
Fターム[4F204EF05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (3,655) | 挿入物等の供給 (666)
Fターム[4F204EF05]に分類される特許
161 - 180 / 666
インサート成形方法
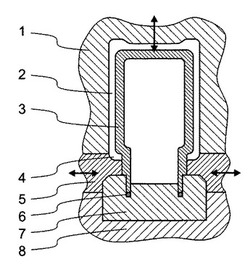
【課題】 簡単な機構により、キャビティ内に中空形状の部品を設置したインサート成形を、当該部品の変形がないように行う技術を提供する。
【解決手段】 開口部を有する中空形状部品3を、金型のキャビティ2内に設置し、前記中空形状部品3の中空部に液体を封入し、前記開口部を密封した状態で、前記部品外壁とキャビティ2内壁の間の空隙に、溶融した材料を充填する。これによって、異なる材質の2層構造を有し、従来の成形方法では得られない視覚的な効果を有し、付加価値の高い成形品が得られる。
(もっと読む)
FRP被覆構造体の製造方法及びFRP被覆構造体

【課題】強化繊維基材に液状樹脂を注入した際に、樹脂発泡体からなるコアの内部に液状樹脂が含浸されるのを防止し、軽量性に優れたFRP被覆構造体の製造方法を提供する。
【解決手段】反応性組成物をモールド内で発泡させて樹脂発泡体を成形するモールド成形によって、高密度のスキン層と低密度の内部層を有するコア2を製造する。そして、そのコア2を強化繊維基材で被覆し、強化繊維基材に液状樹脂を注入して加熱硬化させることによってFRP皮膜4を形成する。従って、強化繊維基材に液状樹脂を注入する際に、高密度のスキン層によって、液状樹脂が低密度の内部層に含浸されるのを防ぐことができる。
(もっと読む)
履物を製造する方法
本発明は、金型(1および2)と靴型(3)の形態の反転金型とを用いて、履物を製造する方法に関する。この金型と反転金型との間には、上部を形成する部品(4および5)が配置される。これらの部品は、部品間に経路(9)の境界を定める。また、該部品は、金型および反転金型との間に規定される窪み(10および11)と共に、経路および窪みのネットワークを決定する。このネットワークの中には、溶融状態の熱可塑性物質が注入される。 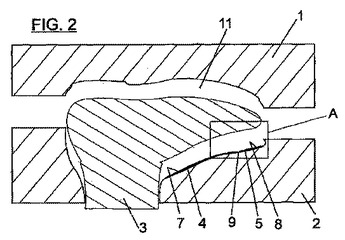 (もっと読む)
(もっと読む)
一体発泡成形用金型
【課題】本発明は、構造が簡単で、しかも、一体発泡成形品の外形寸法を高い精度で管理することができるようにした一体発泡成形用金型を提供する。
【解決手段】一体発泡成形用金型10にあっては、一体発泡成形時の発泡圧によるワディング6aの圧縮見込み厚さWの分だけ、キャビティ12aの壁面15を、ヘッドレスト1の外形予定ラインL1の位置より内側に配置させている。このような金型10を利用すると、構造が簡単で、しかも、ヘッドレスト1の外形寸法を高い精度で管理することができる。また、密度の異なる様々なワディング6a,6bを各部位に利用したヘッドレスト1を容易に成形することができ、このことによって、様々な形状や感触のヘッドレスト1を精度良く且つ容易に製作することができる。
(もっと読む)
防水コネクタ部品製造装置
【課題】インサートとなる樹脂部品を、インサート成形用の中子にセットする際に、当該樹脂部品の傷付き及び削れを抑制する製造装置を提供する。
【解決手段】一方側が開口すると共に他方側が蓋部で閉塞された略筒状のホルダ15を、インサート成形用の中子に被せるようにセットして、ホルダ15にシール部が一体形成された防水コネクタ部品を形成するための防水コネクタ部品製造装置であり、インサート成形装置と樹脂部品セット装置とを備えている。樹脂部品セット装置は、一対の挟持部62によりホルダ15を挟持方向に対して略直交する面内で姿勢変更可能に支持する挟持部62と、挟持部62を挟持部62に沿って移動可能に支持する挟持部可動支持部80とを備えている。
(もっと読む)
表皮付発泡成形部材の成形方法、表皮付発泡成形部材、および表皮付発泡成形部材用の表皮
【課題】発泡体の発泡圧によって表皮の第1の面が折り曲げられるときに、第1の面に連なって形成された縦壁面にしわや歪みが発生することを防止し得る表皮付発泡成形部材の成形方法、表皮付発泡成形部材、および表皮付発泡成形部材の成形に好適に用いることができる表皮付発泡成形部材用の表皮を提供する。
【解決手段】発泡成形方法は、芯材を第1の型に配置する工程(ステップ11)と、表皮を第2の型に配置する工程(ステップ12)と、第1と第2の型を型締めする工程(ステップ13)と、発泡成形型に配置された芯材と表皮の間に発泡体を充填し、第1の面に連なる縦壁面によって生じる抵抗を緩和させながら発泡体の発泡圧によって第1の面を第2の成形面に沿って折り曲げる充填工程(ステップ14)と、発泡成形型を型開きする工程(ステップ15)と、成形型から成形品を取り出す工程(ステップ16)と、を有している。
(もっと読む)
フォームクッションを製造するための方法および装置
フォームクッションを製造するための装置200は、向き合って配置されると共に第1および第2の長手方向縁部を有する一対のフィルムパネル520,522からなるフィルムのウェブ202と、フィルムパネル520,522間にフォームを供出するよう配置された第1および第2のフォーム供出アセンブリ204,204とを具備してなり、各フォーム供出アセンブリ204は第1および第2のフォーム成分を、それぞれ供出する第1および第2のバルブ250,250を具備してなり、バルブ250,250は、このバルブを出た個々のフォーム成分流が交差するように配置されている。  (もっと読む)
(もっと読む)
絶縁部品およびその製造方法
【課題】硬化応力を低減してインサート部品と絶縁樹脂との界面剥離を防止可能な絶縁部品およびその製造方法を提供する。
【解決手段】絶縁樹脂1を間に挟んで円筒体2の外周側を取り囲むようにシールド4が配置されている。円筒体2の円筒形状の内周面を、絶縁樹脂1を介在してシールド4側に向けて押し拡げるように円筒体2内に円柱導体3が配置されている。
(もっと読む)
レンズアレイ
【課題】積層工程の簡素化をはかることのできるレンズアレイを提供する。
【解決手段】基板と、該基板に配列された複数の貫通孔のそれぞれを埋めるように設けられた複数のレンズと、を備えるレンズアレイであって、前記基板は、その表面において複数の前記レンズのそれぞれの周囲に突設された複数の脚部を有するレンズアレイ。
(もっと読む)
コネクタ付きチューブの製造方法
【課題】射出成形機の小型化、製造サイクルの短縮及び流体流路の安定化を図るコネクタ付きチューブの製造方法を提供する。
【解決手段】コネクタ110を備えるインク供給チューブ12の製造方法であって、インク流路を形成するコアピン210を備えると共にコネクタ110の形状に沿ったキャビティ201を有する成形型200に、弾性チューブ100の端部100Aを、該端部100Aのインク流路101にコアピン210を挿入した状態で装着して型締めする型締め工程と、上記型締めした成形型200のキャビティ201に紫外線硬化性を有する液状の樹脂材を注入する注入工程と、キャビティ201に注入した上記樹脂材に、紫外線を照射して硬化させる紫外線照射工程とを有する手法を用いる。
(もっと読む)
コネクタ付きチューブおよび流体噴射装置
【課題】射出成形機の小型化、製造サイクルの短縮を図り、流体流路を安定化できるコネクタ付きチューブ及び流体噴射装置を提供する。
【解決手段】コネクタ110を備えるインク供給チューブ12であって、インク流路を形成するコアピン210を備えると共にコネクタ110の形状に沿ったキャビティ201を有する成形型200に、弾性チューブ100の端部100Aを、該端部100Aのインク流路101にコアピン210を挿入した状態で装着して型締めし、上記型締めした成形型200のキャビティ201に紫外線硬化性を有する液状の樹脂材を注入し、キャビティ201に注入した上記樹脂材に、紫外線を照射して硬化させて、コネクタ110が成形されているという構成を採用する。
(もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】複数のインサート体を成形するとき、インサート体の位置ズレやインサート体と保持体の貼り合わせ作業を削減すると同時に、成形品のひけや残留エアーの防止する製造方法を提供する。
【解決手段】インサート体11を表面に表出させた樹脂成形品の製造方法において、複数のインサート体11を一体に形成し、下型体の上面に配置するとともにそのインサート体11上に押さえ部材14を配置し、下型体32に対向する上型体を互いに近接させることにより押さえ部材14を介してインサート体11を押圧しつつ、熱硬化性樹脂からなる基材12を下型体と上型体の間隙へ注入し、その後押さえ部材14が弾性変形するまで下型体及び/又は上型体により押圧する。
(もっと読む)
発泡性レゾール型フェノール樹脂成形材料およびその製造方法ならびにフェノール樹脂発泡体
【課題】 特に改善された外観を有し、しかも、密度35kg/m3以下においても、標準的な密度である40kg/m3程度の発泡体の有する力学的性能と比較して実用上問題のない程度の低下に抑えられ、かつpHが高く、良好な腐食防止性を有するフェノール樹脂発泡体を与え得る発泡性フェノール樹脂成形材料、および該成形材料を用いてなるフェノール樹脂発泡体を提供する。
【解決手段】 液状レゾール型フェノール樹脂、発泡剤、整泡剤、酸硬化剤および添加剤を含む発泡性レゾール型フェノール樹脂成形材料であって、前記添加剤が、平均粒子径80μm以下の含窒素架橋型環式化合物である発泡性レゾール型フェノール樹脂成形材料、および該成形材料を発泡硬化させてなるフェノール樹脂発泡体である。
(もっと読む)
サンドイッチパネル製造方法
【課題】FRP面材をロールから引き出すときの蛇行搬送を防止し、FRP面材により構成されるサンドイッチパネルを連続生産可能なサンドイッチパネル製造方法を提供する。
【解決手段】上下両面に対向配置された面材1,2のうち、少なくとも一方が繊維強化樹脂製の面材1により構成され、これら面材間に発泡性樹脂芯材3が発泡成形されてなるサンドイッチパネルを製造するためのサンドイッチパネル製造方法であって、帯状の下面材2を供給する工程と、帯状の上面材1を供給する工程と、搬送される帯状の下面材の上に発泡性樹脂芯材3の発泡原液組成物を供給する工程と、供給された発泡原液組成物の発泡処理を行いながら下面材2及び上面材1を搬送する工程と、を有し、下面材2及び/又は上面材1を供給する工程は、ロールに巻き取り収容された帯状の繊維強化樹脂製の面材1を引き出す工程であり、この引き出し工程において面材の蛇行を防止する工程を有する。
(もっと読む)
合成樹脂成形品及び合成樹脂成形品の製造方法及び合成樹脂成形品を製造する金型装置
【課題】 表面層、裏面層の各厚みが所定の厚みとなって表面の外観が低下せず、安価で高品質の合成樹脂組成物を提供する。
【解決手段】 厚み方向の略中間に位置する界面層シート1の表面側に第1の合成樹脂組成物2が、裏面側に第2の合成樹脂組成物3が同時に注入されて形成されることで成形された合成樹脂成形品4である。第1の合成樹脂組成物2よりなる表面層5と、第2の合成樹脂組成物3よりなる裏面層6と、表面層5と裏面層6との界面に設けられて表面層5及び裏面層6と一体となった界面層シート1の3層構造となっている。
(もっと読む)
構造体及びレジントランスファモールディング成形方法
【課題】従来RTM成形が困難とされていた大型の構造体を、RTM成形によって成形する。
【解決手段】夫々別々に賦形したプリフォーム基材150、160R,160Lの端部同士を重ね合わせて成形型内に配置して、フロアトンネル部110及びフロアパネル部120R,120L部を一体的に成形することで、従来はRTM成形が困難であった大型で複雑な形状の車体フロア100をRTM成形することが可能となった。また、ラップ部170R,170Lのラップ長Lが板厚tの3倍に設定されているので、曲げ変形Mに対して効果的に強い構造となる。よって、RTM成形後に構造体の端部同士を接着する方法と比較し、接合部位125、125Lにおける強度が容易に確保される。
(もっと読む)
表皮一体発泡成形品の製造方法とそれに用いられる発泡成形型
【課題】表皮を正しく位置決めして表皮一体発泡成形品を製造することができ、しかも表皮一体発泡成形品の脱型を容易に行うことができ、脱型後に切除される部分を少なくする。
【解決手段】表皮一体発泡成形品の脱型方向E1と交差するキャビティ内外方向Q1へスライド可能なスライド型15を設け、キャビティ型の蓋型との重ね合わせ面に、表皮端部係止用突部25が表面に形成された表皮端部係止プレート21を脱型方向と交差するキャビティ内方へ向けて突出し、かつスライド型15の蓋型側表面と重なるように設けて、スライド型15がキャビティ外方へスライドしてアンダーカット形状が解消された際に、表皮端部係止プレート21のキャビティ内方端部側23がキャビティ内方へ突出状態となると共に、当該記突出部分が脱型方向へ押された際に脱型方向へ回転可能に構成した。
(もっと読む)
ハイブリッドレンズおよびその製造方法
【課題】ハイブリッドレンズおよびその製造方法を提供する。
【解決手段】このハイブリッドレンズ100は、ガラス材料から成るレンズ基体110と、レンズ基体上を覆い、透明プラスチック材料から成る、少なくとも1つのプラスチック層120とを含み、少なくとも1つのプラスチック層に基準面1231が設けられている。その製造方法は、(1)レンズ基体を金型の成型腔内に固定するし、この成型腔の腔壁に面成型部を有するステップと、(2)注入孔から成型腔内に流動状態の透明可塑材料を注入し、透明可塑材料を固化させて、レンズ基体に貼り付けられかつ基準面を有するプラスチック層を形成するステップと、(3)金型を開いてハイブリッドレンズを取り出すステップとを含む。
(もっと読む)
3D製織によって異形部品を製作する方法、および得られる異形部品
本発明は、3D製織および含浸によって得られる中空異形部品に関する。本発明は、三次元製織によって、製織の際に部分的な非タイイング(19)を実行しながらプリフォーム(11)を製作するステップを含んでおり、この部分的な非インターリンキングが、後の織り終えた塊の内部への空洞の形成および含浸段階の際の形状の安定化を可能にする。 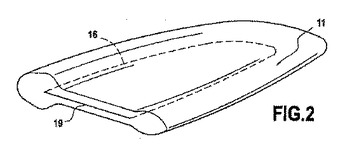 (もっと読む)
(もっと読む)
複合型光学素子及びその製造方法
【課題】光硬化樹脂を充分に硬化させるとともに、太陽光による劣化を防止できる複合型光学素子を実現する。
【解決手段】ガラス基板1に、光学形状4を有する光硬化樹脂層2を積層した複合型光学素子10の製造工程において、光硬化樹脂層2を積層する前のガラス基板1に、270〜410nmの範囲の波長の光をカットするバンド反射フィルター3を設けておく。バンド反射フィルター3によって、光硬化樹脂層2を紫外光によって硬化させるときの光学特性の劣化を抑制するとともに、複合型光学素子10が太陽光に曝されたときの透過率の低下を防ぐことができる。
(もっと読む)
161 - 180 / 666
[ Back to top ]