
Fターム[4F204AH55]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 用途物品 (4,752) | 丸形容器(←びん、ジャー、タンク) (78)
Fターム[4F204AH55]に分類される特許
21 - 40 / 78
熱可塑性高分子から成る予備成形体からボトルなどの容器を形成する方法
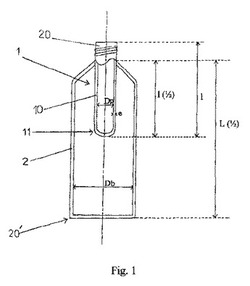
熱可塑性高分子により形成される予備成形体(1)から、ボトル(2)などの首部を備える長尺な本体を有する容器を形成する方法であって、前記ボトル(2)が特別な寸法パラメータを有する方法。前記方法は、その壁(10)の平均厚さ(e)が2mm未満で且つ45を上回るアスペクト比u=l/eを有する薄壁(10)予備成形体(1)を延伸ブロー成形するステップを本質的に備え、lは薄壁予備成形体(1)の長さである。 (もっと読む)
圧縮成形方法及び装置

【課題】圧縮成形サイクル時間を大幅に短縮することができる、新規且つ改良された圧縮成形方法及び装置を提供する。
【解決手段】第一の成形型部材2と、複数個の成形型を有する第二の成形型部材4a、4bの1つの成形型4aとの間で供給された合成樹脂素材16を圧縮成形し、型開後に第二の成形型部材4a、4bを可働することにより成形型4aを移動して圧縮成形された成形品18を保持した第二の成形部材4a、4bの成形型4aから成形品18を取り出し、第一の成形型部材2は、第二の成形型部材4a、4bの他の成形型4bとの間で供給された合成樹脂素材16を圧縮成形する。
(もっと読む)
溶融樹脂供給方法、溶融樹脂供給装置、溶融樹脂圧縮成形方法、溶融樹脂圧縮成形装置、及び合成樹脂製容器の製造方法
【課題】押出機から押し出される溶融樹脂を切断して圧縮成形型に供給し、圧縮成形によって所定形状の合成樹脂成形品を製造するにあたり、より高荷重の負荷が必要とされる合成樹脂成形品の製造にも好適に利用することができ、また、圧縮成形型に十分な精度をもって溶融樹脂を供給することができるのはもとより、圧縮成形型に供給された後においても、供給された溶融樹脂の位置精度が損なわれないようにする。
【解決手段】押出機20の押出口22を中心に配置された各搬送手段30が、押出機20の押出口22から押し出された溶融樹脂を、所定の長さごとに交互に切断しつつ、切断された溶融樹脂Dを、それぞれに設定された供給位置まで搬送し、それぞれと対になって設置された複数の圧縮成形型40のそれぞれに順次供給して圧縮成形する。
(もっと読む)
プリフォームの圧縮成形システム
【課題】口径に対して相対的に全長が短いプリフォームを効率良く生産することが可能なプリフォームの圧縮成形システムを提供する。
【解決手段】プリフォームの圧縮成形システム20は、一定方向に回転しながら雌型27と雄型28との間でプリフォーム10を圧縮成形する成形ロータリー21と、各雌型27内に溶融樹脂を投入する樹脂投入装置22と、成形ロータリー21で成形されたプリフォーム10を排出する排出装置23とを備えている。このうち排出装置23は、外周に凹部31を有するとともに一定方向に回転する排出ロータリー32と排出ロータリー32外周に設けられた排出ガイド33とを有している。排出装置23の位置に移動した雄型28に保持されたプリフォーム10が落下して排出ロータリー32の凹部31に収容され、排出ロータリー32の回転に伴って外方へ排出される。
(もっと読む)
ウレタンフォ−ムの圧縮成形方法
【課題】ウレタンフォ−ムを熱圧縮して永久歪みをもたらして樹脂化する際に、その樹脂化部位に熱圧縮時のエアの存在による欠点を取り除くことを目的としたものである。
【解決手段】軟質ウレタンフォ−ムの一部又は全部を熱圧縮し永久歪みをもたらして当該部位を樹脂化する方法において、被樹脂化部位を両面より成形型にて圧縮し、当該圧縮部位を減圧下で加熱してウレタンフォ−ムを樹脂化することを特徴とするウレタンフォ−ムの圧縮成形方法であり、前記樹脂化部位に、高圧縮部位と低圧縮部位とを併存させることを可能とする。5、6:成形型、7:チャンバ−、1:ウレタンフォ−ム、5b:窪み、6b:山部、D:段部、S1,S2:両型の隙間、Q:バキュ−ム。
(もっと読む)
両面加飾熱硬化性樹脂成形品の製造方法及び装置
【課題】色の異なる熱硬化性樹脂材料の2色成形品の内側及び外側の両面に絵付け及び/又はコーティングを施した美麗な熱硬化性樹脂成形品を一連の工程で連続的に製造する方法及び装置の提供。
【解決手段】(i)一つの凸金型及び二つの凹金型又は(ii)二つの凸金型及び一つの凹金型からなる1組の金型を用いて異なる色の成形材料を用いて内側と外側の色が異なる成形品であって、その両面に絵付又は/及びコーティングを施した熱硬化性樹脂成形品を、先ず成形品の内側もしくは外側を成形し、次に第二の凸又は凹金型をスライド又は回転移動させて成形品の外側もしくは内側を成形して、一連の成形工程で連続的に製造する方法並びに装置を開示する。
(もっと読む)
1回分のプラスチック材料を搬送する装置
装置は、1回分のプラスチック材料(80)を圧縮成形機器(1)に搬送するよう設けられた搬送手段(8)を備え、この搬送手段(8)は、1回分の材料(80)を受ける収容手段(22)を備えている。搬送手段(8)は、収容手段(22)内に受けられるとともに、1回分の材料(80)を圧縮成形機器(1)に移送するために収容手段(22)に対して移動可能となっている移動促進手段(87)を備えており、移動促進手段(87)は少なくとも部分的に多孔質の材料から形成されている。  (もっと読む)
(もっと読む)
装置及び方法
装置は、対象物(1)を受けるのに適した第1型部品(24;124)と、前記対象物の一領域(5)を取り囲むように構成されたダイ手段(25;125)と、第2型部品(26;26a;126)と、を含み、第2型部品(26;26a;126)は、プラスチックを前記対象物(1)の前記領域(5)に圧縮成形するように、前記ダイ手段(25;125)及び前記第1型部品(24;124)と協働する。  (もっと読む)
(もっと読む)
溶融樹脂圧縮成形装置及びダイヘッド並びに有底筒状体の製造方法及び樹脂製容器
【課題】押出機から押し出される溶融樹脂を切断し、成形型に供給してプリフォームを圧縮成形するにあたり、溶融樹脂の切断面に形成されるカッターマークの範囲が拡がってしまうのを抑止することができる圧縮成形装置、そのような溶融樹脂圧縮成形装置が備える押出機に取り付けるのに好適なダイヘッド、そのような溶融樹脂圧縮成形装置を利用した有底筒状体の製造方法、及びそのような有底筒状体の製造方法によって製造されたプリフォームをブロー成形してなる樹脂製容器を提供する。
【解決手段】押出機2に取り付けられるダイヘッド21に、切断刃301による溶融樹脂の切断方向に沿った方向に長軸X1を有する楕円状に開口する押出ノズル20を設け、この押出ノズル20から楕円柱長に溶融樹脂を押し出す。
(もっと読む)
液体受け容器の製造方法
【課題】 軽量でありながら、液体漏れが発生せず、手作業でのシール処理が不要であり、機械的強度の高い液体受け容器を実現する。
【解決手段】 ドレンパンの母材1に形成された水受け部6の内壁面にエポキシ樹脂を塗布し、母材1を容器本体20の凹部23に収容する。水受け部6は蓋10の加圧室11に露出しており、加圧室11に対応する母材1の裏面側は、容器本体20の減圧室21に露出している。加圧装置30および減圧装置40を駆動し、水受け部6に塗布されたエポキシ樹脂を内部に浸透させる。母材1を自然養生し、エポキシ樹脂を硬化させる。母材1内に形成された連通孔は硬化したエポキシ樹脂によって閉塞され、水漏れがなくなる。また、機械的強度が高くなる。
(もっと読む)
重合される複合材料から成る機体胴部の周囲に真空バッグを用いる方法
真空バッグは、縦軸(x)回りの回転体形状を有する心棒(10)外面に積層により形成され、重合される複合材料から成る機体胴部(11)の周囲に用いられる。機体胴部(11)の縦方向長さに対応する横幅を持つシート(30)形状のバッグ材料が、心棒に沿って供給される。シートの第1横方向端部(30a)が胴部(11)又は心棒(10)の外面に固着又は封着される。その後、心棒が軸(x)の回りに回転され、胴部(11)の回りにシート(30)を巻き付ける。心棒(10)が回転している間、シート(30)の対向する軸方向端部(30d)が心棒(10)に封着される。最後に、シートの第2横方向端部(30b)が胴部(11)又は心棒の外面に封着される。 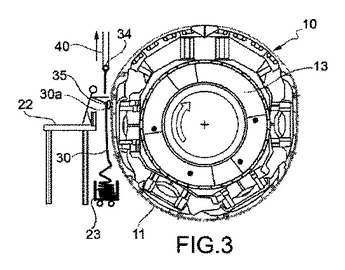 (もっと読む)
(もっと読む)
樹脂供給装置
【課題】カッターマークの両端部に形成される角形状の痕跡をプリフォームの成形時に消滅若しくはプリフォーム胴部の側壁まで及ばせなくさせることができる樹脂供給装置を提供すること。
【解決手段】圧縮成形機に溶融樹脂を供給する樹脂供給装置には、軌道上を回転可能に移動する保持ユニット17を備え、保持ユニット17には溶融樹脂の保持及び解放が可能な一対のホルダー22,23を備えている。カッターによる溶融樹脂の切断時に溶融樹脂の切断方向に対して直角方向へ向けて樹脂の切断面に直線状のカッターマーク29が形成される。一対のホルダー22,23による溶融樹脂の保持時に、カッターマーク29の端部をカッターマークの内側へ変形させる突部32,33をホルダー22,23の内周面に形成した。
(もっと読む)
ICタグ付き食器とその成形方法
【課題】 熱硬化性樹脂製のICタグ付き食器において、熱硬化性樹脂の持つ強靭性をICタグの保護に作用させることにより、ICタグを、食器本体に対して安全に取付けることを目的とする。
【解決手段】 熱硬化性樹脂製の圧縮成形食器であって、外壁部分2と内壁部分3とから成る食器本体1と、外壁部分2と内壁部分3の間に埋設されたICタグ6とから構成され、ICタグ6を、外壁部分2と内壁部分3の接合面に形成された保持機能部4に不動に位置させ、ICタグ6を正確に埋設位置させ、これにより熱硬化性樹脂の強靭さにより、ICタグ6な効果的に保護する。
(もっと読む)
物体を移送するための装置
装置は、受け入れ手段(6)と、壁手段(500)によって境界が定められた、物体(D)を受け入れるための凹部(406)を有する、前記物体(D)を前記受け入れ手段(6)に移送するための移送手段(10)と、前記凹部(406)を通る前記物体(D)用の通路の断面を変化させるように、前記壁手段(500)の少なくとも一部分(440)を移動させるように構成された駆動手段(430;530;630)と、を含む。 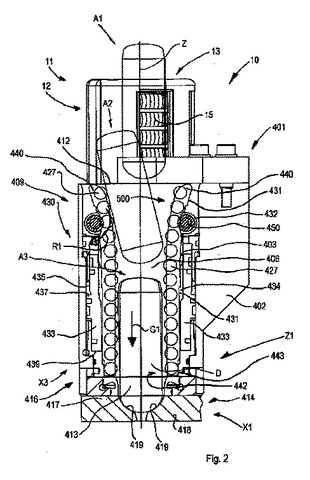 (もっと読む)
(もっと読む)
樹脂トランスファー成形法及び複合材料
【課題】下型に敷設した繊維強化材上に上型を重ねた後、キャビティ内を減圧しながら、樹脂を上型と下型が形成するキャビティ内に注入して繊維強化材に含浸させ、次いで硬化させる樹脂トランスファー成型法において、硬化後に未含浸部やボイド等のない厚さの均一な成型品が得られる樹脂トランスファー成型法を提供することにある。
【解決手段】キャビティ内に180度C以上で溶融させたマトリックス樹脂である熱硬化性イミドオリゴマー樹脂を、繊維強化材に含浸して樹脂注入圧力が上昇しだすまでは、60cc/分以上250cc/分以下の速度で注入する。
(もっと読む)
炭素繊維複合体および炭素繊維複合体の製造方法
【課題】表面に突起状部を形成するグラフェンレイヤーを有し、複合材料に好適な三次元ネットワーク状の炭素繊維複合体を提供する。
【解決手段】外径15〜100nmの炭素繊維から構成される三次元ネットワーク状の炭素繊維構造体であって、当該炭素繊維構造体は炭素繊維が複数延出する態様で、前記炭素繊維の外径よりもその粒径が大きく当該炭素繊維を互いに結合する粒状部を有しており、かつ当該粒状部は前記炭素繊維の成長過程において形成されてなるものである炭素繊維構造体が、その表面を、当該炭素繊維構造体を構成する炭素繊維の略半径方向に突出する突起状部を形成する一層または多層のグラフェンレイヤーで被覆され、上記突起状部においてこの一層または多層のグラフェンレイヤーと基幹となる炭素繊維の表面とに挟まれた部位は、金属微粒子もしくは金属炭化物微粒子を内包する、または中空である構造を有することを特徴とする炭素繊維複合体。
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわがなく、金型への賦形性が優れたプリフォームを生成することができる。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォームを生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方が振動している。
(もっと読む)
プリフォーム圧縮成形方法およびプリフォーム圧縮成形装置
【課題】大型な機械を導入したり、生産性を落としたりすることなく、しわ、とりわけカッターマークに起因するしわが防止されたプリフォームを生成すること。
【解決手段】本発明のプリフォーム圧縮成形方法は、メス型1内に、溶融樹脂塊6を投入する投入工程と、メス型1内にオス型2を挿入し、メス型1に投入された溶融樹脂塊6を圧縮することによってプリフォーム60を生成する圧縮工程とを備えている。圧縮工程の間、メス型1またはオス型2の少なくとも一方を回転させながらメス型1内にオス型2を挿入する。
(もっと読む)
プリフォーム圧縮成形装置およびプリフォーム圧縮成形方法
【課題】樹脂材料の性質に係わることなく、溶融樹脂の径が細くなったり、溶融樹脂がドローダウンしたりすることを防止し、しわのないプリフォームを成形すること。
【解決手段】本発明のプリフォーム圧縮成形装置は、溶融樹脂61’を吐出口7から上方に向けて押し出す押出装置50と、押出装置50の上方に設けられ、上方に向けて押し出された溶融樹脂61’を側方から支持するとともに、溶融樹脂61’を切断して溶融樹脂塊61を生成する切断支持部10とを備えている。押出装置50の上方には、切断支持部10によって側方から支持された溶融樹脂塊61を金型30のメス型31の上方まで搬送する樹脂供給ロータリー(搬送機構)25が設けられている。
(もっと読む)
溶融樹脂材料成形装置、溶融樹脂材料成形方法、多層プリフォーム用樹脂塊、および多層プリフォーム用樹脂塊を用いて成形された多層プリフォーム
【課題】圧縮成形された後に中間層用樹脂材料が均一に配置され、品質の良い多層プリフォームを製造することができる溶融樹脂材料成形装置を提供する。
【解決手段】溶融樹脂材料成形装置10は、多層プリフォーム用樹脂塊20を成形するものである。すなわち溶融樹脂材料成形装置10は、内外層用樹脂材料11を供給する第1樹脂材料導入路13と、中間層用樹脂材料12を供給する第2樹脂材料導入路14と、第1樹脂材料導入路13および第2樹脂材料導入路14に連通する排出口15とを備えている。このうち第1樹脂材料導入路13は、第2樹脂材料導入路14の外側に配置された外側通路13aと、第2樹脂材料導入路14の内側に配置された内側通路13bとからなっている。
(もっと読む)
21 - 40 / 78
[ Back to top ]