
Fターム[4F204AH55]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 丸形容器(←びん、ジャー、タンク) (78)
Fターム[4F204AH55]に分類される特許
61 - 78 / 78
所定量を移送する装置

本装置には:-所定量(D)の流動性材料を移送する移送手段(50)であって、該所定量(D)には、横断寸法(M)及び端部ゾーン(19;119;219)を有する長尺体(39)を備える移送手段;-上記所定量(D)を該移送手段(50)から受容する受容手段(21);を含み、該移送手段(50)には、上記端部ゾーン(19;119;219)付近で上記横断寸法(M)を減少させて、該端部ゾーン(19;119;219)を成形する端部成形手段(18)を含む。プラスチックの所定量には、横断寸法(M)を備える長尺体(39)を含み、該長尺体(39)には、上記横断寸法(M)未満の各横断寸法(N)を備える端部ゾーン(19;119;219)を含む。 (もっと読む)
圧縮成形機にドロップを強制挿入する方法及び装置並びに成形金型追従式ドロップ供給方法及び装置
【目的】 連続的に圧縮成形を行うに際し、押出し供給される溶融合成樹脂塊状体(ドロップ)を、回転可動する複数の圧縮成形金型へ連続的に精確かつ迅速に挿入する。
【解決手段】 成形品を成形するためのドロップを回転可動する成形雌型に連続供給する方法及び装置であって、押出し開口部から押し出される溶融状態の合成樹脂を、保持機構に付設された切断具で切断して定量のドロップとし、ドロップを保持機構により保持搬送して強制的に成形雌型凹部に挿入供給する。そのとき、回転式可動型ドロップ供給体上の保持機構を回転する成形金型に接近させ、一定の範囲において保持機構と成形金型の回転軌跡を一致せしめて、保持機構の移動を成形金型の移動に追従させる。 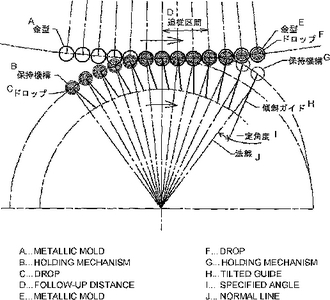 (もっと読む)
(もっと読む)
溶融樹脂の供給方法及びその装置、並びに供給された溶融樹脂による成形品の製造方法

【課題】 溶融樹脂が金型に着座前に経路部材に付着することを防止して、成形金型内での溶融樹脂の位置決め精度を向上させ、供給タイミングの遅れ等もなく正確に供給する。
【解決手段】 溶融樹脂25が着座前に通過する経路中に位置する溶融樹脂ガイドピン10やスロート部材、雌型等の経路部材に、振動付与装置27により振動の付与又はその表面に気層膜を形成することにより、溶融樹脂の前記経路部材への付着を防止しながら供給する。
(もっと読む)
構造化ポリマーフィルムおよびその製造方法
構造化ポリマーフィルムの両側に複数の長手方向に間隔のあいた構造を有する構造化ポリマーフィルムを製造する方法が記載されている。この方法は、複数のツール突出部(204)を含む外周面を有する回転可能なツール(200)を提供する工程と、ツールの外周面の反対に平滑な順応可能な外周面(212)を有するニップロール(210)を提供する工程と、ツールとニップロールとの間のニップにポリマー層を導入する工程と、周囲表面にツール突出部のあるツールとニップロールとの間にポリマー層をプレスして、ポリマー層の第1の側へウェブ凹所およびポリマー層の反対側の第2の側から離れるように延在するウェブ突起を形成して、構造化ウェブを形成する工程と、構造化ウェブをツールから取り出す工程と、を含む。試料処理物品も記載されている。 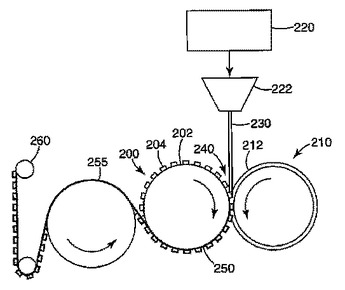 (もっと読む)
(もっと読む)
金属アミドおよび金属アルコキシド触媒を使用する大環状ポリエステルオリゴマーの重合
金属アミドおよび金属アルコキシド種が、大環状ポリエステルオリゴマーの開環重合を触媒することが見出された。この触媒によって迅速な重合、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
希土類元素触媒を使用する高温での大環状ポリエステルオリゴマーの重合
ランタニド希土類元素またはイットリウムを含有する化合物は、大環状ポリエステルオリゴマーの重合のための有効な触媒である。この触媒は高温で安定であり、そして重合は迅速であり、高いモノマー変換率、高分子量および機械的に良好な材料がもたらされる。 (もっと読む)
高分子材料の物品の圧縮成形ユニット
本ユニットは、圧力によってパンチ(11)及び、その密閉キャビティに高分子材料の充填物を充填したダイを1つに結合することにより動作し、充填物は、ダイの外側で作成されてからダイキャビティ内に挿入される。本ユニットは、物品の外面の下部を形成するように配置され、その内面(30a)は下端部及び軸方向に伸びる側方部を含むダイの下部を有する金型を備えている。ダイの下部(30)は、補完的に設置して共にダイの下部(30)の内面を画定することのできる内面(33,34)を有する第1構成部材(31)及び第2構成部材(32)を含む。第2構成部材(32)の内面(34)は、ダイの下部(30)内面の前記下端部の全体または大部分を画定する。第2構成部材(32)は、第1構成部材(31)に対して、その内面(34)が内面(33)と整合する前記位置にある上方位置と、ダイの下部(30)のキャビティの容積を増加させるために、内面(34)が内面(33)から離れて存在する引抜き位置との間を移動することができる。 (もっと読む)
変形可能なキャビティ壁を備える圧縮金型
金型は、マトリックス(30)と、マトリックスのキャビティに貫入して金型の成形室を決定するように適合されたパンチ(20)とを有し、対象物はマトリックス(30)のキャビティ内のパンチ(20)の圧入によって形成され、前述のキャビティには、質量を基準値に応じて計量したポリマー材料の計量体(8)が予め配置されている。本発明によると、マトリックス(30)は、その内面がマトリックス(30)の平面の少なくとも一部を画定する少なくとも1つの変形可能な壁(31)を備え、前述の変形可能な壁(31)は、少なくとも部分的に比較的薄い厚みを有し、それにより対象物の最終成形ステップにおいてポリマー材料の圧力下で弾性変形可能であり、それにより基準値に対する計量体(8)の質量の誤差を吸収する。 (もっと読む)
圧縮成形システム
【課題】 合成樹脂供給装置(6)における切断・保持手段(38、138)から離脱して落下せしめられる合成樹脂(84、184)を圧縮成形装置(2)における成形金型手段(12、112)の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】 切断・保持手段の回転中心を圧縮成形装置における成形金型手段の円形軌跡(14、114)の中心と実質上合致せしめると共に、切断・保持手段の回転方向及び回転角速度を成形金型手段の回転方向及び回転角速度と実質上合致せしめ、所要角度範囲に渡って円弧状に存在する樹脂供給域(16、116)においては、切断・保持手段の半径方向位置を成形金型手段の円形軌跡に整合せしめ、かくして切断・保持手段が成形金型手段の所要部位に整合してその上方に位置して移動するように構成する。
(もっと読む)
プラスチック複合材料及びその製造方法、プラスチック成形体の製造方法、水熱反応処理残渣の処理方法並びに植物育成用容器の製造方法
【課題】 有機物をフィラーとして用いたプラスチック複合材料より強度が高く、無機物をフィラーとして用いたプラスチック複合材料より強度の低いプラスチック複合材料を容易に製造する。
【解決手段】 プラスチックとフィラーとを含むプラスチック複合材料の製造方法であって、上記フィラーに、有機物及び無機物が含まれている。
(もっと読む)
改良コア材料
本発明は、密閉金型システム、ハンドレイアップ適用および/またはスプレーアップ適用での使用に適する、好ましくは、1バールの圧力において30%より大きい圧縮抵抗性を有する、ドレープ可能なコア材料であって、ウェブ内にフォーム構造を含有する少なくとも一つの繊維質ウェブを基材としており、前記フォーム構造が多数の部材から形成されており、それら部材は樹脂に対して透過性である流路によって相互に分離されている、前記コア材料に関する。さらに、本発明はかかるコア材料を含む積層物、コア材料の製造方法、およびかかる積層物の製造方法に関する。  (もっと読む)
(もっと読む)
装置及び方法
装置は、プラスチックの圧縮鋳造の一服ための第一経路に沿って移動可能な成形手段;前記一服を前記成形手段へ移送するための複数の移送手段;各アームは前記第一経路の更なる部分とほぼ一致する部分を有する第二経路に沿って前記移送手段を動かすための対応する移送手段に関連する複数のアーム手段;からなる。  (もっと読む)
(もっと読む)
ペレットの移送装置と移送方法
プラスチック材装入物を、金型キャビティ(24)のある金型を持つ成形機に移送する装置。この移送装置は、軸(56)を中心として回転するハブ(66)、このハブから概ね半径方向に延びて、軸(56)を中心として、ハブ(66)とともに回転する少なくとも1つのアーム(70)、および、アーム(70)に動作可能に結合されて、ハブ(66)とアーム(70)が軸(56)を中心として回転するときに、軸(56)に関して、或る進路に沿ってアーム(70)を移動させるカム・システム(74)を含む。一実施形態では、アームの少なくとも一部は、この進路の一部の期間中、軸(56)に平行な平面に沿って移動する。  (もっと読む)
(もっと読む)
多層構造体
本発明は、合成樹脂から作製され、かつ頂面(2)と、縁(3と、5)と、前記頂面(2)の表面と基本的に同一の表面を有する底面(4)により形成され多層構造体(1)に関し、前記構造体は、面(2と、4)と縁(3と、5)を有する第一の層(6)と、面(2と、4)と縁(3と、5)との間に配置され、かつ前記面(2と、4)の表面と少なくとも同等の表面を有する第二の層(7)と;を具備している。本発明は、前記第二の層(7)が、少なくとも一つのジグザグ形の二重折り曲げ部を形成することを特徴とする。 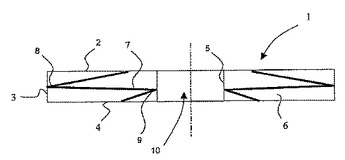 (もっと読む)
(もっと読む)
プラスチック物品の圧縮成形用装置
本プラントは、装填材料を装填した金型(110、120)のキャビティ(11、12)内に成形パンチを加圧挿入することによるプラスチック物品の圧縮成形用のプラントであって、
本プラントは、各々少なくとも一つの金型部品(110)を担持する多数のシャットル(10)を有し、これらのシャットルは成形装置(20)に運ばれ、成形装置(20)には、多数のパンチ及びシャットル(10)を保持する相応した多数の受座(21)が設けられ、これら受座はシャットル(10)を受けたり外したりするように構成され、成形装置は、パンチをシャットル(10)の金型キャビティ(11、12)内に挿入する手段及び金型キャビティ(11、12)から引出す手段を備え、物品の圧縮成形を行う。シャットル(10)は成形装置から独立している。各シャットル(10)は、金型に装填された物品の温度を制御する少なくとも一つの状態調節流体の少なくとも一つの回路(15)を備え、成形装置(20)は、少なくとも一つの状態調節用流体に対して、成形装置(20)の受座(21)内に挿入されたシャットル(10)に状態調節用流体を供給する少なくとも一つの供給システム(25)を備えている。
(もっと読む)
容器予備成形物の連続生成
吹込成形容器用の予備成形物を生成する方法は、溶融相重合によりポリエステルポリマーを生成するステップ、および予備成形物を圧縮成形する前にポリエステルポリマーを固化することなく、ポリエステルポリマーの予備成形物を圧縮成形するステップを含む。このプロセスは、ポリマーをペレットの形態に固化するステップ、そのペレットを予備成形物製造業者へ発送するステップ、およびついでそのポリマーを再溶融するステップから成る従来の中間ステップを不要にする利点を有する。さらに、予備成形物が溶融相ポリマーから直接生成されるために、そのポリマーは、0.65以下の低い固有粘度数を有することができ、これは低圧、低温用途用の吹込成形容器に特に有用である。 (もっと読む)
自然分解される無公害の使い捨て容器及びその製造方法
本発明は、完全に自然分解される無公害の使い捨て容器及びその製造方法に関するもので、その目的は環境にやさしい材料を使用しながら別途の化学添加剤の投入なしで使い捨て容器の一般的な形態や機能を維持し、使用後には100%自然分解され環境汚染及び分別して捨てるなどの問題点を発生しない完全に自然分解される材料のみで製造する無公害の使い捨て容器及びその製造方法を提供することにある。
本発明の構成は、1-30wt%の穀物残渣と、1-30wt%のとうもろこし粉と、1-10wt%のカジノキ樹皮と、1-10wt%の苔と、その他は30-96wt%の混合穀物粉からなる組成物を圧縮成形して製造した容器及びその製造方法を特徴とする。
 (もっと読む)
(もっと読む)
合成樹脂容器用の予備成形物の圧縮成形方法及び装置
本装置は、装填材料(8)を装填した金型キャビティ(20a)内に成形パンチ(15)を加圧挿入することにより合成樹脂容器用の予備成形物(9)を圧縮成形するものであり、予備成形物(9)は、突起を備えた上方首部(91)と上方首部(91)の下方に位置する中空体(92)とを備えている。本装置は、各々予備成形物(9)の中空体(92)の外側面を形成するようにされた多数の第1型構成要素(21)を備え、各第1型構成要素(21)は、予備成形物(9)を圧縮成形するため各第1型構成要素(21)内に上記パンチ(15)を加圧挿入することにより作動される。各々上方首部(91)の外側面を形成するようにされた第1型構成要素(21)の数に等しい数の多数の第2型構成要素(22)が設けられ、第2型構成要素(22)の各々は、第1型構成要素(21)と組合わされて固定され、上記第2型構成要素(22)は、予備成形物(9)を取り出すように分離される少なくとも二つのセクター(23)に分割される。本発明の方法によれば、第2型構成要素は、金型キャビティ内に装填材料を供給する段階中、第1型構成要素と組合わされ、上記第2型構成要素は、少なくとも二つのセクターに分割されて予備成形物を取り出すように分離される。  (もっと読む)
(もっと読む)
61 - 78 / 78
[ Back to top ]