
Fターム[4F204AR02]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 調整制御量(制御の対象) (1,329) | 力 (242) | 圧力 (217)
Fターム[4F204AR02]の下位に属するFターム
樹脂圧 (15)
Fターム[4F204AR02]に分類される特許
1 - 20 / 202
光学素子の製造装置および製造方法、並びに制御プログラム
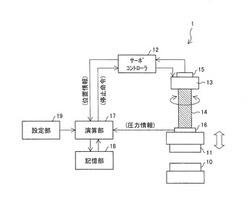
【課題】光学素子の製造において、製造時間の短縮と、光学機能面の面精度の向上とを両立する。
【解決手段】成形型10,11の間に樹脂を挟んで光学素子を製造するにあたって、上記樹脂に成形型11を接触させた状態で、上記樹脂の温度がゲル化点に到達するまで硬化させる。その間、ロードセル16によって成形型11に作用する圧力を監視し、この圧力が負圧となったことが検出された時点で、上記成形型へ作用する圧力を所定の正圧まで増加させ、その後、上記正圧を維持するように成形型11の位置を制御しながら上記樹脂を硬化させる。
(もっと読む)
微細構造形成用型および光学素子の製造方法

【課題】微細構造形成用型および光学素子の製造方法において、被加工体の表面形状が変化しても、被加工体の表面に反射防止構造を容易かつ迅速に形成することができるようにする。
【解決手段】曲率を有する凹レンズ面1aを備えるレンズ本体1の凹レンズ面1aに凹凸形状の反射防止部を形成する微細構造形成用型5であって、反射防止部を転写する成形面部5aと、成形面部5aを湾曲可能に支持する基体部5と、基体部5を変形することにより成形面部5aを湾曲させる空洞部6、環状空洞部7、および流体供給部8と、を備える表面加工装置10を用いて、反射防止部を形成する。
(もっと読む)
フロート及びその製造方法
【課題】樹脂に混合したガラス粒体の破損を抑えて小さい比重のフロートを得ることができるフロートの製造方法、及び、このフロートの製造方法で製造された小さい比重のフロートを提供する。
【解決手段】フロートFは、高密度ポリエチレン樹脂粒子Pと中空状のガラスビーズGとをそれぞれ固体状態のままで混合した混合物を生成して、この混合物を金型に入れて高密度ポリエチレン樹脂粒子の溶融温度以上に加熱しながら圧縮して成型される。
(もっと読む)
衝撃吸収体、及び衝撃吸収体の製造方法
【課題】強度を維持しつつ、生産性の高い衝撃吸収体等を提供する。
【解決手段】硬質ポリウレタンフォーム28Aを含む第1の衝撃吸収材20Aと、硬質ポリウレタンフォーム28Bを含み、第1の衝撃吸収材20Aと圧縮応力が異なる第2の衝撃吸収材20Bと、硬質ポリウレタンフォームを含み、第1の衝撃吸収材20Aと第2の衝撃吸収材20Bとの間に配置され、且つ、第1の衝撃吸収材20Aに対する圧縮応力差が、第2の衝撃吸収材20Bに対する圧縮応力差よりも小さい仕切部材20Cと、を備える。
(もっと読む)
成形品の製造方法
【課題】成形品毎の固体粉末の混合比率のばらつきを抑え、効率よく部品を成形することができる成形品の製造方法を提供する。
【解決手段】リアクトルの製造方法は、投入工程S10と攪拌工程S11と埋設工程S12と硬化工程S13とによって構成されている。投入工程S10はケースに熱硬化性樹脂及び鉄粉を投入する工程である。攪拌工程S11はケース内に投入された熱硬化性樹脂及び鉄粉をケース内において攪拌して熱硬化性樹脂中に鉄粉を分散させる工程である。埋設工程S12はケース内において攪拌された熱硬化性樹脂及び鉄粉にケースを振動させながらコイルを押込み埋設させる工程である。そのため、低い圧力でコイル10を押込み埋設させることができる。硬化工程S13はコイルを埋設された熱硬化性樹脂及び鉄粉に熱を加え硬化させる工程である。これにより、リアクトル毎の鉄粉の混合比率のばらつきを抑え、効率よく部品を成形することができる。
(もっと読む)
樹脂成形体の製造方法
【課題】成形された樹脂成形体に圧着痕など無く、樹脂基材に対して所望の位置に繊維強化樹脂材を配置し、樹脂基材と繊維強化樹脂材との密着強度を確保することができる樹脂成形体の製造方法を提供する。
【解決手段】第1の熱可塑性樹脂52を少なくとも含む樹脂基材52Aに、強化繊維に第2の熱可塑性樹脂が含浸された繊維強化樹脂材51を補強材として配置した樹脂成形体50の製造方法であって、下型3Aに対して入れ子式に配置された可動ピン32を前進させることにより、下型3A内において繊維強化樹脂材51に可動ピン32を貫通させ、可動ピン32が貫通した繊維強化樹脂材51から可動ピン32を引き抜く際に、可動ピン32により成形された繊維強化樹脂材51の貫通孔51aに、溶融した第1の熱可塑性樹脂を導入しながら、前記樹脂基材を成形する。
(もっと読む)
熱硬化性樹脂の注型成形方法及び注型成形用金型
【課題】均熱性に優れ、外観上のムラ及び機械物性の分布が発生しない良好な成形品を作製しうる注型成形用金型を提供する。
【解決手段】熱硬化性樹脂を加熱して硬化させ所望の形状に成形するための注型成形用金型において、熱硬化性樹脂が注入される空間が形成されるよう対向して配置された一対の金型表面部材と、該一対の金型表面部材の外側に配置され、輻射線を放出可能であり、上記輻射線により上記一対の金型表面部材を介して上記熱硬化性樹脂を加熱し硬化させる少なくとも1つの輻射熱源と、上記一対の金型表面部材の外側面に配置され、上記輻射熱源からの輻射線を吸収する輻射線吸収手段と、を設け、上記輻射線吸収手段の表面上の単位面積あたりの面積平均放射率を、上記輻射熱源からの照射強度が小さい程高く、照射強度が大きい程低く設定する。
(もっと読む)
成形装置及び成形方法
【課題】成形の形状精度や離型性の低下を抑えることができる成型装置及び成型方法を提供する。
【解決手段】熱硬化性樹脂を使用して成形物を成形する成形装置および成形方法であって、熱硬化性樹脂が流動性を維持している該熱硬化性樹脂の粘度の状態を第1の状態とし、加熱による熱硬化性樹脂の硬化が進行し、粘度が前記第1の状態に戻らない状態を第2の状態とし、熱硬化性樹脂が第1の状態から第2の状態に移行する間、熱硬化性樹脂を加熱する温度を一定に制御する温度制御と、熱硬化性樹脂にかかる圧力を徐々に高くする圧力制御と、を行う。
(もっと読む)
等方性を維持した成形体の製造方法
【課題】繊維強化複合材料からなる軽量で形状自由度があり等方性を維持した成形体を提供する。
【解決手段】ランダムマットは繊維長10〜100mmで25〜3000g/m2目付の強化繊維と熱可塑樹脂で構成され、式(1)の臨界単糸数以上で構成される強化繊維束に占めるマットの割合が30以上90Vol%未満、且つ強化繊維束中の平均繊維数(N)が式(2)を満たす。このランダムマットから成るプリプレグ1を式(3)のチャージ率が50%以上90%未満でキャビティ2及びキャビティエッジ3から成る金型に配置し、所定の温度・圧力でプレス成形後に圧力を1.2倍〜25倍に昇圧後、所定温度以下に冷却して成形する。(1)臨界単糸数=600/D、(2)0.7×104/D2<N<6×104/D2、D;平均繊維径(μm)、(3)チャージ率(%)=100×基材面積/金型キャビティ投影面積、いずれも抜き方向の投影面積(mm2)
(もっと読む)
衝撃吸収パッドの製造方法、および衝撃吸収パッド
【課題】下型内に配置した補強部材の裏面側への発泡樹脂原料の流入を防止して、外観不良等の品質低下を取り除くことのできる、衝撃吸収パッド及びその製造方法を提供する。
【解決手段】成形金型1の下型2内に、プレート状の本体部分11を有する補強部材10を配置させて補強部材10の前記本体部分11の表面11a上に発泡樹脂原料を注入し、上型3と下型2との型締めで前記発泡樹脂原料を発泡させて、補強部材10に樹脂発泡体20を一体にする衝撃吸収パッドの製造において、補強部材10の本体裏面11bに、発泡樹脂材料からなるシール部材13を少なくとも該裏面11bの周縁に設け、前記本体裏面11bに設けたシール部材13が下型2の底面2aに接触させたままで補強部材10を下型2内に配置した後、本体部分11と下型底面2aとの間での、シール部材13の圧縮変形下で、前記本体部分11の表面11a側に発泡樹脂原料を注入して発泡成形する。
(もっと読む)
ポリマー製品の製造方法
【課題】良好な機械的特性を有するポリマー製品を低い圧着温度で製造する簡易で実用的な方法の提供。
【解決手段】ポリマー製品を製造するため方法であって、次の各工程:(a)配向化ポリマー材料のストランドで構成された第1の層、ポリマー材料の第2の層、配向化ポリマー材料のストランドで構成された第3の層であって、該第2の層が該第1および第3の層のピーク融解温度よりも低いピーク融解温度を持つ連続層を有する合着層を形成すること、(b)該第1の層の一部を融解させ、該第2の層を融解させ、且つ第3の層の一部分を融解させ、そして、該合着層を圧着させるのに十分な時間、温度および圧力の条件に該合着層を供すること、及び(c)該圧着化合着層を冷却すること;を含む方法による。
(もっと読む)
ポリアリーレンエーテルケトンフィルムおよび金属フィルムとからなる接着剤を用いない複合材
【課題】寸法安定性の配線板を製造するために適切な、接着剤を使用しない複合材を提供する。
【解決手段】I.以下の成分:
a)ポリアリーレンエーテルケトン 60〜96質量部、
b)六方晶窒化ホウ素 2〜25質量部、および
c)タルク 2〜25質量部
を含む成形材料からなる、5〜1200μmの厚さを有するフィルムを準備する工程、この場合、成分a)、b)およびc)の質量部の合計は、100である、
II.10〜150μmの厚さを有する金属フィルムを準備する工程、
III.I.およびII.で準備したフィルムを、接着剤を使用せずに、Tm−40K〜Tm+40Kの範囲の温度および4〜5000バールの範囲の圧力で圧縮する工程、を有する方法により、ポリアリーレンエーテルケトン成形材料と金属フィルムとからなるフィルムからなる複合材を製造する。
(もっと読む)
金属複合体の製造方法
【課題】金属材同士、または金属材と他の構造部材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、加工が容易で、且つ接着強度に優れる金属複合体の製造方法を提供する。
【解決手段】特定の熱硬化性樹脂を含むシート状基材2と、該シート状基材2に接するように配置または積層された金属材1,3とを備えるプリフォーム10を加熱及び加圧により成形して、金属材1,3と樹脂硬化層とを備える金属複合体20を製造する方法であって、プリフォーム10を180℃を超える表面温度を有する成形金型11,12内に配置し、金属材1,3の表面温度が180℃を超えるまで加熱する第1の工程と、第1の工程で加熱されたプリフォーム10を加圧により金属複合体20に成形する第2の工程と、第2の工程で成形された金属複合体20を、加圧下において金属材1,3の表面温度が180℃以下となるまで冷却する第3の工程とを備える。
(もっと読む)
金属複合体の製造方法
【課題】
金属材同士、又は金属材と他の構造材とを樹脂硬化層を介して複合化した金属複合体の製造方法であって、金属材の複雑形状への加工性と短時間での複合化を容易に達成し、且つ、接着強度に優れる金属複合体を製造可能な、製造方法を提供すること。
【解決手段】
金属材と該金属材に沿って設けられた樹脂硬化層とを備える金属複合体を製造する方法であって、特定の熱硬化性樹脂を含有するシート状基材を加熱して熱硬化性樹脂を半硬化させる第1−1の工程と、金属材をその表面温度が180℃を超えて400℃以下となるように予熱する第1−2の工程と、表面温度が180℃以下である成形金型内に、第1−1の工程を経たシート状基材と、第1−2の工程により予熱された金属材とを接するように配置または積層し、加圧により金属複合体に成形する第2の工程と、を備える、金属複合体の製造方法。
(もっと読む)
繊維強化複合材料、およびその製造方法
【課題】強度、表面外観、および耐熱性に優れ、スポーツ用途または一般産業用途などの各種用途に好適な繊維強化複合材料の製造方法を提供する。
【解決手段】少なくとも強化繊維と熱硬化性樹脂とからなるプリプレグから、ガラス転移温度が160℃以上である繊維強化複合材料を加圧成形により製造する方法であって、成形圧力(P)と樹脂粘度(η*)が下記(1)〜(3)を満たす条件で成形することを特徴とする、繊維強化複合材料の製造方法。(1)成形圧力(P)/樹脂粘度(η*)の最大値が、0.3×106〜1.5×106/s。(2)成形開始からP/η*が0.01×106以上の範囲のP/η*の時間積分値が、55×106〜380×106。(3)η*の最低値が、0.7Pa・s以上。
(もっと読む)
制御された大気圧樹脂注入プロセス
【課題】プリホームにおける、繊維層が圧縮されたままであり、注入が停止されたときに、プリホームが完全に充填され、複合材料における所望の厚みと繊維体積分率が達成される制御された大気圧樹脂注入プロセスを提供する。
【解決手段】樹脂供給タンクを大気圧よりも低い圧力まで排気し、循環圧縮を用い、かつ正味の成形圧力を制御することにとよって、樹脂注入プロセス、特に真空補助樹脂トランスファ成形プロセスをより適切に制御し、かつオートクレーブを用いて製造されたものに匹敵する、またはそれを超える繊維体積分率およびツール側表面の仕上げを有する航空宇宙級の繊維強化樹脂複合材料を生成することができる。
(もっと読む)
オートクレーブ成形方法及びオートクレーブ成形装置
【課題】成形室に加熱手段や気体(空気など)循環手段を設けることなく、複雑な断面形状を有する成形品(複合材料)に対して万遍なく大きな熱量供給を行うことが出来ると共に成形の為の圧力、温度の制御が容易で、硬化時間を大幅に短縮できる効率の良い複合材料の成形方法を提供すること。
【解決手段】繊維基材とマトリックスによって形成された複合材料を真空バッグに収納して成形室に設置し、複合材料に必要な所定温度の飽和水蒸気を成形室に供給し、成形室内を複合材料に必要とされる所定温度と所定圧力に維持するように制御して硬化工程を行う。
(もっと読む)
圧縮成形方法及び圧縮成形装置並びに樹脂供給ハンドラ
【課題】大きさ及び重量の少なくとも一方が等しい粒状樹脂を計数及び/又は計量することにより、キャビティ容量に見合った樹脂量をキャビティ毎に供給して低コストでメンテナンス性を改善し高い成形品質を維持できる圧縮成形方法及び圧縮成形装置を提供する。
【解決手段】大きさ及び重量の少なくとも一方が均一に成形された粒体樹脂6を型開きしたモールド金型1に形成されたキャビティ凹部3bのキャビティ容量に応じて計数及び/又は計量されてキャビティに供給する樹脂供給工程と、モールド金型1にキャビティ凹部3bと対応する位置にワークWを保持してモールド金型1をクランプする工程と、キャビティ凹部3b内に供給されて溶融した樹脂6を所定樹脂圧に保圧して加熱硬化させる工程と、を含む。
(もっと読む)
液体注入モールド法による半導体発光デバイスパッケージの形成方法、及びモールドされた半導体発光デバイスリボン
【課題】半導体発光デバイスを搭載するように構成された基板を作製する工程を含む、半導体発光デバイスをパッケージする方法を提供すること。
【解決手段】半導体発光デバイスをパッケージングする方法は半導体発光デバイスを搭載するように構成された基板を作製するステップを含む。該基板は中に半導体発光デバイスを搭載するように構成された空洞を含んでもよい。該半導体発光デバイスは該基板上に搭載されて基板の接続部分に電気的に接続される。該基板は該半導体発光デバイス上に、該基板に接着された光素子を形成するために液体注入モールドされる。液体注入モールドのステップに先行して空洞の中の電気的に接続された半導体発光デバイス上に軟樹脂を塗布するステップがある。半導体発光デバイスの基板リボンも提供される。
(もっと読む)
複合光学素子の製造方法、製造装置、及び応力除去方法
【課題】樹脂材料の光学的性質を損なわせることなく樹脂材料とガラス材料とを加熱状態で一体化させた複合光学素子の残留応力を軽減して高品質、高機能の光学素子を提供できる複合型光学素子の製造方法を提供する。
【解決手段】樹脂材料を加熱状態でガラス材料の一方の面に一体化させて複合光学素子を成形した後に応力除去工程を実行する。応力除去工程では、成形工程における複合光学素子を樹脂材料のガラス転移温度を下回る第1の冷却温度まで冷却した後に、樹脂材料に対する吸収率がガラス材料に対する吸収率よりも高い波長域の赤外光をガラス材料の他方の面から入射させて、樹脂材料のガラス材料に接する界面層を樹脂材料のガラス転移温度以上の温度に加熱した後に、第1の冷却温度よりも低い第2の冷却温度まで冷却する。
(もっと読む)
1 - 20 / 202
[ Back to top ]