
Fターム[4F204FF48]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 成形材料の供給 (1,966) | 供給の調整 (473) | 供給量の (108) | 計量 (58)
Fターム[4F204FF48]に分類される特許
1 - 20 / 58
半導体発光装置の製造方法。
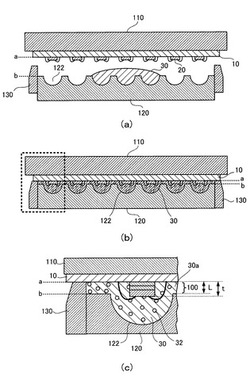
【課題】製品間における発光色のばらつきや発光面内における発光色のむらを防止できる半導体発光装置の製造方法を提供する。
【解決手段】基板10の素子搭載面に複数の発光素子20を搭載する。基板上における複数の発光素子の配列に対応して配列された複数のキャビティ122を基準面に有する金型120に平均粒径が5μm以上の蛍光体粒子32を含む蛍光体含有樹脂30を供給する。発光素子の各々がキャビティの各々に収容され且つ素子搭載面aと基準面bとが蛍光体含有樹脂を間に挟んで密着した状態で蛍光体含有樹脂を圧縮成形する。圧縮成形する工程において、素子搭載面と基準面の間に介在する蛍光体含有樹脂の厚さLを蛍光体粒子の平均粒径の15倍以上に設定する。
(もっと読む)
成形体の製造方法

【課題】 強化繊維と熱可塑性樹脂を用いて、軽量性と高い剛性を有した成形体の製造方法を提供することを目的とする。
【解決手段】 熱可塑性樹脂と平均繊維長5mm超100mm以下の強化繊維とを含む成形用前駆体材料を、線膨張率が異なる中子と母型からなる金型を用いて、当該材料を中子に配するようにしてプレスし加熱した後、母型を冷却する。
(もっと読む)
定量吐出装置及び定量吐出方法
【課題】密度が一定の溶融樹脂を吐出することができる定量吐出装置及び定量吐出方法を提供する。
【解決手段】シャッター部材13を閉位置に移動させた状態で、溶融樹脂をスクリュー2より計量室9に充填した後、ニードル弁11を閉位置に移動させて計量室9を密閉空間とする。次に、プランジャ12を動作させて、計量室9に設けた圧力検出センサ10により検出される圧力検出値を記憶部19に記憶された基準値にする。その後、シャッター部材13を開位置に移動させ、プランジャ12の精密駆動によってノズル6の吐出口9bより溶融樹脂を吐出させる。
(もっと読む)
樹脂封止方法および樹脂封止装置
【課題】半導体パッケージの成形品質を向上する。
【解決手段】まず、型開きしたモールド金型2にワークWを供給する。また、大きさが均一の粒体樹脂12を計数する。キャビティ凹部11に対応する位置であって、計数した複数の粒体樹脂12を配分して、複数の供給領域A1のそれぞれに供給する。ここで、供給領域A1とその周囲を仕切る段差部B1によって、供給領域A1に供給された粒体樹脂12の動きを規制する。次いで、供給された複数の粒体樹脂12を溶融する。モールド金型2を型締めしてワークWを保持し、溶融した樹脂12が充填されたキャビティ凹部11で、ワークWを樹脂封止する。
(もっと読む)
樹脂成形物の製造方法
【課題】樹脂のはみ出しや、気泡の発生の防止を図ることが可能な樹脂成形物の製造方法を提供する
【解決手段】樹脂成形物の製造方法であって、第1配置ステップは、樹脂成形物の凹部又は凸部に対応してマトリクス状に配置された複数の凸部又は凹部を含む矩形の面を有する型の面の中心に重なるように、面及びこれに対向させる基板のうち少なくとも一方に、流動性を有する樹脂材料を滴状に配置する。第2配置ステップは、面の対角線上の複数個所に重なるように面及びこれに対向させる基板のうち少なくとも一方に、樹脂材料を滴状に配置する。押圧ステップは、第1及び第2配置ステップで少なくとも一方に樹脂材料が配置された型及び基板を、樹脂材料を介在させて相対的に押圧する。硬化ステップは、型と基板とが相対的に押圧された状態で、樹脂材料を硬化させ硬化樹脂とする。離型ステップは、硬化樹脂を型から離型する。
(もっと読む)
合成樹脂製スタンプの製造方法
【課題】燃焼させても油煙の量が少なく、硫黄酸化物や窒素酸化物が発生しないスタンプの製造方法を提供する。
【解決手段】スタンプの基材となる熱可塑性樹脂組成物と有機過酸化物からなる架橋剤とを混合して成形材料を得る混合工程ST1と、前記成形材料を成形型に注入し、160〜190℃、5〜10分の直圧成形を行って架橋反応させて成形物を得る架橋成形工程ST2と、を備える。
(もっと読む)
圧縮成形方法及び圧縮成形装置並びに樹脂供給ハンドラ
【課題】大きさ及び重量の少なくとも一方が等しい粒状樹脂を計数及び/又は計量することにより、キャビティ容量に見合った樹脂量をキャビティ毎に供給して低コストでメンテナンス性を改善し高い成形品質を維持できる圧縮成形方法及び圧縮成形装置を提供する。
【解決手段】大きさ及び重量の少なくとも一方が均一に成形された粒体樹脂6を型開きしたモールド金型1に形成されたキャビティ凹部3bのキャビティ容量に応じて計数及び/又は計量されてキャビティに供給する樹脂供給工程と、モールド金型1にキャビティ凹部3bと対応する位置にワークWを保持してモールド金型1をクランプする工程と、キャビティ凹部3b内に供給されて溶融した樹脂6を所定樹脂圧に保圧して加熱硬化させる工程と、を含む。
(もっと読む)
ポリ乳酸系フィルム又はシート
【課題】 100℃を超える高温においても、フィルム又はシートの融解や変形が無く、しかも、フィルム又はシートの製造時や加工時、フィルム又はシートをロール状に巻回する際等に破断や裂けが生じないポリ乳酸系樹脂フィルム又はシートを提供する。
【解決手段】 本発明のポリ乳酸系フィルム又はシートは、ポリ乳酸(A)を含む樹脂フィルム又はシートであって、該ポリ乳酸(A)100重量部に対して、ポリグリセリン脂肪酸エステル及び/又はポリグリセリン縮合ヒドロキシ脂肪酸エステル(B)を合計で1〜20重量部含有するとともに、下記式(1)
ΔHc′=ΔHm−ΔHc (1)
[式中、ΔHcは、DSCにて測定される、成膜後のフィルム又はシートの昇温過程での結晶化に伴う発熱量(J/g)であり、ΔHmは、その後の融解に伴う吸熱量(J/g)である]
で求められる成膜時結晶化部の融解吸熱量ΔHc′が10J/g以上である。
(もっと読む)
SMC成形システムおよびSMC成形品の製造方法
【課題】SMCシート成形時にSMCシートの硬さを測定しなくても成形品の不良率を低減することができるSMC成形システムを提供する。
【解決手段】長尺のSMCシート20を間欠的に所定量送り出す送りロール11とSMCシート停止時のたわみ量を検出するたわみ量検出部12とを有する搬送装置1と、送り出されたSMCシート20を切断する切断装置2と、切断されたSMCシート30を成形するプレス装置3とを備えたSMC成形システムであって、前記たわみ量検出部12で検出されたたわみ量に基づいて、前記搬送装置1の前記送りロール11による前記SMCシート20の送り出し量、前記プレス装置3の加熱温度および金型締切速度のうち少なくともいずれかを調整する制御装置4が設けられている。
(もっと読む)
熱可塑性樹脂組成物の製造方法及びその製造装置
【課題】熱可塑性樹脂組成物を製造する際の混合時の発熱が蓄熱されることを抑制して、得られる熱可塑性樹脂組成物の熱劣化を抑制する熱可塑性樹脂組成物の製造方法及びその製造装置を提供する。
【解決手段】樹脂及び植物性材料を含有し、合計100質量%に植物性材料が30〜95質量%であり、樹脂と植物性材料とを混合して混合物Cとする工程と、圧延装置30を用いて混合物Cを圧延する工程と、を備え、装置30は、圧延ロール320と、上方に配置された押込手段310を備え、圧延工程では圧延ロール320の間に押込手段310を用いて混合物Cを押し込み、混合物Cを平板状の圧延物C1にする。押込手段310は、被圧延物Cを押圧するためのプッシャー311を備え、圧延ロール320間の隙間323に接近した近接位置とそれよりも隙間323から遠ざかった遠隔位置との間で移動可能とされている。
(もっと読む)
ゴムベールの製造方法
【課題】合成ゴムを押出機で溶融・混練し、押し出したゴムを切断してペレットを製造し、該ペレットを圧縮成形してベール形状の安定性に優れたゴムベールを製造する方法を提供する。
【解決手段】押出ダイが取り付けられた押出機にてゴムを溶融・混練し、
押出ダイから溶融状態のゴムを押し出し、押し出されたゴムを切断してペレットを製造し、ペレットを冷却水中にて冷却時間5秒以上20秒以下の間冷却し、冷却水とペレットを分離し、5℃以上40℃以下の気流下でペレットを乾燥処理し、
ペレットを所望量計量し、計量したペレットの分離後平均経過時間が30秒以上100秒以下の間で、計量したペレットを圧縮成形する。
(もっと読む)
加飾シートの製造方法及び樹脂成形品の製造方法
【課題】ドクターブレードを使用して、複数の色調を有し、高級感の高い柄模様等を有するSMC成形等に適用される加飾シートの製造方法を実現する。
【解決手段】上フィルム3の搬送路に沿って、加飾層用樹脂4を一定量供給するためのドクターブレードを複数備え、そのうちの上流側のドクターブレード6の先端部に切り欠き8が形成されて櫛状になっており、この切り欠き8の高さは、下流側のドクターブレード7と上フィルム1の間隙9よりも小さく、上流側で上フィルムの表面に帯状の模様用の加飾層用樹脂10を塗布し、下流側で地となるベース用の加飾層用樹脂11を塗布し、一対の含浸ローラ2で下フィルム1とともに加圧して、加飾シート5を製造する。
(もっと読む)
微細構造体の製造方法
【課題】平滑及び平坦、かつ転写性に優れた微細構造体の製造に好適な方法を提供する。
【解決手段】本発明に係る微細構造体の製造方法は、溶融樹脂供給装置の樹脂供給口をスタンパに沿って移動させることによりそのスタンパに溶融樹脂を塗布し、形成された樹脂溶融体を押圧して冷却・固化することにより微細構造が転写成形された微細構造体を製造する製造方法であって、前記スタンパへの溶融樹脂の塗布が、前記樹脂供給口から供給される溶融樹脂の量がその樹脂供給口と前記スタンパ上面との隙間量に規制される範囲の隙間で行われ、かつ、その規制された供給量を補填しつつ行われることによって実施される。
(もっと読む)
サンドイッチ構造体
【課題】表皮材の曲げ弾性率が高く高剛性のサンドイッチ構造体を提供する。
【解決手段】芯材8aと、該芯材8aの両面に設けられた表皮材8bとを有するサンドイッチ構造体8であって、該芯材8a及び表皮材8bは、短繊維がマトリックス樹脂中にランダムに分散した繊維強化樹脂よりなる。芯材8a中の強化繊維含有率が20〜80wt%であり、表皮材中の強化繊維含有率が30〜80wt%であり、表皮材の曲げ弾性率が10GPa以上が必須であり、芯材の見かけ密度が0.2〜1.2g/cm3以上である。好ましくは、表皮材の空隙率が10vol%未満であり、芯材の空隙率が10〜80vol%である。
(もっと読む)
両面レンチキュラーレンズシートの作製方法
【課題】基材の両面に形成するレンチキュラーレンズの光軸の位置精度を高く保ちつつ、高い生産性を両立することが出来る両面レンチキュラーレンズシートの提供。
【解決手段】支持体の両面に形成されたレンチキュラーレンズ形成用塗膜に金型を押圧して、両面にレンチキュラー形状のレンズを成形する両面レンチキュラーレンズシートの作製方法において、少なくとも前記支持体の片面にガイドを形成するガイド形成工程と、前記ガイドにより前記金型の位置合わせを行い、レンチキュラー形状のレンズを成形するレンチキュラー形状のレンズ成形工程とを有することを特徴とする両面レンチキュラーレンズシートの作製方法。
(もっと読む)
プレス成形品の製造方法
【課題】積層成形品には不向きであった薄型成形品にも対応でき、等方的に力学特性に優れた、複雑形状のプレス成形品の製造方法を提供する。
【解決手段】強化繊維基材に熱可塑性樹脂が含浸されてなるプリプレグを2層以上積層したプリフォームを加圧力を0.1〜100MPaとしてプレス成形する。当該強化繊維基材は、繊維長10mmを越える強化繊維が0〜50重量%、繊維長2〜10mmの強化繊維が50〜100重量%、繊維長2mm未満の強化繊維が0〜50重量%から構成され、プリプレグは、そこに含まれる強化繊維単糸a1と該強化繊維単糸a1と交差する強化繊維単糸b2とで形成される二次元配向角8の平均値が10〜80度であり、かつ23℃での厚みh0が0.03〜1mm、引張強度σが50〜1000MPaである。
(もっと読む)
FRP成形品およびこれを用いた浴室用部材
【課題】原材料のコストアップを最小限に抑えるとともに、従来と同様の工程で製造可能であり、耐熱水性および耐洗剤性に優れたFRP成形品およびこれを用いた浴室用部材を提供する。
【解決手段】本発明のFRP成形品は、繊維補強熱硬化性樹脂成形材料を金型内で加熱加圧成形して成形され、繊維補強熱硬化性樹脂成形材料は、補強用繊維と、熱硬化性樹脂および重合性単量体を含んでなる樹脂組成物と、低収縮剤と、硬化剤と、重合禁止剤と、増粘剤と、無機充填材とを含み、無機充填材の配合量は樹脂組成物と低収縮剤の総量に対して100〜200質量部、無機充填材として炭酸カルシウムとその粒径の1/3以下の粒径であり、炭酸カルシウムとは組成の異なる無機充填材αとの混合物が用いられ、炭酸カルシウムの配合割合は、無機充填材の全体積の20〜50体積%である。
(もっと読む)
微小部品の粉末成形体成形方法
【課題】微小部品の粉末成形体を押し型成形法で成形するにあたって、設備費の低減や省エネルギー化を図る。
【解決手段】型開き状態の押し型4の下型6に設けられた原料貯留部63に、ディスペンサ8を用いて、流動性を有する状態の可塑性原料Pを定量供給して貯留し、次いで、押し型4を型締めしてから、原料貯留部63に貯留された原料Pを、下パンチ62を下型6に押し込んで加圧することにより、原料Pを歯車1の形状に対応したキャビティ10に充填して圧縮し、歯車1の粉末成形体1Aを成形する。
(もっと読む)
位相差フィルム用樹脂組成物、位相差フィルムの製造方法、及び位相差フィルム
【課題】可撓性に優れるとともに、耐熱性が高く、複屈折を容易に高められ、溶融押出成形加工が可能で、測定波長が短いほど位相差が小さく、測定波長が長いほど位相差が大きいという特徴の位相差フィルム用樹脂組成物、該樹脂組成物を用いた透明性や表面平滑性に優れ、残存歪の少ない位相差フィルムの製造方法、上記特徴を有する位相差フィルムを提供する。
【解決手段】セルロースアシレート等のセルロースエステル系樹脂にゲル化剤を含有させた組成物とし、該樹脂組成物を特定の方法で溶融押出成形法等でフィルム化し、場合によっては延伸等を施し、位相差フィルムとする。
(もっと読む)
スタンピング成形品
【課題】リブやボス部の先端まで強化繊維の分率が均一で、高いリブ構造を有し、成形品形状における剛性が高く、広い内容積のとれるスタンピング成形品を提供する。
【解決手段】リブやボス根元厚さaと高さbが特定の式の関係にある根元厚さ2.5mm以下のリブおよび/またはボスを有する成形品において、そのリブやボス部に平均繊維長が7.5〜75mmである繊維状強化材を15〜60容量%含有し、さらに成形品のリブおよび/またはボスの末端と末端から2mmの範囲の繊維状強化材容量%と基板部のその容量%が特定の式の関係にあり、熱可塑性樹脂がポリプロピレンまたはポリアミドであることを特徴とする。
(もっと読む)
1 - 20 / 58
[ Back to top ]