
Fターム[4F204EF05]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (3,655) | 挿入物等の供給 (666)
Fターム[4F204EF05]に分類される特許
121 - 140 / 666
キッチンカウンタの製造方法
【課題】樹脂製のカウンタと金属製のシンクとを一体化して成るキッチンカウンタの製造方法において、簡単な構成により、工程の短縮と単純化による生産性向上を図り、製造段階に加え使用段階においてもシシクの変形やカウンタのクラック発生などがなく信頼性の高いキッチンカウンタを製造することを可能とする。
【解決手段】樹脂製のカウンタ2が接合される金属製のシンク3側の部位に、カウンタ2を構成する樹脂の弾性率よりも低い弾性率を有する樹脂によって接合部4を成形し、接合部4を成形したシンク3を成形型にインサートしてカウンタ2を成形することにより、接合部4を介してシンク3とカウンタ2とを一体化する。カウンタ2を構成する樹脂の硬化時や、型取り出し後の冷却時に発生する応力を低弾性樹脂層からなる接合部4によって緩和でき、シンク3の変形やカウンタ2のクラック発生を防止できる。
(もっと読む)
キッチンカウンタの製造方法

【課題】キッチンカウンタの製造方法において、金属製のシンクが変形したり、樹脂製のカウンタにクラックが発生したりすることなく、金属製のシンクの外周部に熱硬化性樹脂による樹脂製のカウンタを一体化成形する。
【解決手段】カウンタ2成形用の金型10,11に金属製のシンク3の外周部をインサートし、次に、金型10,11に熱硬化性樹脂を注入し、次に、シンク3を熱源5によって加熱した状態で、熱源5とは別に設けた樹脂硬化用の熱源4によって金型10,11を加熱して熱硬化性樹脂を硬化させ、金属製のシンク3に接合したカウンタ2を成形する。金属製のシンク3を加熱した状態で熱硬化性樹脂によって成形するので、金型10,11の冷却時においてシンク3とカウンタ2の温度差を低減して収縮量の差を小さくすることができ、シンク3とカウンタ2の接合部に生じる熱応力を緩和し、シンク3の変形や、樹脂の割れを防止できる。
(もっと読む)
ヘッドレスト
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレストを提供する。
【解決手段】ヘッドレストHRにおいて、開口部12の壁部をなすトリムカバー2の開口形成部12Aは、トリムカバー2の前部2bの一部として帯状に形成された第1の開口形成半部21と、トリムカバー2の後部2bの一部として帯状に形成された第2の開口形成半部22とで2分割され、重ね合わされる第1の開口形成半部21の湾曲部21aと第2の開口形成半部22の湾曲部22aとの少なくとも一方には、湾曲形状の保形板23,24が逢着され、第1の開口形成半部21と第2の開口形成半部22と保形板23,24とを重ね合わせて開口部12の壁部が形成されている。
(もっと読む)
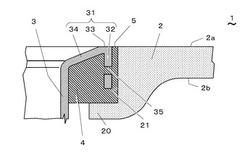
ヘッドレスト成形用中子
【課題】本発明は、トリムカバーに設けられた開口部の壁部の湾曲部分に皺を寄り難くして、開口部の外観品質を向上させるようにしたヘッドレスト成形用中子を提供する。
【解決手段】ヘッドレスト成形用中子30は、トリムカバー2の開口成形部12A内で、前記開口形成部Aの湾曲部21a,22aに向けて移動可能であると共に、湾曲状の押圧面31a,32aが形成された第1及び第2の駒型部31,32と、前記駒型部31,32を前記開口成形部の湾曲部21a,22aに押圧した状態で保持する保持機構Hと、を備え、この保持機構Hは、前記第1の駒型部31側に立設された係止ピン34aと、前記係止ピン34aに摺接するカム面36bと、前記係止ピン34aに嵌合する係止凹部36aとが設けられ、前記第2の駒型部32側で回転支持される回転カム36と、を備えている。
(もっと読む)
ガスケット、ガスケットの製造方法、光学素子の製造方法
【課題】フィルム部材を良好に配置することができるガスケット、ガスケットの製造方法、及び、ガスケットを用いた光学素子の製造方法を提供する。
【解決手段】筒状の本体部(2)と、本体部(2)の内側に配置されるフィルム部材(F)と、を備え、本体部(2)とフィルム部材(F)とが一体成形され、フィルム部材(F)の外縁部(Fo)が本体部(2)に埋設されている。
(もっと読む)
マスキング部材脱着構造
【課題】主に、マスキング部材に付着した塗膜やミストなどの破片等の剥がれ落ちを防止し得るようにする。
【解決手段】樹脂成形品を成形可能な樹脂成形金型21の成形面22に対し、成形前に予め塗装による部分的な塗膜24を形成する際に、成形面22の非塗装部分26へマスキング部材27が取付けられると共に、マスキング部材27に対して、塗装後にマスキング部材27のほぼ全面を覆うように被着することにより、マスキング部材27の成形面22からの取外時に、マスキング部材27に付着した塗膜24やミストなどの破片等の剥がれ落ちを防止可能な脱着治具本体31が設けられるようにしている。
(もっと読む)
繊維プリフォーム、繊維強化コンポジットおよびその製造方法
【課題】織り繊維プリフォーム(100,200)、プリフォーム(100,200)を組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォーム(100,200)は、多数のたておよびよこの糸あるいはファイバを含む。それらの糸あるいはファイバは、織り込むことにより、連続的ならせんファブリック(50)を形成する。らせんファブリック(50)は、アルキメデスらせんの形をとる。プリフォーム(100,200)のよこ糸は、一様なあるいは可変性のひピッチ、または一様なあるいは可変性の分離角度をもつ。アルキメデスらせんのらせんファブリック(50)は、集合あるいは巻くことにより、円錐形シェル構造を形成する。その構造は、スピンナあるいは出口コーンの一部になり得る。らせんファブリック(50)は、差動テークアップ機構を備える織機で織り得る。
(もっと読む)
一体のエネルギー吸収発泡体を有するヘッドライナーの製造方法
【課題】変化している発泡体厚さ及び密度の輪郭部分を有するヘッドライナー組立体を提供すること。
【解決手段】自動車の客室に使用するためのヘッドライナー組立体80であって、反対向きの第一側面及び第二側面を有する輪郭付基板を形成するウレタン発泡体68の層の中に埋め込まれたガラス繊維マット62と、第一側面に貼り付けられた離型フィルム60と、反対向きの第二側面に貼り付けられた接着フィルム66と、離型フィルムに接着され前記ヘッドライナー組立体に弾力性及び騒音吸収を与えるスクリム層72と、接着フィルムに接着され装飾カバーをヘッドライナー組立体に与える生地層70と、を備え、ヘッドライナー組立体は、ヘッドライナー組立体に一体のエネルギー吸収部を設けるための、ウレタン発泡体の変化する厚さの領域を有する予め決定された輪郭で形成されているヘッドライナー組立体。
(もっと読む)
複合材料を製造するための方法
本発明の態様に係る方法は、プラスチックマトリクス物質を強化繊維構造と接触させて、中間材料を形成させる工程を含む。さらに、その方法は、中間材料のマトリクス物質を硬化させて、複合材料を形成させる工程を含む。プラスチックマトリクス物質は強化繊維構造と接触する前に、希釈剤と混合して、混合物を形成する。 (もっと読む)
樹脂成形体の製造方法、樹脂成形体
【課題】樹脂の粘性や混合物の大きさに影響を受けることなく、樹脂の未充填が発生するのを防止する。
【解決手段】一対の型内で装飾用の混合物を含有する樹脂を硬化させる樹脂成形体の製造方法において、当該樹脂成形体の表面に、部分模様を形成する複数の模様体92を表出させるインサート体11を下型体52上に載置するとともに、インサート体11が下型体52上で動くことを防止するとともに内部へ通じる空隙が予め形成された押さえ部材14を当該インサート体11に当接させ、型体51、52を互いに近接させることによりインサート体11に当接させた押さえ部材14を押圧し、押圧した押さえ部材14の空隙を通じて内部へ樹脂を浸入させ、その後当該樹脂を硬化させる。
(もっと読む)
衝撃エネルギー吸収材成形用金型の衝撃エネルギー吸収材取付用クリップ保持構造及び衝撃エネルギー吸収材取付用クリップ
【課題】金型内面にインサート物を容易に且つしっかりと保持しておくことができ、脱型時には容易にクリップからピンを抜くことができる金型のインサート物保持構造と、この構造を利用した発泡成形方法と、この構造及び方法に用いることができるクリップと、このクリップを備えたEA材を提供する。
【解決手段】段部43付きの貫通孔42を有したこのクリップ40にクリップ係止ピン50が挿入係止されることにより、EA材1が金型60に取り付けられる。この金型60内にてウレタン等の発泡成形が行われ、EA材1が表面部に埋設されたEA材1が製造される。クリップ40の内面に凸部47が設けられているので、発泡成形時にクリップ40が動かない。クリップ40を介してEA材1が自動車のドアトリム等に取り付けられる。
(もっと読む)
蓄光性成形体
【課題】 一定時間の光の照射によって、その照射が停止した後、長時間に渡って自己発光する蓄光性部材の研究が進んでいる。非常時あるいは大災害時の照明用又は目印用として注目を浴びてきている。この蓄光性部材で最も重要なことは、輝度を上げることよりは長時間明るさを保つことが重要である。事故発生当時は明るくても、20分後、60分後にはもうほとんど見えないようでは意味がない。そこで、本発明は、できるだけ長時間輝度を維持でき、かつ人目を引くような種々の形状を容易に、綺麗に製造できる蓄光性成型体の製造方法を提供する。
【解決手段】 基材上に型部材を載置し、該型部材の打ち抜き部分に、樹脂混合物とガラスビーズを充填し、該樹脂硬化後に型部材から脱型するものであって、該樹脂混合物は少なくとも樹脂、蓄光性粒子及び光透過性を有する沈降防止剤からなる蓄光性成形体の製造方法。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、1または2以上のたて糸操りファブリック層を含む。たて糸操りファブリックの一部分を型に押し付けることにより、起立脚(20)を形成する。プリフォームは、その起立脚および本体部分のジャグル(15)を含む。本体部分および起立脚は、一体に織ることにより、プリフォームを横切る連続ファイバを設ける。たて糸操りファブリックの一部分には、たて糸方向にストレッチ・ブロークン・カーボン・ファイバがあり、別の部分には、一般のカーボン・ファイバがある。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。プリフォームあるいはコンポジットは、航空機の窓フレーム(10)の一部分になる。
(もっと読む)
織りプリフォーム、コンポジットおよびその製造方法
【課題】3次元織りプリフォーム、そのプリフォームを組み込んだ強化コンポジット、およびそれらの製造方法の提供。
【解決手段】織りプリフォームは、2または3以上のたて糸操りファブリック層を含む。たて糸操りファブリックは、ダーツ部分と、ダーツのない部分とを含む。たて糸操りファブリックのダーツ部分をダーツのない部分に互いに結合し、それにより、プリフォームの全部分の周辺および半径の方向に連続ファイバが存在するようにする。一つのたて糸操りファブリックにおけるダーツのない部分は、他のたて糸操りファブリックにおけるダーツ部分を補強する。たて糸操りファブリックは、差動テークアップ機構を備える織機で織ることができる。たて糸操りファブリックは、単一あるいは多層のファブリックである。最終のプリフォームは、航空機の窓フレームの一部分になる。
(もっと読む)
ウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニット
【課題】ゴーストやフレア等の不具合が生じることを防止できるとともに製造コストの増加を抑えることができるウェハレベルレンズアレイの成形方法、ウェハレベルレンズアレイ、レンズモジュール及び撮像ユニットを提供する。
【解決手段】基板部1と、該基板部1に配列された複数のレンズ部10とが形成されたウェハレベルレンズアレイを転写型により一体成形するウェハレベルレンズアレイの成形方法であって、転写型の複数のレンズ部10に対応する領域以外の部分に遮光材料を配置する工程と、転写型に供給された成形材料を該転写型により押圧し、成形材料に基板部1に複数のレンズ部10が配列された形状を転写し、その後、成形材料を硬化させる工程とからなり、基板部1の、複数のレンズ部10が成形された領域以外の少なくとも一部に、遮光材料からなる遮光部14を形成する。
(もっと読む)
発泡成形部材及びその製造方法
【課題】発泡成形体の穴状部の入口部又は奥行き方向の途中部が狭隘部となっており、該狭隘部の内面に補強材が配設されている発泡成形部材において、製造が容易であり、且つ補強材が発泡成形体と精度良く一体化された発泡成形部材及びその製造方法を提供する。
【解決手段】シートパッド本体2と、該シートパッド本体2の裏面に沿って配設された面状の補強材10とを備え、該補強材10がシートパッド本体2と一体成形により一体化されてなるシートパッド1。シートパッド本体2には、その外面から凹嵌する凹部6が設けられており、該凹部6は、その入口側がそれよりも奥側よりも狭まった狭隘部となっており、該凹部6の内面に補強材10が配設されている。補強材10は、凹部6の入口側において弾性的に伸長可能となっている。
(もっと読む)
複合成型体
【課題】難燃性であるとともに、発泡成型樹脂の補強材表面への染み出しが防止されており、補強材が柔軟性を有し、且つ、異音発生を防止できる複合成型体を提供する。
【解決手段】発泡成型樹脂と、該発泡成型樹脂の補強材である捲縮長繊維スパンボンド不織布とを有する複合成型体であって、該捲縮長繊維スパンボンド不織布が、繊度0.5〜10dtex及び捲縮数2〜40個/25mmであるポリプロピレン系捲縮長繊維を少なくとも用いて構成されており、該捲縮長繊維スパンボンド不織布が、部分熱圧着率2〜15%で熱圧着されており、該捲縮長繊維スパンボンド不織布が、目付50〜200g/m2、厚み0.5〜2.0mm、通気性0.1〜150cm3/cm2/sec、及びJIS−K−7201に従って測定される酸素指数(LOI)20以上を有する、複合成型体。
(もっと読む)
衝撃吸収部材およびその製造方法
【課題】衝撃吸収部材の本体における欠肉の発生を抑制する。
【解決手段】衝撃吸収部材20は、成形型内で発泡成形される発泡体からなる本体22と、この本体22に成形型での発泡成形時に埋め込まれ、ドアトリムへの取付部分となる取付部材24とを有している。取付部材24は、取付孔26aを有する筒体部26と、この筒体部26の端部に設けられ、発泡体の発泡成形時に成形型の型面に当接するフランジ部28と、このフランジ部28における型面への当接面に凹設され、型面との間に隙間を形成する溝部30とを備えている。
(もっと読む)
インサート成形方法、シール構造体用の前駆体およびシール構造体
【課題】携帯電話、ゲーム機、ノート型パソコンなどの電子機器に組み込まれるシール構造体の製造に適用されるインサート成形方法において、その所要時間を短縮する。
【解決手段】金型に中子9をインサートする。金型のキャビティ内に樹脂を注入して固化させることにより、中子9の周囲にチューブ2を成形するとともに、中子9に離型用ボス13を成形する。離型用ボス13を把持しつつ中子9を金型から離型する。これにより、金型から中子9を離型するのが容易かつ迅速になるため、インサート成形方法の所要時間を短縮することができる。
(もっと読む)
合成樹脂成形品及びその製造方法
【課題】 複数の層構造を有する合成樹脂成形品であっても、層間剥離を防止し、且つ反りの発生を防止することができる合成樹脂成形品及びその製造方法を提供する。
【解決手段】 本発明の合成樹脂成形品は、外面層76間に中間層77が設けられて一体となった3層構造の合成樹脂成形品7である。中間層77の両側に積層された前記外面層76は充填材78が充填された合成樹脂組成物からなり、前記中間層77は、該中間層77の両側の外面層76のうちのいずれか一方の外面層76の樹脂が、充填材78を含ませることなく不織布6に含浸・硬化されて成る。
(もっと読む)
121 - 140 / 666
[ Back to top ]