
Fターム[4F204AH47]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 建築設備 (430) | 構造材料、外装(←柱、梁、コンクリート、補強筋) (66)
Fターム[4F204AH47]に分類される特許
21 - 40 / 66
サンドイッチ複合要素
本発明は、発泡性反応混合物を基材に所望により同時にかつ所望により均一に適用するためのデバイス、発泡性反応混合物の製造方法、サンドイッチ複合要素を製造するためのデバイス、および発泡サンドイッチ複合要素の製造方法に関する。 (もっと読む)
金属製被着体と熱可塑性樹脂との接合方法および住宅部材の製造方法

【課題】金属製被着体の接合面の形状に関わらず金属製被着体と熱可塑性樹脂とを密着させて接合させることができ、接合に要する時間を短縮でき、接合面の形状や位置合わせの制約を受けることもなく、さらに熱可塑性樹脂の成形および金属製被着体との接合のための一連の工程を簡略化できる金属製被着体と熱可塑性樹脂との接合方法および住宅部材の製造方法を提供する。
【解決手段】金属製被着体1における熱可塑性樹脂4との接合面2に粘着層3を形成する工程と、熱溶融した熱可塑性樹脂4を粘着層3に接触させ、次いで固化させる工程とを含むことを特徴とする。
(もっと読む)
免震構造体用単位積層ゴムの製造方法

【課題】成形されたゴムシートを打抜いて未加硫の単位積層ゴムを形成する場合のような、材料歩留り等の問題を生じることがなく、射出成形によって、未加硫単位積層ゴムを形成する場合のような、寸法精度の低下、設備コストの増加、スコーチの発生のおそれ等のない免震構造体用単位積層ゴムの製造方法を提供する。
【解決手段】成形型3内で、一枚の金属板1上に一枚の未加硫ゴム層9を積層形成してなる単位積層ゴム10を製造するに当って、成形型3の開放姿勢で、その成形型3内に予め配設した金属板1上に、所定量のゴム材料5を注入し、次いで、ゴム材料5それ自体を、金属板1の厚みのばらつきのいかんにかかわらず、成形型3の開放量の低減下で、一定のゴム厚みとなるまで押込み変形させて、金属板1上に、所要の外輪郭寸法のゴム層9を一体形成する。
(もっと読む)
積層シートの製造方法
【課題】既存の製造設備にも適用することができ、補強材であるガラス繊維網状体とフッ素樹脂フィルムとを高い接着強度で連続的に積層することができる積層シートの製造方法を提供する。
【解決手段】融点がTA(℃)のフッ素樹脂フィルムAと、バインダーでガラス繊維ヤーンを網目状に固定したガラス繊維網状体Xと、融点がTB(℃)のフッ素樹脂フィルムBと、融点がTC(℃)のフッ素樹脂フィルムCとを、この順に重ねた状態で、フッ素樹脂フィルムCに接するロール11(温度T1(℃))、および前記ロール11と対向してフッ素樹脂フィルムAに接するロール12(温度T2(℃))により、TC>T1>TB、かつT1>TA>T2の条件で連続的に加熱加圧し、溶融接着して積層する積層シートYの製造方法。
(もっと読む)
サンドイッチパネル製造方法およびサンドイッチパネル製造設備
【課題】サンドイッチパネルの厚みを確実に制御し、不良品率の低減が可能なサンドイッチパネル製造方法を提供する。
【解決手段】帯状のサンドイッチパネルPの製造方法であって、下面材供給装置2Lから供給された帯状の下面材1L上に発泡原液組成物Aをミキシングヘッド7から供給する工程と、上面材供給装置2Uからニップローラ8を介して上面材1Uを供給する工程と、発泡原液組成物Aの発泡処理を第1成型ロール11および第2成型ロール12で押えながら行う工程と、この発泡処理の工程の初期、中期、および後期においてサンドイッチ状構造体Bの厚みを厚みセンサー13により検出する工程と、サンドイッチパネルPの最終的な厚みが一定となるように、初期の厚みセンサー13aによる検出結果に基づいてニップローラ8の位置を変更する工程と、中期の厚みセンサー13bによる検出結果に基づいて第1成型ロール11の位置を変更する工程とを有する。
(もっと読む)
強化繊維成形体の製造装置および製造方法
【課題】成形速度の向上が可能で、かつ、繊維体積含有率を高くかつ均一にして高品質に保つことが可能な、長尺部材の効率のよい連続成形に好適な強化繊維成形体の製造装置および製造方法を提供する。
【解決手段】搬送されてくる強化繊維基材の長手方向各部位に接触しながら順次賦形していく接触賦形手段を有する装置であって、強化繊維基材の幅方向に配列され、該幅方向において互いに相対移動可能な少なくとも二つの接触賦形手段を設け、該少なくとも二つの接触賦形手段間に、各接触賦形手段から櫛歯が強化繊維基材の幅方向に延び、櫛歯同士が強化繊維基材に接触するように互いに噛み合うことにより、強化繊維基材の接触賦形領域の幅変化を吸収可能な櫛歯機構を構成したことを特徴とする強化繊維成形体の製造装置、およびそれを用いた強化繊維成形体の製造方法。
(もっと読む)
FRP構造体の製造方法
【課題】一体化された構造体が優れた強度特性を発揮でき、とくに接合界面部分で高い層間強度を保持できるとともに、大型のFRP構造体でもオートクレーブなどの設備を使わず安価にかつ容易に成形できるようにしたFRP構造体の製造方法を提供する。
【解決手段】少なくとも一つ以上のプリキュアした繊維強化複合材の一部に接着剤を配置する接着剤配置工程と、高靭性化粒子を少なくとも前記接着剤との接合面側に分散付与した強化繊維基材を前記接着剤の層と接して配置する強化繊維基材配置工程と、繊維強化複合材の一部あるいは全部と強化繊維基材の全部を密閉媒体で覆って内部を減圧する密閉減圧工程と、密閉媒体内部を加熱する加熱工程と、密閉媒体内に樹脂を注入して硬化させる樹脂注入硬化工程を含むことを特徴とするFRP構造体の製造方法。
(もっと読む)
気体除去方法、気体除去装置、コアの製造方法、コアの製造装置及び積層支持体
【課題】塑性流動材料と硬質充填材の混合物を加圧して混合物中の気体を除去することで、気体含有率が低い成型品を得ることを課題とする。
【解決手段】シリンダ42の加圧室42Rに塑性流動材料と硬質充填材の混合物片56Aを投入し、加圧室42Rの混合物片56Aを加圧する。これにより、混合物片56Aに含有された気体及び、加圧室42Rに投入された塑性流動材料と硬質充填材の混合物片56Aの間の空気が、加圧室42Rから連通孔50を通って外部へ押し出され、結果として気体が除去された、すなわち気体含有率が低減された複数の混合物片56Aからなる成型品56が得られる。
(もっと読む)
発泡原液注入ノズル用補強部材及び発泡原液注入方法
【課題】十分な強度を確保しつつ、低コストで複数種類の形状に対応することができる発泡原液注入ノズル用補強部材及び発泡原液注入方法を提供する。
【解決手段】発泡原液を注入するための発泡原液注入ノズル10aに対して、その外周面に被せるようにして発泡原液注入ノズル用補強部材20を取り付ける。これにより、発泡原液注入ノズル10aを通常よりも小さい肉厚で形成しておいて、その外周面に所望の形状からなる発泡原液注入ノズル用補強部材20を取り付けることができるので、当該発泡原液注入ノズル用補強部材20によって十分な強度を確保しつつ、複数種類の形状に対応することができる。また、発泡原液注入ノズル10a全体を取り替えるのではなく、発泡原液注入ノズル用補強部材20のみを取り替えることにより、複数種類の形状に対応することができるので、コストを低減することができる。
(もっと読む)
ハニカムパネルの製造方法
【課題】第1に、コスト面に優れ、第2に、強度面にも優れ、第3に、更に重量面にも優れると共に、第4に、曲面成形が容易であり、取扱いも容易であり、物性付与等も可能な、ハニカムパネルの製造方法を提案する。
【解決手段】この製造方法は、ハニカムコア2の両端面に繊維強化プラスチック製の表面板3が接着されたハニカムパネル1を、RTM工法を適用して製造する。そして、ハニカムコア2のセル空間5に、予めバルーン15が充填されており、このバルーン15が、吸引,減圧工程においてセル空間5内に膨張,充満する。すなわち、準備されるハニカムコア2は、事前にゴム製や樹脂製のバルーン15が、セル空間5内に残余隙間空間16を存しつつ挿入されている。そしてバルーン15は、吸引,減圧を利用して、セル空間5内で球状その他の形状に膨張し、セル空間5の残余隙間空間16をほぼ埋めて充満する。
(もっと読む)
積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置
【課題】プラグ体内に含まれる空隙を大幅に減少させることのできる積層免震ベアリングの製造方法およびそれに用いられるプラグ体成形装置を提供する。
【解決手段】塑性変形材料を金型に収容したあとこれを加圧成形してプラグ体4を形成する工程と、中空部5にこのプラグ体4を挿入する工程とを経て積層免震ベアリング10を製造する。
(もっと読む)
プレスシステム
本発明は、部分発泡ポリマー体を製造するプレスシステム(10、11、12、13、14)に関する。本発明によるプレスシステムは、容積可変の型キャビティ(20)と、温度制御手段(30)と、成形中の型キャビティの拡大に対して反対方向に作用するように構成されたカウンタ圧力手段(40)を有する。カウンタ圧力手段によって付与される圧力は、型キャビティの拡大に応じて増大するように構成される。本発明はまた、部分発泡ポリマー体の成形方法を提供する。 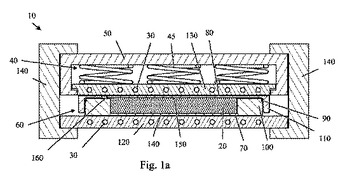 (もっと読む)
(もっと読む)
複合材料の製造方法
【課題】本発明の目的は、第1面材と第2面材との間に硬質ポリウレタンを形成してなる複合材料において、その幅方向に対し均一な厚みとなるように構成した複合材料の製造方法を提供することにある。
【解決手段】第1面材の幅方向略中央部上に硬質ポリウレタンフォーム原液組成物500を供給する原液供給工程と、原液を供給した第1面材上400に所定の間隔を設けて第2面材401を供給する面材供給工程と、第1面材400と第2面材401の間で硬質ポリウレタンフォーム原液組成物が発泡・硬化する発泡硬化工程と、発泡硬化工程の少なくとも一部期間において、第1及び第2面材400、401の所定の間隔を保持する保持工程とを備え、保持工程において、上方に発泡膨張するポリウレタンフォームを面材の幅方向に平坦化させる平坦化手段100を少なくとも一部に設けることを特徴とする。
(もっと読む)
竹繊維成形物及び竹繊維成形物炭化処理材
【課題】剛性材ないしは準剛性材又はブロック状の弾性材を成形可能で、壁材、断熱材を含む建築材料、マット、吸音材、緩衝材その他の用途に適用可能な削剥竹繊維を母材とする竹繊維成形物及びこれに炭化処理を施した竹繊維成形物炭化処理材を得る。
【解決手段】竹繊維を母材とする竹繊維成形物Xが、採取した竹材の繊維配向と交差する方向に鉋掛け又は削進することにより削剥して得られるフィラメント状の削剥竹繊維1を原材料とする。該削剥竹繊維1に、水分を噴霧供給して湿潤化するとともに絶乾状態の粉末状糊材2を添加混合し、ついで削剥竹繊維1を交絡させて金型投入して材料表面を整え、所定の圧下量で脱気又は圧密化し加熱保持して賦型化する。こうして得られた竹繊維成形物Xに、さらに炭化処理を施して竹繊維成形物炭化処理材を製造する場合がある。
(もっと読む)
多孔質材加工用樹脂組成物および成形多孔質材の製造方法
【課題】 本発明の課題は、成形樹脂含浸多孔質材の表面に樹脂光沢が発生することを防止することにある。
【解決手段】 多孔質材の表面に塗布または多孔質材内部に含浸または混合せしめる熱硬化性樹脂であり、該熱硬化性樹脂には樹脂分に対して5質量%以上のコロイダルシリカが添加されている多孔質材加工用樹脂組成物を多孔質材の表面に塗布、含浸、または混合する。該樹脂組成物はコロイダルシリカが添加されているため、該樹脂含浸多孔質材をプレス成形して、表面に該樹脂組成物が滲出しても、樹脂光沢が発生しない。
(もっと読む)
硬質ポリウレタンスラブ製造設備及び硬質ポリウレタンスラブ製造方法
【課題】硬質ポリウレタンスラブの発泡成形において、収縮代を考慮しつつも材料の無駄を抑制可能な硬質ポリウレタンスラブ製造設備を提供する。
【解決手段】下面材上にポリウレタン発泡原液を吐出すると共に、その上面に上面材3を供給しつつこれらを搬送してポリウレタン発泡原液を硬化させ、所定長さに切断する硬質ポリウレタンスラブ製造設備において、吐出されたポリウレタン発泡原液の発泡処理を行いながら硬質ポリウレタンスラブを搬送するための発泡搬送部を備え、この発泡搬送部は、硬質ポリウレタンスラブの下方もしくは上下に位置するダブルコンベア7と、硬質ポリウレタンスラブの幅方向両側部に位置して、幅方向両端部を押える押圧面9bを有するブロックコンベア9と、を備え、幅方向において向かい合う押圧面9bどうしの間隔が、硬質ポリウレタンスラブの底部よりも上部のほうが広くなるように設定されている。
(もっと読む)
積層板及びその製造方法
【課題】強度を高めることができるとともに、大きさに係わらず成形後の歪みの発生を抑制することができる積層板及びその製造方法を得る。
【解決手段】車両用デッキボード1は、裏面側シート素材16と表面側シート素材15との間に発泡樹脂13およびリインフォース20を介在させた状態で下型21および上型22を型締めすることで、裏面側シート素材16および表面側シート素材15を溶着して嵩上げ架橋材入り積層部材26を形成し、裏面側シート素材16および表面側シート素材15を下型21および上型22にそれぞれ真空吸引させながら、裏面側シート素材16と表面側シート素材15とを溶着して形成した嵩上げ架橋材入り積層部材26の内部に圧縮空気を注入してブロー成形することで成形されている。
(もっと読む)
サンドイッチパネル製造設備
【課題】上下面材間に供給する原液の逆流を抑制し、均質な発泡を行うことが可能なサンドイッチパネル製造設備を提供する。
【解決手段】上下両面に対向配置された面材間に発泡性樹脂芯材が発泡成形されてなる帯状のサンドイッチパネルPを製造するためのサンドイッチパネル製造設備であって、帯状の下面材1を搬送する下面材搬送機構7と、帯状の上面材を搬送する上面材搬送機構8と、下面材1と上面材2の間に発泡性樹脂芯材の原液を供給するミキシングヘッド10と、を備え、このミキシングヘッド10による原液の吐出位置から下流側にわたる所定領域Aにおいて、下面材1が下流側にいくほど下方向に傾斜した状態になるように下面材搬送機構7が構成されている。
(もっと読む)
FRP成形体の製造方法およびその成形体。
【課題】
強化繊維基材に、内部離型剤を含有する熱硬化性樹脂を含浸した成形体における、表面改良(=接着力の向上)に関するもので、成形体の強度・剛性等の機械的性質を保持しつつ、耐候、耐食性に優れ、かつ表面に密着度の高い装飾性(意匠性)および機能性(耐久性)を付与する層を設けることが可能な、FRP成形体の製造方法とその成形体を提供する。
【解決手段】
強化繊維基材に、内部離型剤を含有する熱硬化性樹脂を含浸した基本構造要素前駆体の少なくとも片面に、内部離型剤をの含有率が0〜0.1重量%である熱硬化性樹脂を含む結着層前駆体を、一方の熱硬化性樹脂の硬化度が50%以上、もう一方の熱硬化性樹脂の硬化度が50%以下の状態で重ねた後、全体を加熱硬化させて一体化する製造方法によって得られることを特徴とする。
(もっと読む)
セルロース繊維強化成形体とその製造方法
【課題】成形不良を起こすことなしに厚肉の成形品を得ることのできる軽量のセルロース繊維強化成形体とそれを効率的に製造する方法を提供する。
【解決手段】上記製造法を、互いに絡み合ったセルロース繊維を単独で或いは粉末状の樹脂成分と共に溶媒中で攪拌してスラリーを形成させ、溶媒を凍結乾燥により除去して得られる、セルロース繊維からなる綿状体或いは樹脂成分を含有するセルロース繊維からなる綿状体とし、前者の綿状体には樹脂成分を含浸させた後、後者綿状体はそのまま、加熱下で成形するものとする。該セルロース繊維としては、その少なくとも一部をパルプの叩解または機械的解砕によってミクロフィブリル化したものとするのがよい。
(もっと読む)
21 - 40 / 66
[ Back to top ]