
Fターム[4F204EA07]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 注型成形の区分 (2,505) | 型相当物と一体化して成形品とするもの (109) | 封止(シーリング) (43)
Fターム[4F204EA07]に分類される特許
1 - 20 / 43
半導体装置製造方法及び半導体装置
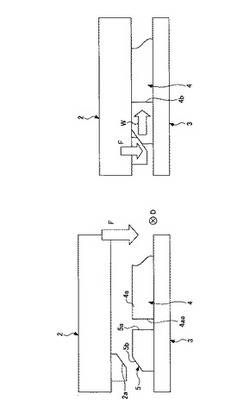
【課題】樹脂が側面の境界から露出部に向けてはみ出ることを十分に防止することができる半導体装置製造方法を提供すること。
【解決手段】本発明による半導体装置製造方法は、押圧方向Fを有する金型2、3を用いて露出部4aを含む金属板4の露出部以外を樹脂により封止する成型工程と、金属板4の押圧方向Fに平行な側面4aaにおける露出部4aと露出部以外との境界4Lを樹脂止め部材5により変形して凹部4bを形成する変形工程とを含むとともに、変形工程と成型工程を同時に行うことを特徴とする。
(もっと読む)
樹脂吸着搬送方法及び樹脂吸着搬送装置並びに樹脂封止方法

【課題】粒体樹脂を用いてキャビティ凹部に応じて万遍なく樹脂を供給可能な樹脂吸着搬送方法を提供する。
【解決手段】樹脂吸着搬送装置1の吸着面2aを粒体樹脂3に接離動させて吸着面2aに粒体樹脂3を吸着保持させ、粒体樹脂3を吸着保持したまま樹脂吸着搬送装置1を型開きしたモールド金型5へ進入させて、キャビティ凹部6と対向する位置に位置合わせして吸着保持した粒体樹脂3の吸着を解除して供給する。
(もっと読む)
圧縮成形型及び圧縮成形方法
【課題】離型フィルムを用いずに圧縮成形を行うことができ、且つ、圧縮成形型の構造をシンプルにすることができる圧縮成形型及び圧縮成形方法を提供する。
【解決手段】シール用樹脂材料20でダミー成形品21と溝部充填部材24を圧縮成形する。溝部はアンダーカット部142を有し、溝部充填部材24はそのまま型抜きできないようになっているため、キャビティからダミー成形品を取り外すとき、ダミー成形品と溝部充填部材が分離する。この結果、底面部材14上面の外周縁部に形成された溝部に溝部充填部材24が残留し、底面部材14と枠部材15の間の隙間が完全に塞がれる。そのため、次にキャビティ13内に封止用樹脂材料22を供給して基板60上の電子部品61を樹脂封止する際に、その隙間に封止用樹脂材料22が入り込むことがない。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】 樹脂封止されるために成形型に配置される封止前基板を、適切に予熱する。
【解決手段】 封止前基板5に装着されたチップを樹脂封止する樹脂封止装置1に、成形モジュール3A〜3Dと、各成形モジュール3A〜3Dに各々設けられた下型10と、下型10に相対向して各々設けられた上型と、各下型10に設けられ流動性樹脂によって満たされるキャビティ11と、各成形モジュール3A〜3Dまで封止前基板5を搬送する搬送機構9と、搬送機構9に設けられた第1のヒータと、搬送機構9から受け取った封止前基板5をキャビティ11の上方まで移送して上型の型面に引き渡す移送機構13と、移送機構13に設けられた第2のヒータとを備える。第1のヒータは封止前基板5を各成形モジュール3A〜3Dまで搬送する過程において、第2のヒータは受け取った封止前基板5を上型の型面に引き渡すまでの過程において、各々封止前基板5を面的に加熱する。
(もっと読む)
二重モールド成形体及びその生産方法
【課題】機能ユニットを樹脂モールドで覆ってなるモールド成形体であって、用途及び使用形態などに応じて容易に所要外形のものを得ることができ、液密性に優れ、外部応力が機能ユニットに伝達されにくいものを提供する。
【解決手段】回路基板21に取り付けられた機能部品22〜25を備える機能ユニット2と、該機能ユニットに適合された第1モールド4と、該第1モールドに適合された第2モールド6とを有する二重モールド成形体であって、第1モールド4は第2モールド6より線膨張係数の高い樹脂からなる。第1モールド4の線膨張係数は180〜300ppm/Kであり、第2モールド6の線膨張係数は80〜170ppm/Kである。第1モールド4の線膨張係数に対する第2モールド6の線膨張係数の比率は、0.3〜0.9である。
(もっと読む)
電子部品の樹脂封止成形装置
【課題】圧縮成形用の成形型を用いて、成形前基板に装着された所要複数個の半導体チップを樹脂材料によって樹脂封止する際に、樹脂封止工程における生産性の向上を図る。
【解決手段】樹脂封止成形装置1は、一対の圧縮成形用の成形型5において所定の数の成形前基板17を配置し、該成形前基板17に装着された所要複数個のチップ15を各別に且つ略同時に圧縮成形して樹脂封止する。また、樹脂封止成形装置1は、インユニットとアウトユニットとの間において一対の圧縮成形用の成形型5を有するプレスユニット7を所要数だけ連結した構成を有する。
(もっと読む)
電子部品装置集合体およびその製造方法
【課題】アライメントマークを使用しなくても精度良くダイシングできる電子部品装置集合体およびその製造方法を提供する。
【解決手段】実装基板2上に設置された複数個の電子部品3をエポキシ樹脂、フェノール樹脂、エラストマー、および無機質充填剤よりなるシート状封止材料4で覆い、加熱プレスすることにより封止した電子部品装置集合体であって、電子部品3の周端部上において、封止材料4をその厚み方向に隆起させて25〜200um高さの凸状部を形成する。
(もっと読む)
環状ポリエステルオリゴマーを高分子量化したポリエステル樹脂で封止した電気・電子部品の製造方法
【課題】従来から電気・電子部品の封止に使用されるエポキシ系の熱硬化性樹脂は、熱硬化時の異臭の問題があり、一般の熱可塑性樹脂を用い封止すると流動性に問題があり封止する形態に制限があった。
【解決手段】電気・電子部品を樹脂封止する工程を含む樹脂封止型電気・電子部品の製造方法において、環状ポリエステルオリゴマーを融点以上の温度で溶融させ封止金型に注入し、封止金型内部で前記環状ポリエステルオリゴマーを熱重合反応させることにより得られるポリエステル樹脂で電気・電子部品を樹脂封止することを特徴とする樹脂封止型電気・電子部品を製造する。
(もっと読む)
圧縮樹脂封止成形に用いられる液状樹脂材料供給方法及び装置
【課題】電子部品を樹脂封止成形する際に、樹脂成形型の下型キャビティ内に定量の液状樹脂材料Rを効率良く供給する液状樹脂材料供給方法及び装置B(400) を提供する。
【解決手段】液状樹脂材料供給装置B(400)は、樹脂成形型の上型804側に設けた嵌合着脱部401に対して着脱自在に装設した液状樹脂材料供給装置本体402と、該本体の内部に嵌装した冷却水路部材403と、該冷却水路部材内に嵌装した液状樹脂材料の吐出口部404を備えるノズル部材405と、該ノズル部材内に嵌装した液状樹脂材料流動経路406を備える吐出口部開閉用のバルブ部材407と、ノズル部材405の吐出口部404とバルブ部材407のバルブ408とを嵌合させて吐出口部404を閉じるための弾性押動部材409 とから構成されている。液状樹脂材料供給装置Bを冷却することにより、バルブ部材407及びノズル部材405内を流通する熱硬化性樹脂材料(R)に対する熱硬化反応を効率良く抑制できる。
(もっと読む)
注形用エポキシ樹脂組成物、イグニッションコイル及びその製造方法
【課題】ボイドの少ない硬化物を与える注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物を用いた、最外部にコイルケースを使用しなくても十分な強度を有するイグニッションコイルを提供すること。
【解決手段】脂環式エポキシ樹脂を10〜65質量%含むエポキシ樹脂(A)、シリカ粒子(B)、硬化剤(C)および4級アンモニウム塩系硬化促進剤(D)を必須成分として含有することを特徴とする注形用エポキシ樹脂組成物、同注形用エポキシ樹脂組成物をコイルに注形後硬化させてなるとともに、最外部にコイルケースを使用しないことを特徴とするイグニッションコイルおよび鉄心に1次コイル、2次コイルを巻き線した磁気回路部品を金型に配置し、前記注形用エポキシ樹脂組成物を金型内に真空注形し、加熱硬化後、金型から取り出すことを特徴とするイグニッションコイルの製造方法である。
(もっと読む)
圧縮樹脂封止成形に用いられる液状樹脂材料の計量供給方法及び装置
【課題】小型の圧縮樹脂封止成形装置を用いて電子部品を樹脂封止成形する際に、成形型における下型キャビティ内に高精度に計測した定量の液状樹脂材料を効率良く供給する。
【解決手段】液状樹脂材料の貯溜部100 と、液状樹脂材料の計量部300 と、計量した定量液状樹脂材料の吐出部400 と、液状樹脂材料の吐出部400 への圧縮エア給気部500 及び通路切替部600 とを備えると共に、通路切替部600 を介して液状樹脂材料の貯溜部100 と計量部300 、計量部300 と吐出部400 、吐出部400 と圧縮エア給気部500 との各連通路601 を接続又は遮断することにより、貯溜部100 内の液状樹脂材料200 を計量部300 に移送して計量し、次に、計量した定量の液状樹脂材料201 を吐出部400 を経て成形型の下型キャビティ内へ供給し、次に、通路切替部600 及び吐出部400 へ圧縮エアを給気して当該部位に定量液状樹脂材料の一部が滞溜するのを効率良く防止する。
(もっと読む)
モールド成形方法及びモールド成形装置
【課題】第1配線基板と第2配線基板との空間部内に、はんだボールの接続を維持し、溶融モールド樹脂の均一充填が困難な従来のモールド成形方法の課題を解消する。
【解決手段】複数の第1配線基板が造り込まれた基板11の搭載面に、前記第1配線基板に対応する第2配線基板16がはんだボール18で接続された半導体装置をキャビティ32内に挿入し、第2配線基板16にリリースフィルム31を介して当接する駒板34が、第2配線基板16に対し独立して接離するモールド金型を用い、第2配線基板16に対し、基板11と第2配線基板16との間隔が充填された溶融モールド樹脂の圧力での拡大を許容する第1圧力をバネ36で駒板34に加え、基板11と第2配線基板16との空隙内にモールド樹脂を充填した後、はんだボール18の接続が剥離されることを防止すべく、ストッパー40,40に当接した駒板34から第1圧力よりも高圧の第2圧力を第2配線基板16に加えて、キャビティ32内にモールド樹脂を注入する。
(もっと読む)
液状物質の計量供給方法及び装置
【課題】液状物質200 の定量計測を高精度に行うと共に、この定量液状物質を所定の供給個所へ効率良く且つ確実に供給する。
【解決手段】液状物質の貯溜部100 と、液状物質の計量部300 と、計量した定量液状物質の吐出部400 と、液状物質の吐出部400 への圧縮エア給気部500 及び通路切替部600 とを備えると共に、通路切替部600 を介して液状物質の貯溜部100 と計量部300 、計量部300 と吐出部400 、吐出部400 と圧縮エア給気部500 との各連通路601 を接続又は遮断することにより、貯溜部100 内の液状物質200 を計量部300 に移送して計量し、次に、計量した定量の液状物質201 を吐出部400 を経て所定の個所へ供給し、次に、通路切替部600 及び吐出部400 へ圧縮エア502 を給気して当該部位に定量液状物質201 の一部が滞溜するのを効率良く防止する。
(もっと読む)
圧縮成形方法及び装置
【課題】 半導体チップの圧縮成形装置1全体の設置スペースを効率良く縮小し、装置1に設けられる金型5、6における型締力を効率良く減少させ、更に、厚さの異なる基板2(2a、2b)を用いたときに、基板2の厚さに対して効率良く調整して型締めする。
【解決手段】 半導体チップの圧縮成形装置1を2個の半導体チップの圧縮成形用金型5、6(上下両型)を積層配置して構成すると共に、この装置1に、上下配置の金型5、6の夫々における上型5a、6aの型面と下型5b、6bの型面とを閉じ合わせる型開閉手段12を設け、型開閉手段12を、2個のラック15、16と1個のピニオン17とを有する型開閉機構13と、上下配置の金型5、6の夫々に供給される基板2の厚さに対応して調整する厚さ調整機構14を設けて構成した。
(もっと読む)
樹脂封止装置
【課題】減圧動作を含む樹脂封止工程において、容易に設定値の意味が理解でき、歩留りを悪化させるボイドの発生や半導体チップと基板とを繋ぐワイヤの変形等を低減するための動作タイミングを設定可能とする。
【解決手段】基板102と半導体チップ104とを、金型126A、126B内に配置させて、減圧動作を経て樹脂封止する樹脂封止装置100において、前記金型126A、126Bは、上型128と上型128に対して進退可能な下型130とを備え、前記樹脂封止の際に行われる下型130の動作線図156A、156Bと、該下型130の進退動作と前記減圧動作とからなる前記減圧圧縮工程(減圧進退工程)を規定する設定値に基づいて下型130が動作した際に得られる減圧動作に係る実績値と、を同一画面に表示する操作画面154を備える。
(もっと読む)
電子部品の圧縮樹脂封止成形方法
【課題】半導体素子等の電子部品を小型・軽量化した圧縮樹脂封止成形装置を用いて樹脂封止成形する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、成形時には上型6と上型加熱用ヒータ(52)及び下型10と下型加熱用ヒータ(94)との間に空気断熱用の間隙Sを設定した状態で上下両型(6、10) を冷却し、また、この間隙Sを無くした状態で上下両型(6、10) を加熱する温度管理を行う。
また、この型構造とゲートノズル15の配設により装置の小型軽量化が図れると共に、樹脂材料の性状に適応した温度管理を行うことができる。
(もっと読む)
赤外線照射部材及び赤外線透過ブロックを用いた圧縮成形装置及び圧縮成形方法
【課題】 電子部品のチップ6等を搭載した大型基板7等の大面積を圧縮成形する場合の樹脂封止装置において、樹脂材料9の加熱作用や成形品14の離型作用を改善して樹脂成形効率を向上させると共に、型加熱効率を向上させて電力の節減化を図る。
【解決手段】 樹脂封止成形用型1における樹脂成形用凹部10を、赤外線透過性を有するブロック4・8の表面に形成すると共に、前記赤外線透過ブロック4・8の背面側に該赤外線透過ブロック4・8背面の形状及び大きさに対応する形状及び大きさとして形成された赤外線照射部材5・11を配設し、さらに、前記赤外線照射部材5・11における背面、側面及び赤外線透過ブロック4・8の側面とに前記赤外線照射部材5・11から照射された赤外線を反射する赤外線反射部材12・13を配設する。
(もっと読む)
圧縮樹脂封止成形に用いられる離型フイルム装着方法及び装置
【課題】離型フイルムを用いて半導体素子等の電子部品を圧縮樹脂封止成形する際にこの離型フイルムを下型キャビティ面に効率良く装着する。
【解決手段】樹脂封止成形用の上型6と下型10とを離反させた状態で下型のキャビティ面106に成形品離型用のフイルム16を供給し、次に、下型のキャビティ面106に張設された離型フイルム16における下型キャビティ部の外方周縁部に対応する周縁部位を吸引支持し、この状態で、離型フイルム16に圧縮エアA1を供給して膨らませながら離型フイルム16を下型キャビティ面106にフイット211bさせる。また、このとき、下型キャビティ面106側から離型フイルム16を吸引22する減圧作用を併用して離型フイルム16の装着を補助する。
(もっと読む)
電子部品の圧縮樹脂封止成形方法及び装置
【課題】半導体素子等の電子部品を液状熱硬化性樹脂材料Rにて封止成形するための圧縮樹脂封止成形装置の全体的な装置構造を小型化及び軽量化する。
【解決手段】上型6と下型10に冷却手段(64、104) を備えると共に、上型6内に冷却手段(154a)を備えたゲートノズル15を配設し、下型10に単数枚の基板装填用キャビティ(106) を配設する。更に、ゲートノズル15を通して所定量の液状熱硬化性樹脂材料Rを下方の下型キャビティ(106) 内に供給すると共に、基板を上下両型(6、10) 間に供給してこの上下両型を型締めすることにより基板上の電子部品を下型キャビティ(106) 内の該樹脂材料中に浸漬させる。その後、該樹脂材料に所定の型締圧力を加えて圧縮樹脂成形する。
また、この成形時にゲートノズル15及び上下両型の冷却手段(154a、64、104)による温度管理を行う。この型構造とゲートノズル15の配設により装置の小型軽量化が図れる。
(もっと読む)
発光装置の製造方法
【課題】発光装置の出射光の色ばらつきを抑制する。
【解決手段】チップを基板にダイボンドし、ダイボンド済み基板を準備する工程と、キャビティを有するキャビティ型を準備する工程と、前記チップが前記キャビティ内に没入するように、前記ダイボンド済み基板をセットする工程と、封止樹脂をランナー部から前記キャビティに注入させる工程を有する製造方法であって、前記ランナー部は前記キャビティ型に対して低温状態が維持可能に構成され、前記低温状態に維持された前記封止樹脂が前記ランナー部から前記キャビティに注入されることを特徴とする。
(もっと読む)
1 - 20 / 43
[ Back to top ]