
Fターム[4F204AH55]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 丸形容器(←びん、ジャー、タンク) (78)
Fターム[4F204AH55]に分類される特許
41 - 60 / 78
繊維強化プラスチックの製造方法

【課題】精度よく複雑な形状に成形することができるとともに、生産性が高いFRPの製造方法を提供する。
【解決手段】FRP製タンクの製造方法では、金属製の中子5に強化繊維を巻き付けて被覆する被覆工程を行った後、強化繊維に母材樹脂を含浸させる含浸工程を行う。その後、母材樹脂を加熱してプリキュアするプリキュア工程と、母材樹脂をプリキュア工程より高い温度で加熱してアフターキュアするアフターキュア工程とを行う。中子5は、プリキュア工程での加熱温度より高く、アフターキュア工程での加熱温度以下の融点を有する金属からなる。そして、アフターキュア工程においては、中子5を溶かして流し出す。
(もっと読む)
容器用型枠及びそれを用いた鉢形容器の製造方法

【課題】木材チップの最適な配合及び成型方法を確立することにより、所要の強度を有した見栄えのよい鉢形容器を製造することができる技術を提供すること。
【解決手段】接着剤が混入された木材チップTを型枠内で加圧成型することで、底部11と周壁部12とを有する鉢形容器1を制作するための容器用型枠2であって、基板20上にセットされる円筒状の外型枠21と、基板20上の外型枠21内にセットされる円錐台状の内型枠22と、基板20上の内型枠22と外型枠21との間に配置され、鉢形容器1の上縁部13を成型するリング型枠23とを備える。リング型枠23は、木材チップTに接触する成型面23aが鉢形容器1の上縁部13に丸みを付けるための曲面に形成されている。
(もっと読む)
中空FRPの製造方法
【課題】FRP部材をRTM成形にて製造する場合、サンドイッチ構造の芯材や中空中子に流動溝を加工し樹脂の拡散性を高める方法では、その流動溝内に溜まった樹脂の硬化収縮により、FRP表面が部分的に歪み、外観意匠性を損ねてしまうという問題が発生するため、表面意匠性が求められる部材に適用するには、その歪みを研磨、除去する必要があり、結果コストが高くなってしまう。
【解決手段】表面が粗面化された中空断面を有する中子の外周に、強化繊維基材を配置したプリフォームを成形型のキャビティ内に配置し、前記中子内を加圧しながら、前記成形型のキャビティ内に熱硬化性樹脂を注入し、強化繊維基材に樹脂を含浸させ、樹脂を硬化した後に中子を除去する中空FRPの製造方法。
(もっと読む)
圧縮成形法
第一成形手段(7,20,22,107)および第二成形手段(9)を有する金型(6,106)内のプラスチック投与分(10,210)を圧縮成形する方法であって、−プラスチック投与分(10,210)から物体(1)を形成するために、プラスチックのストレスを小さくするように選択された予備設定プロファイルに従って変化する速度で第一成形手段(7,20,22,107)を第二成形手段(9)に向かって移動させ、−プラスチックのストレスを小さくするように選択された他の予備設定プロファイルに従って変化する圧力をプラスチックに付与しながら金型(6,106)内にその物体(1)を維持し、かつ−前記金型(6,106)から物体(1)を取出す、工程を含む方法。 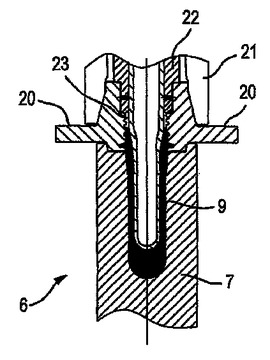 (もっと読む)
(もっと読む)
装置および方法
物体(80)を受容するよう設計されるシート手段(5)が備わり、前記シート手段(5)は曲線軌道(P1)に沿って可動である運搬装置(1)、および前記物体(80)を前記運搬装置(1)に運搬かつ/また前記運搬装置(1)から除去するよう設計される移送手段(8)が備わる追加的運搬装置(6)から構成される装置において、前記移送手段(8)は、前記シート手段(5)と前記移送手段(8)が前記曲線軌道(P1)の部分(Z)に沿って相互に連結され維持されるように、前記シート手段(5)を係合するよう設計される連結手段(32、160、260、360、328)から構成されることを特徴とする。 (もっと読む)
溶融樹脂カット方法及び装置
【課題】ダイヘッドから下向きに押し出されるパリソン等の溶融樹脂の切断時に、切断刃への樹脂のこびり付きや、溶融樹脂へのヒューム等の異物の混入を防止することができる、溶融樹脂カット方法とその装置を提供する。
【解決手段】ダイヘッドから下向きに押し出される溶融樹脂に対して、互いに交差位置Cで当接するように交差させた一対の切断刃8、9のそれぞれを、水平面内で互いに反対向きに同期させて進退させることにより、交差位置Cをこれらの切断刃8、9の進退方向に対して横切る方向に移動させ、両切断刃8、9間に進入した溶融樹脂を交差位置Cが横切る際に、溶融樹脂を両方の切断刃8、9間によって挟圧して扁平に押し潰しながら、これらの切断刃8、9の剪断作用によって切断する。
(もっと読む)
プラスチック材料からなる製品を圧縮成形するための装置と方法
本発明は、少なくとも1つのプラスチック材料供給源(1)と、所定量のプラスチック材料(3)を一時的に支持することのできるスリーブ(8)の中を摺動するロッド(11)と、製品の頭部を形成するための鋳型(6、7)と、その鋳型(6、7)と協働するマンドレル(18)とを備えていて、溶融状態の所定量のプラスチック材料(3)を鋳型の2つの部分の間で圧縮することによってプラスチック材料からなる製品を成形する装置において、この装置が、前記スリーブ(8)内を二方向に移動する前記ロッド(11)の移動を制限する非弾性的保持手段(12〜14、23、24、25)を備えることを特徴とする装置に関する。本発明は、この装置を利用した方法にも関する。 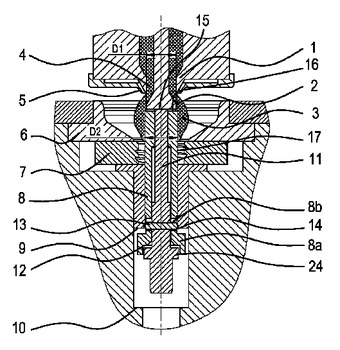 (もっと読む)
(もっと読む)
溶融状態の所定量のプラスチック材料を取り扱うための装置と方法
本発明は、少なくとも1つのプラスチック材料供給源(1)と、上面(16)と側壁(17)を備えていて所定量のプラスチック材料(3)を一時的に支持することのできるスリーブ(8)の中を滑動するロッド(11)と、製品の頭部を形成するための鋳型(6、7)と、その鋳型(6、7)と協働するマンドレル(18)とを備えていて、溶融状態の所定量のプラスチック材料(3)を鋳型の2つの部分の間で圧縮することによってプラスチック材料からなる製品を成形する装置において、この装置が、スリーブの上に所定量のプラスチック材料を堆積させる手段(1、2)を備えていて、スリーブ(8)の上面(16)と一致する平面(20)よりも上に堆積されるプラスチック材料(22)の量が、その材料(3)の全量の20%〜40%となるようにされている、ことを特徴とする装置に関する。本発明は、この装置を利用した方法にも関する。 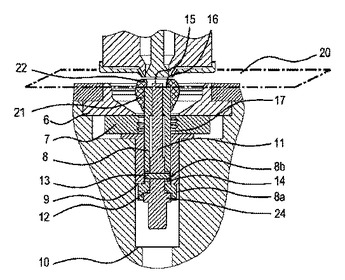 (もっと読む)
(もっと読む)
ラベル付きプリフォーム、ラベル付き容器及びラベル装備付き圧縮成形機
【課題】PETボトルのキャップを外すことなく、プリフォームの金型番号などを識別すること。
【解決手段】PETボトルの容器本体2の前駆体としてのプリフォーム5を圧縮成形機により形成し、圧縮成形機のキャビティー型の内周部にラベル7を配設し、ラベル7を溶融樹脂とともに圧縮成形することによってプリフォームの外側底部にラベル7を装着する。ラベル7にはプリフォームを形成した金型の番号などを付して、識別できるようにした。
(もっと読む)
金属製容器蓋シェル内に密封用ライナーを成形する方法
【課題】加熱することによって硬化されると共に発泡されるライナー素材(16)を加熱して、周方向に充分に均一な厚さを有し、所望の密封性能を達成することができ、そしてまたライナー素材の供給量を必要最小限にして製造コストの増大を回避することができるライナー成形方法を提供する。
【解決手段】所要温度に加熱された型押部材(22)を所要圧力でライナー素材(16)に作用させ、ライナー素材(16)を所要形状に型押成形しながら加熱する。
(もっと読む)
圧縮成形方法及びその装置
【課題】ペレットがキャビティの中央部とずれた位置に供給されてもセンターリング機能を有し、ペレットの偏りによる成形不良の発生を抑制する。
【解決手段】キャビティ4を形成する雌型5の底部型面の中央部を他の底部型面7と別体に形成して可動底部型面15とし、該可動底部型面15を雌型支持体6に一体に保持し、雌型5を雌型支持体6に対して軸方向に相対的に変位可能とし、型締め前は底部型面中央に段差部20を形成し、キャビティ内に供給されたペレットが段差部20に転がり落ちることによりペレットを底部型面中央に変位させ、型締めと共に可動底部型面15をキャビティ形成位置に変位させて圧縮成形を行う。
(もっと読む)
溶融樹脂供給方法及び溶融樹脂供給装置
【課題】溶融樹脂の揮発成分が搬送手段の表面に付着することなく、溶融樹脂供給装置を長時間、安定して稼働すること。
【解決手段】圧縮成形機の溶融樹脂供給装置の押出機の押出ユニット4は、押出ノズル30の押出開口35cから溶融樹脂11を排出する。押出ノズル30の外周部には、冷却用ガスを噴出するエア噴出ノズル35を設け、押出開口35cから押出された溶融樹脂11の表面へ向けて、溶融樹脂11面を冷却用ガスによって冷却するようにした。
(もっと読む)
圧縮成形システム
【課題】合成樹脂供給装置(6)における切断・保持手段(60、260)から落下せしめられる合成樹脂(58、158)を圧縮成形装置(2)における成形型手段(18、118、218)の雌型(20、120)の成形キャビティ(32)内の所要部位に充分精密に位置せしめることができる圧縮成形システムを提供する。
【解決手段】合成樹脂供給手段における切断・保持手段の回転中心軸線を圧縮成形装置における成形型手段の回転中心軸線とを合致させて、合成樹脂供給域においては成形型手段の雌型と切断・保持手段とが上下方向に整合した弧状軌跡を通して移動され、この際に切断・保持手段から雌型の成形キャビティ内に軟化乃至溶融状態の合成樹脂が落下されるように構成する。
(もっと読む)
使い捨て生分解性容器の製造方法及びその成型機
【課題】パーム果房からオイルを抽出した後に発生する殻房原料を利用して、成型時に弾力性が良くてよくこわれないし、水分含有率が少なくて容器成型及び乾燥工程を短くできる使い捨て生分解性容器の製造方法を提供する。
【解決手段】もみがら、鋸屑、藁、パルプ又はこれら2種以上の混合原料から選択されたもみがら等原料とパーム果房からオイルを抽出した後に発生する殻房原料とを80〜120メッシュで粉碎した植物原料粉末100重量部、澱粉15〜20重量部、エステル類1〜2 重量部、水2〜4重量部を混合して原料本体を準備して、上記で用意した原料本体を金型に入れて、150〜155℃の温度で30〜40kg/cm2の圧力で4〜5秒の間加圧した後、280〜320kg/cm2の圧力で4〜5秒の間加圧した後、再び30〜40kg/cm2の圧力で10〜15秒減圧して体積減少率が0.75〜0.85範囲内で圧縮成型する。
(もっと読む)
メラミン系樹脂成形被覆用組成物及び該組成物で被覆された成型物
【課題】グレーズ法での工業的製法として容易に得ることが可能なメラミン樹脂を単独で用いた場合は、耐水性、可撓性(耐クラック性)や汚染性に乏しくなるという問題点と、これらの性能を満足することが出来るグアナミン樹脂及びメラミン−グアナミン共縮合樹脂が工業的に製造することが難しいと言う問題点を解消し、更には、得られた被覆成型品が透明色又は単色で意匠性に乏しいという欠点を解消する。
【解決手段】メラミン系樹脂100重量部に対して、被覆顔料1〜30重量部を含有するメラミン系樹脂成形被覆用組成物であって、メラミン系樹脂がメラミン樹脂100重量部に対してグアナミン類5〜100重量部の混合物であり、被覆顔料がマイカやアルミナ粒子表面を酸化チタン及び/又は酸化鉄で被覆した顔料であり、且つ、該組成物が硬化触媒、離型剤を含有することを特徴とするメラミン系樹脂成形被覆用組成物。
(もっと読む)
FRP補強タンクの成形装置
【課題】 圧力容器となるFRP補強タンクを成形する際に、成形工程に要する時間を短縮すると共に、ボイドが生じず成形品内部まで樹脂含浸が可能なFRP補強タンクの成形装置を提供することである。
【解決手段】 芯体となるライナーに強化繊維層が巻回された巻付体2を密閉する金型5と、該金型に樹脂を注入する樹脂注入器20と、前記樹脂注入器に接続されるコンプレッサー21と、前記金型から漏出する樹脂を受け取る樹脂トラップ30と、該樹脂トラップに連通する真空ポンプ31とを有し、注入された樹脂を硬化させるための加熱手段6を前記金型に設け、真空引きしながら樹脂を加圧注入し、金型全体を加熱する構成のFRP補強タンクの成形装置1とした。
(もっと読む)
物体成形の装置および方法
プラスチックの用量(50)を圧縮成形するための軌道(P3)に沿って可動である成形手段(17)、前記用量(50)を前記成形手段(17)に転送するための転送手段(27)、前記転送手段(27)を前記軌道(P3)の追加的部分(T2)とほぼ同化する部分(T2)を有する追加的軌道(P2)に沿って動かすための、前記転送手段(27)に関連するアーム手段(41、141、241、341)、から構成される装置。 (もっと読む)
流動性材料の投与量を処理するための装置および方法
分配開口(8)を通って出口方向(Z1)に沿って流動性材料を押し出すための前記分配開口(8)を有する押出デバイス(2)と、前記流動性材料から投与量(50)を分離するための切断手段(3)とを備え、前記切断手段(3)が、前記出口方向(Z1)に平行な移動要素によって可動である装置。 (もっと読む)
多層物品およびその製造方法
軸対称物体を形成する多層物品を製造する方法であって、該物品は、少なくとも、平均厚さTおよび高さHの側壁に接続される径Dの基部を含み、該方法は、同時押出成形された多層仕込み品を金型のキャビティ中に供給し、次に、物品を形成するために該仕込み品を圧縮することに存し、仕込み品は対称軸に関して軸対称の物体を形成すると共に、仕込み品はそれらの少なくとも一つが薄い機能層であるいくつかの層の放射状スタックからなり、該仕込み品の外径はほぼDに等しくあり、圧縮の方向は該仕込み品の対称軸に平行であると共に、圧縮は仕込み品の一つの面上で行われるが、この方法は、仕込み品が該面の一部上でのみ圧縮されるという事実を特徴とする。  (もっと読む)
(もっと読む)
容器壁に成形された内部識別表示を有するプラスチック容器の製造
容器プレフォーム(44)を製造する方法は、雌型表示の形態の少なくとも1つの表面凹部(42)を有する金型コア(34または54)を準備するステップと、プレフォームがコアの少なくとも1つの凹部によって形成された内部隆起表示(32)を有するように、プレフォームをコアの周りに成形するステップと、を含む。プレフォームを、好ましくは引き続いて、ブロー成形して、内面に隆起表示を有する容器(20)を形成する。この容器の内面の隆起表示は、容器が真正であることを確かめるために、容器の外側から見ることができる。本開示の様々な実施形態によれば、内部隆起表示は、容器の底壁(24)、側壁(25)、肩部(26)および/またはネック部(28)にあってもよい。容器(20)、容器プレフォーム(44)および容器プレフォームを成形するための金型コア(34、54)も、また、開示する。 (もっと読む)
41 - 60 / 78
[ Back to top ]