する外金型5を閉じて、樹脂管ジョイントを製造する。
(もっと読む)
樹脂含浸シートの製造方法及び流路補修工法
【課題】空気溜りや硬化収縮に起因する結合力の低下を招くことなく、短期間で流路壁面を補修することができる樹脂含浸シートの製造方法とこの樹脂含浸シートを用いて施工される流路補修工法を提供すること。
【解決手段】シート状不織布から成る樹脂吸収材を丸めて管状プラスチックフィルムの内部に挿入し、該樹脂吸収材を真空引きしながら、その内部に未硬化の液状硬化性樹脂を含浸せしめた後、前記管状プラスチックフィルムを取り除いて樹脂吸収材を平坦なシート状に戻すことによって樹脂含浸シート1を製造する。又、樹脂吸収材に未硬化の液状硬化性樹脂を含浸して成るシート状の樹脂含浸シート1を流路10の壁面に配置し、その表面にFRP板(樹脂板)11を配置した後、両者を流路10の壁面に押し付けたまま、樹脂含浸シート1に含浸された液状硬化性樹脂を硬化させることによって流路10を補修する。
(もっと読む)
螺旋案内板の真空注入成形方法
【課題】 所要の厚さを確保しつつ表面平滑性を実現しうる真空注入成形法によるドロップシャフトの螺旋案内板の成形方法を確立し、製造時におけるスチレンの揮散を抑えて作業者や環境に配慮するとともに、熟練工を必要としない製品安定性の高い螺旋案内板の成形方法を提供する。
【解決手段】 螺旋案内路の一部分を1成形体とし、螺旋形状の案内路形成面11と、縦管内径に対応する曲面となされた接合片形成面12とを有する成形型1を用いる。この成形型1上に、切り込み21を設けたシート状の強化繊維材料2を配設し、強化繊維材料2の上に成形体の離型性を高める離型シート3、および注入樹脂の拡散を促進する樹脂拡散ネット4を順に敷設する。これらの上には上型5を設置し、バッグフィルム6によって気密に被覆して成形部を形成する。そして、バッグフィルム6内を真空状態として樹脂を注入し、成形体を得る。
(もっと読む)
敷板及び敷板の成形方法
【課題】 ゴムチップを固めて成形され、その少なくとも表面がゴムチップによる凹凸面とされるとともに裏面側に凹部が設けられた敷板において、同凹部に対応する部位における目詰まりが抑制された敷板を提供する。
【解決手段】 ゴムチップとバインダとの混合物を熱加圧して成形されるゴムチップタイル10の裏面10b側には、ゴムチップタイル10同士を連結するための連結部材が係合される係合溝11が設けられている。ゴムチップタイル10において、係合溝11に対応する部位におけるゴムチップのかさ密度は、それ以外の部位の同かさ密度に対して比率が0.8〜1.0の範囲とされている。このため、係合溝11と対応する部位での目詰まりが抑制される。
(もっと読む)
繊維補強樹脂成形品の製造方法、並びに、繊維補強樹脂成形品
【課題】 廃材をリサイクルすることによって成形することが可能であって、引張り力や曲げを受ける用途に使用される場合にも、強度が優れる繊維補強樹脂成形品の製造方法や繊維補強樹脂成形品を提供する。
【解決手段】 長尺状であって長尺方向に配向している長繊維を有する長繊維樹脂部11が用いられており、この長繊維樹脂部11と不定形樹脂とを成形型内に配置し、不定形樹脂を固化させて繊維補強樹脂成形品を成形する。不定形樹脂は、破砕物などが使用される。
(もっと読む)
複合シート材及びその製造方法
【課題】 所望の厚さを有するシート体に保形性を有する基材が埋設された長尺形状の複合シート材及びその製造方法を提供する。
【解決手段】 複合シート材10の製造時には、まず第1工程において、溶融状態の合成樹脂を含むシート材料18をシート形状に伸ばして、長尺シート形状の第1シート層11を連続的に成形する。次に、第2工程において、第1シート層11の一方面が未硬化の状態のうちに、屈曲自在で保形性を有する長尺シート形状の基材15を、その長手方向が第1シート層11の長手方向と平行となるように第1シート層11上に連続的に敷設する。そして第3工程において、溶融状態の合成樹脂を含むシート材料19を基材15上に伸ばして第2シート層12を形成し、第1シート層11と第2シート層12とを基材15を介して一体化させる。このようにすると、第1シート層11及び第2シート層12の厚みがそれぞれ所望の厚さに設定自在となる。
(もっと読む)
無機質発泡成形体の製造方法
【課題】 所要の形状及び寸法で耐火性や不燃性と優れた断熱性を保持する成形体を、均質な発泡倍率と強靭な発泡構造を以って安価に生産しえる無機質発泡成形体の製造方法を提供する。
【解決手段】 電熱若しくはガス熱で温度管理のなしえる大容積の加熱炉若しくは加熱釜に、金属若しくは非鉄金属からなり所要の形状と寸法で、その内部にシロキサン及びシラノール塩多分子量溶液が注入保持しえる成形型と、該成形型と開閉若しくは着脱自在で且密閉固定しえる内圧付加蓋とからなる成形器に、適宜容量のシロキサン及びシラノール塩多分子量溶液を注入し且密閉固定のうえ、加熱ケージ内に多数多段に載置のうえ加熱発泡成形させる。
(もっと読む)
コンクリート型枠兼用断熱パネルおよびその製造方法
【課題】コンクリート打設時の側圧に耐える十分な曲げ強度と曲げ剛性を有し、コンクリート打設時における縦端太材間の型枠面のたわみ量が少なく、コンクリート型枠として十分な強度を備えた型枠兼用断熱パネルとその製造方法を提供する。
【手段】ペットボトル切断片ないし粉砕片を加熱処理してなるカール状のペットボトル収縮片と熱硬化性樹脂とを混合し、加圧加熱成形してなるパネルであって、曲げ強度5.0N/mm2以上、曲げ剛性4×104Nmm2以上、コンクリート打設時の最大撓み量が3mm以下である断熱性に優れたことを特徴とするコンクリート型枠兼用断熱パネルとその製造方法。
(もっと読む)
チップパネルの製造方法
【課題】 長期間にわたってチップ層の剥れや図柄の褪色がなく、精密な型は不用であるから費用も低減できるのに対し、細かい図柄を表すことが可能であるし、製造効率に優れている。
【解決手段】基板2の上面2Aに輪郭線3Aで下絵3を表し、輪郭線3Aに沿って複数本の係止ピン11を適宜の間隔で立設する。係止ピン11に紐状枠材21Aを係着することにより型枠21を形成し、成形型内で該型枠21の内側及び外側の基板2上にバインダーを混合したゴムチップを充填し、プレス型で加圧しながら加熱することにより、該チップを紐状枠材21Aと一体に固形化してチップ層31、31により図柄を形成する。
(もっと読む)
繊維強化樹脂成形体付き構造体の製造方法
【課題】 構造体上に光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とERP成形体を一体化させるに際し、前記光硬化を目視で確実に判断し得るFRP成形体付き構造体の製造方法を提供する。
【解決手段】 構造体上に光硬化により消色又は変色するインジケーター機能を有する光硬化性樹脂組成物層を介してFRP成形体又は光硬化性プリプレグを設け、光照射して前記光硬化性樹脂組成物層又はこの層と光硬化性プリプレグを硬化させることにより、構造体とFRP成形体を一体化させる。
(もっと読む)
レジンコンクリート製品の製造方法
【課題】熱硬化性樹脂を低配合として、しかも既往製品と同様な外観意匠を確保し、既往の配合率であるなら外観意匠の一層の向上を実現するレジンコンクリート製品の製造方法を提供する。
【解決手段】金型の内周面に離型剤を塗布する工程と、前記離型剤層の上へ硬化促進剤を更に塗布する工程と、熱硬化性樹脂を5〜15重量%配合したレジンコンクリートを前記金型内面へ注入充填する工程と、前記レジンコンクリート製品を金型から離型して取り出す工程とから成る。
(もっと読む)
廃棄プラスチック及び廃棄木材を利用したコンクリート型枠
【課題】 廃棄プラスチックと廃棄木材を再利用して、その使用後廃棄する必要性がなく廃棄による弊害を防止することができるとともに、地球環境悪化原因である熱帯樹林の伐採を防ぐ為、南洋木材を使用したものに代わる用途に応じた、腐らず何度も使い回しがきき美観と強度のある、廃棄プラスチック製或いは廃棄プラスチックと廃棄木材混合製コンクリート型枠を提供する。
【解決手段】 回収した廃棄プラスチック、廃棄木材を粉砕し、それぞれの熱量に応じた割合の混合品を押出し成形機やプレス成形機や射出成形機に投入・溶融し押出し、射出して所定形状(コンクリート接着面に模様を造型)に成形し冷却などで硬化せしめ、型枠を製造する。またその型枠が使用後廃棄のおりは、回収の後適切な大きさに粉砕した後、適切な熱量を持つエネルギー資源として再利用する。
(もっと読む)
暗渠排水用溝、桝及び管の製造方法
【課題】 廃棄物としてFRP廃材を用いた集水性に優れた暗渠排水に供する溝、桝、及び管を製造する方法を提供する。
【解決手段】 FRP廃材を平均直径1〜40mmの大きさに破砕する工程1、前記工程1で得られる破砕物に液状の熱硬化性樹脂を加えて混合する工程2、前記混合物を金型内に充填する工程3及び金型内で加圧下に前記混合物を硬化させ成形する工程4からなり、前記工程1から工程4までを順次実施することを特徴とする、暗渠排水用溝、桝及び管の製造方法に関する。
(もっと読む)
21 - 39 / 39
[ Back to top ]