
Fターム[4F204FG03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 形状、構造、材質 (564) | 積層、積重構造のもの (401) | 同種材料の積重構造を有するもの (117)
Fターム[4F204FG03]に分類される特許
81 - 100 / 117
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する、中空構造の繊維強化プラスチックの製造方法を提供すること。
【解決手段】一方向に引き揃えられた強化繊維と熱硬化性樹脂とから構成され、該強化繊維を横切る方向に複数の切り込みによって少なくとも一部の強化繊維を所定の長さに分断した切込プリプレグ基材を用いて、少なくとも次の(1)〜(3)の工程を順次経て中空構造の繊維強化プラスチックを成形する。(1)前記切込プリプレグ基材を含む複数枚のプリプレグ基材を積層した積層体を膨張性マンドレル上に設ける賦形工程、(2)成形型内に積層体をマンドレルと共に配置し、熱硬化性樹脂を軟化させ、積層体を伸張させ、成形型に押し付けて硬化させ、繊維強化プラスチックとする成形工程、(3)成形型から繊維強化プラスチックを取り出す脱型工程
(もっと読む)
繊維強化複合材料の製造方法

【課題】より一層簡便で且つ安価な方法によって良好なSMC成形品の表面平滑性を得ることにある。
【解決手段】炭素繊維に不飽和ポリエステル樹脂を含浸してシート状のCFRP基材(プリプレグ)を形成しておく。続いて、CFRP層の間に、樹脂が未含浸の不織布を介装してプリプレグ積層体を形成し、成形型によって前記プリプレグ積層体に対し所定の加圧力を付与して加圧成形することにより、SMC成形品が得られる。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
切込プリプレグ基材、複合切込プリプレグ基材、積層基材、繊維強化プラスチック、および切込プリプレグ基材の製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有し、繊維強化プラスチックとした場合、構造材に適用可能な優れた力学物性、その低バラツキ性、優れた寸法安定性を発現するプリプレグ基材、ならびに該プリプレグ基材の積層基材を提供する。
【解決手段】プリプレグ基材7は、一方向に引き揃えられた強化繊維3とマトリックス樹脂とからなるプリプレグ基材であって、その全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の切り込み4を有し、実質的にすべての強化繊維の前記切り込みにより分断され、その繊維長さLが10〜100mmの範囲内であり、前記プリプレグ基材の厚みHが30〜300μmであり、繊維体積含有率Vfが45〜65%の範囲内である。
(もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 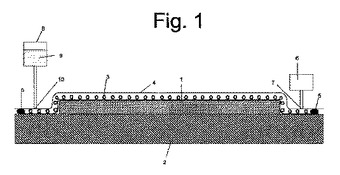 (もっと読む)
(もっと読む)
耐衝撃性成形品およびそのような物品を得る方法
本発明は、一方向繊維と任意選択の結合剤との単一層を含んでいるシートを(2)枚以上積み重ねてスタックを形成するステップと;アイソスタティック加圧手段を用意するステップと;スタックをアイソスタティック加圧手段に入れるステップと;温度下および均等圧力下でスタックを合体させて成形品にするステップとを含む、成形品の製造方法に関する。本発明はさらに、前記方法で得られる製造物に関し、その製造物は耐衝撃用途に用いるのに非常に適しており、それには例えば、ヘルメット、曲面パネル、円錐形標識およびドームがある。 (もっと読む)
一体式金属製結合金具を有する熱可塑性複合パーツとその作製方法
一体化された金属製結合金具(243、343、350)を有する熱可塑性複合パーツが、連続圧縮成形工程を用いて製造される。自動化された設備又はハンドレイアップを用いて複合材料からなるプライ及び金属製結合金具を並べて多層スタックを組み立てる。各スタックは、方向及び位置を維持するように適切な位置に固定された、プライ強化領域を含む全てのプライを含む。各スタックからは複数のレイアップが切り出される。レイアップ(345)は、パーツ形状を含む工具内に配置され、予備成形ステーションに連続的に供給されて、そこでパーツのほぼ最終的な形状に予備成形される。予備成形に続いて、圧密ステーション内で工具を漸進的に移動させ、そこで圧縮プレス機(354、356)により工具の連続するセクションをプレス加工することにより、金属製結合金具が一体化された、単一の一体的な熱可塑性複合積層パーツが形成される。このパーツは厚みの異なる複数の領域を含むことができる。  (もっと読む)
(もっと読む)
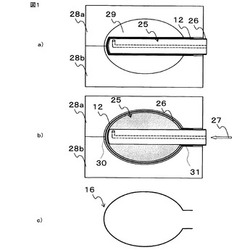
航空機の複合窓枠
航空機用の窓枠(18)が提供される。窓枠(18)は、積層されたリム(22)と、窓ガラス(20)を受ける中央孔(26)を有する内側のサッシ(24)とを含み、サッシ(24)はリム(22)から横断方向にオフセットされると共に、窓枠(18)の、内側及び外側の対向する各側部(28、20)の間の、異なる層(1〜7)を含む。  (もっと読む)
(もっと読む)
FRP中空構造体の製造方法
【課題】バッグ等の袋体を使用する従来の製造方法の問題点を一挙に解決できるFRP中空構造体の製造方法を提供する。
【解決手段】予備加熱硬化工程Bでプリプレグが15〜20%の硬化深度まで硬化された内殻プリフォームは、中子として必要な表面硬度と、内圧の付与によって十分に膨張できる必要な柔軟性および気密性とを有するため、外殻プリフォーム形成工程Dでは、内殻プリフォームを中子として外殻プリフォームが容易かつ確実に形成され、本加熱硬化工程Eでは、内殻プリフォームが内圧の付与により十分に膨張して外殻プリフォームを成形型の内面に確実に押し付ける。その際、本加熱された内殻プリフォームの表面には粘着性が発現するため、内殻プリフォームが外殻プリフォームに接合して一体化される。
(もっと読む)
積層体の巻き取り方法、銅張積層板の製造方法、及び保護テープ付き製品の製造方法
【課題】積層板材料を供給する装置部位の空間制約による設置領域の不足と材料供給作業の困難さを解消し、生産効率を高める。
【解決手段】積層巻取装置1において、金属箔とフィルム状基材を積層させながらロール状に巻き取ることによりロール状多層ワークを形成し、巻出装置2の各シャフトにロール状多層ワークをセットし、ダブルベルトプレス装置3のライン速度に合わせてシャフトからロール状多層ワークを引き出し、引き出されたロール状多層ワークを連続的にダブルベルトプレス装置の連続ベルト間に挿入し、ロール状多層ワークをラミネート成形する。また、ロール状多層ワークを形成する際、監視したい積層板材料を最外面に露出させながら積層板材料を巻き取る。
(もっと読む)
FRPの柄付け方法とその成形品
【課題】表面に2種以上の意匠柄が現出した柄付きSMCを容易且つ安価に得ること。高品質、高強度のFRP成形品を安価で且つ歩留まりを高くして得ること。
【解決手段】SMC(シートモールディング・コンパウンド)で構成されるFRPに柄付けするにあたって、少なくとも色が異なった2種以上のSMC材料シート1を層状に積層してSMC積層体2を作製する積層工程と、その後、SMC積層体2を積層方向Aと平行な方向に切断することにより、表面に2種以上の意匠柄が現出した平板状の柄付きSMC3を得る切断工程とを具備するFRPの柄付け方法である。
(もっと読む)
熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】本発明は、リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性と力学的特性が維持された熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂多層補強シート材1は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3及び当該補強繊維シート材3の片面に付着した熱可塑性樹脂シート材4により構成されている熱可塑性樹脂補強シート材21〜24が積層して形成され、かつ、前記熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束5によりステッチして縫合一体化されている。さらに、前記補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
(もっと読む)
積層板の製造方法
【課題】端部からの樹脂の流出を抑制して板厚が均一な積層板を製造することができる積層板の製造方法を提供する。
【解決手段】複数枚のプリプレグ1を重ねた積層体2、あるいは回路板3とプリプレグ1を重ねた積層体2を成形プレート4間に挟むと共に、これを熱盤5間にセットして加熱・加圧成形することによって積層板を製造する。加熱・加圧成形をする前のプリプレグ1は端部の溶融粘度がその内側の溶融粘度よりも高いものであり、加熱・加圧成形の際に、プリプレグ1の端部の樹脂が流出することを抑制することができる。
(もっと読む)
シートモールディングコンパウンドの成形方法および成形品
【課題】上金型に設けられた凹部へのシートモールディングコンパウンドの充填が十分に行われ、成形品の表面の艶に優れ、意匠性の向上したSMCの成形方法およびそれにより得られた成形品を提供する。
【解決手段】少なくとも不飽和ポリエステル樹脂と架橋性モノマーと硬化剤とガラス繊維とを含有するシートモールディングコンパウンドを複数枚積層して成形するSMCの成形方法であって、上記SMCに配合されるガラス繊維は、バインダーで集束されたガラスロービングを解繊して使用し、各SMCに含まれる補強用ガラス繊維は、それぞれ解繊度が異なっているとともに、これらのSMCを積層し、上下一対の金型内で加熱加圧するシートモールディングコンパウンドの成形方法および成形品。
(もっと読む)
繊維強化プラスチック製プリフォームの成形方法
【課題】連続繊維を含んだ繊維強化プラスチックの型成形を可能にするとともに、脱型後の製品の変形を防止する。
【解決手段】ワークWとして、連続繊維強化プラスチック製の原反6,7の間に樹脂シート8を介装したものを用いる。樹脂シート8は原反6,7のマトリクス樹脂よりも熱硬化が速い。まず、ワークWと金型1を予備加熱するとともに、ワークホルダ10によってワークWの周縁部を挟持する。そして、ワークWの粘度が型成形可能な値まで低下した段階で金型1によるワークWのプレスを開始する。その際、ワークWはワークホルダ10から金型1側へ引き込まれながらプレスされる。最後に、型成形されたプリフォームPを加熱して固化させる。
(もっと読む)
繊維ボードの製造方法
【課題】繊維ボードをプレスした後の厚み方向中間部のバインダー樹脂不足を回避して、厚み方向でのバインダー樹脂の偏在を避ける。
【解決手段】繊維とバインダー樹脂とを混合して繊維マットを作成し、複数枚の繊維マットを積層して熱プレスすることで所定形状に成形する繊維ボードの製造方法であって、中間層となる繊維マットの上下に、該中間層の繊維マットよりもバインダー樹脂含有量が少ない繊維マットを積層して表面層とし、該複数積層構造の積層繊維マットを熱プレスすることを特徴とする。
(もっと読む)
樹脂積層板
【課題】リン系および窒素系難燃剤量を低減することができ、耐熱性を低下させることなく難燃性を向上させた樹脂積層板を提供する。
【解決手段】樹脂組成物を含浸乾燥し得たプリプレグを積層することによって得られる樹脂積層板において、樹脂組成物が、乾性油変性レゾール型フェノール樹脂と下記一般式(1)で示されるリン含有ポリオール化合物を含有し,且つ樹脂組成物の固形量中のリン含有ポリオール化合物の配合量が5〜25重量%である樹脂積層板。
(式中,R1は炭素数1〜4のアルキル基,R2,R3は炭素数1〜4のアルキレン基)
(もっと読む)
燃料電池用セパレータ及びその製造方法
【課題】導電性と成形加工性とに優れるものとなるよう、膨張黒鉛を主原料とする予備成形体のプレス成形によって作成される燃料電池用セパレータを、その予備成形体を抄造法を用いて作成する工夫により、自動車用等に好適な軽量、コンパクト化が図れるよう、機械的強度、可撓性、ガス不透過性の各特性が改善され、成形性も優れるように改善する。
【解決手段】板状に形成された予備成形体14を、成形型を用いてプレス成形することによって作成される燃料電池用セパレータにおいて、予備成形体14が、膨張黒鉛に繊維質充填材が加えられて成る原料を用いての抄造によって得られるシート状体にフェノール樹脂を含浸させて成る第1シート14Aを、黒鉛にフェノール樹脂を塗して成る第2シート14Bの一対の間に介装するサンドイッチ構造に構成する。
(もっと読む)
自動車用内装部品及びその製造方法
【課題】低コストで製造でき、物性の高い発泡樹脂を含む自動車用内装部品及びその製造方法を提供する。
【解決手段】固定型11と、可動型12と、この可動型12に備えられる可動治具16と、を有する射出成形装置10を用いてドアトリム基材40を製造する。先ず、固定型11と可動型12との間に形成されるキャビティ13内に発泡樹脂42を射出する。そして、可動型12を退避させることにより発泡樹脂42を膨張させる。次に、発泡樹脂42が所定の厚みとなるように退避させた可動型12をキャビティ13側に移動させ、発泡樹脂42を圧縮させて非発泡樹脂41と一体成形する。
(もっと読む)
熱可塑性樹脂複合部材のための秀れた製造プロセス
連続的なプロセスで調節される可変の厚さの熱可塑性樹脂の複合積層材料を形成する製造方法である。このプロセスは部材又はコンポーネントを多層の積層体へ積層するために自動化された装置またはハンドレイアップを使用する。各積層体は方向及び位置を維持するために適切な位置に取付けられているプライ成長領域を含んだ全てのプライを含んでいる。合体加工は全ての必要な部材の特徴を含んでおり、これらの多数のプライ積層体から10の異なる厚さの領域を潜在的に有する単一の一体化された熱可塑性樹脂複合積層を形成するためにカスタム化された多数のプライ積層体に対して整合される。 (もっと読む)
81 - 100 / 117
[ Back to top ]