
Fターム[4F204FG03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形成品及びその製造 (999) | 形状、構造、材質 (564) | 積層、積重構造のもの (401) | 同種材料の積重構造を有するもの (117)
Fターム[4F204FG03]に分類される特許
41 - 60 / 117
湾曲形状強化繊維基材、およびそれを用いた積層体、プリフォーム、繊維強化樹脂複合材料とそれらの製造方法
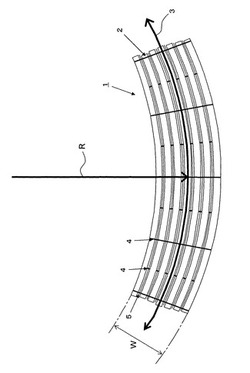
【課題】長手方向に沿って湾曲し湾曲形状に沿って強化繊維が望ましい形態で配向された強化繊維基材、それを少なくとも1層積層した湾曲形状強化繊維積層体とそれを効率よく短時間で作製可能な方法、および、その積層体を用いたプリフォームとその効率の良い賦形方法、そのプリフォームを用いた長尺の湾曲形状繊維強化複合材料とその製造方法を提供する。
【解決手段】平面形状が湾曲形状であり、複数の強化繊維糸条が湾曲形状の周方向に沿う方向に並行に配列されており、該周方向の一方向に配列されている複数の強化繊維糸条と交差する方向によこ糸の補助糸条が配列されていることを特徴とする湾曲形状強化繊維基材、該基材を用いた湾曲形状強化繊維積層体、プリフォーム、強化複合材料とそれらの製造方法。
(もっと読む)
繊維強化プラスチックの製造方法

【課題】搬送治具自体にプリフォーム基材に有する樹脂材料を介して接着させ、搬送することで、取扱性・搬送容易性に優れ、プリフォームの賦形形状を維持したまま、かつプリフォームの品位を損ねることなく、成形型まで搬送し、かつ成形型の所定の位置に精度良く、毎回同じ位置に配置することができるプリフォームの搬送方法を提供する。
【解決手段】強化繊維基材の表面に樹脂材料を有するプリフォーム3を、該樹脂材料を介してプリフォーム搬送治具2に仮接着した状態で成形型に搬送し、設置した後、プリフォーム搬送治具2をプリフォーム3から取り外して、プリフォーム3を成形型に配置する。
(もっと読む)
繊維強化樹脂成形品の製造方法
【課題】過剰な手間・コストを要することなく、中空部を有する繊維強化樹脂成形品を精度高く製造する方法を提供する。
【解決手段】中空部5bとその開口部20bを有する成形品を製造する繊維強化樹脂成形品の製造方法において、その真空バッグ10は、被成形物3の中空部5b内に挿入させて内側から密着する内バッグ10bと、外型21,22の外面総てを覆って密着する外バッグ10aとからなり、内バッグ10bの開放側端縁が外バッグ10aの切り欠き部端縁に内外気密的に接続されてなり、真空バッグ10内を減圧することで外バッグ10aを外型21,22の外面に密着させて外側から押圧するとともに、内バッグ10bを内側から密着させて被成形物3を外型21,22の内面に押圧し、且つ非加圧雰囲気内で加熱する。
(もっと読む)
圧縮賦形装置および圧縮賦形方法、ならびにこれらを用いて製造された繊維強化複合材料
【課題】長尺の梁部材を賦形するにあたり、その長手方向で積層体の厚みが変わっても同一の金型にて賦形できる積層体の圧縮賦形装置およびプリフォームの製造方法およびプリプレグ成形体の製造方法を提供する。
【解決手段】強化繊維を含むシート材の積層体を長手方向に対して間欠におよび/または連続して搬送しながら金型で圧縮賦形する圧縮賦形装置であって、前記金型には前記積層体が搬送される長手方向に2つの平面と該平面が交差して成す稜線部が曲面形状を有したコーナー部が設けられ、前記コーナー部には金型から分離することなく移動可能な可動部材が設けられたことを特徴とする圧縮賦形装置。
(もっと読む)
複合材製品製造方法
【課題】シリコンバッグの経済性を維持しつつ、作業性及び品質を向上させることができる複合材製品製造方法を提供する。
【解決手段】成形型1の上に載置した強化繊維基材2をシリコンシート10に封入する密封工程と、成形型1とシリコンシート10との間に形成された成形空間内から真空引きする真空吸引工程と、真空とした成形空間の内部に液状樹脂9を注入して強化繊維基材2に含浸させる注入・含浸工程と、強化繊維基材2に含浸した液状樹脂9を硬化させる樹脂硬化工程と、を備えている真空含浸工法を用いて複合材製品を製造する複合材製品製造方法において、シート状素材として薄肉化した透明なシリコンシート10が用いられている。
(もっと読む)
複合材料メンバーとその作製方法
【課題】ゴム子と複合繊維子を一体に結合する複合材料メンバーとその作製方法を提供する。
【解決手段】金型を利用し、金型は、第1金型と、第2金型と、を含み、第2金型は一つの金型空洞を有し、第1金型に複合繊維子32を入れ、複合繊維子32は、樹脂3202で少なくとも一つの繊維層3204を覆って構成されるステップと、第1金型と第2金型を型合せるステップと、金型空洞にゴムを充填することにより、複合繊維子3204の樹脂3202にゴム子34を成形するステップと、を含む。
(もっと読む)
シートモールディングコンパウンド
【課題】優れた機械特性を有する成形物を容易に製作可能なシートモールディングコンパウンドを提供する。
【解決手段】本発明のシートモールディングコンパウンド1は、平面Pを形成する幅Wおよび長さLと、幅Wおよび長さLに比べると極めて薄い厚さTとを有しており、繊維片5とポリマー材料のマトリックス6とで構成され各集合体の最大の引張強度の分布方向FRが前記平面Pにおいてランダムに分布している第一群の集合体3、および繊維片5とポリマー材料のマトリックス6とで構成され各集合体の最大の引張強度の分布方向FRが、前記平面Pにおける所定の方向FBに沿って主に分布している少なくとも1つの第二群の集合体3を含む。前記少なくとも1つの第二群の集合体4は、最大の引張強度の分布方向以外の少なくとも1つの特性が第一群の集合体3と異なっている。
(もっと読む)
積層シリコーン成形体とその製造方法
【課題】表面が滑らかで光沢を有し、さまざまな色を表現できる積層シリコーン成形体とその製造方法の提供。
【解決手段】本発明のシリコーン成形体の製造方法は、粘性率の高いシリコーンコンパウンド、顔料及び架橋剤とを混ぜ合わせて板状に形成する第一シリコーンシートを製造する第1工程S102と、前記第一シリコーンシートを切断し、二以上の切断シートを製造する第2工程とS103、前記切断シートを二以上重ね合わせた後、加圧処理して板状に形成する第二シリコーンシートを製造する第3工程S105と、前記第二シリコーンシートを所定量成形用金型で加熱、加圧処理して成形する第4工程S109とからなっている。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】成形時において、良好な流動性および複雑形状追従性を有し、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を発現する繊維強化プラスチック、およびその製造方法を提供する。
【解決手段】プリプレグ基材を一体化して積層体を作製し、該積層体を成形型に配置してプレス成形し、繊維強化プラスチックを得る繊維強化プラスチックの製造方法であって、少なくとも下記(1)〜(3)の工程を有する。(1)強化繊維が切断されている切込プリプレグ基材を、凹部と接する層11が凹部5の開口部の投影面積以上の面積を有するように裁断し、外縁に向かって前記積層体の厚みが薄くなる薄肉部10を形成するように前記積層体を作製する積層工程(2)前記積層体の薄肉部を、型に沿わせて配置するセット工程(3)前記積層体を流動させてプレス成形するプレス工程
(もっと読む)
複合材料の不透明な繊維強化材
【課題】光学的性能によってガラスの量が制限されることのない、光透過性の複合材料の強度及び剛度を向上させる新規方法を提供する。
【解決手段】高分子マトリックス18、高分子マトリックス18中に配置される複数の光透過性要素を含む少なくとも一つの透明領域16、及び少なくとも一つの透明領域16に概ね隣接して高分子マトリックス中に配置される複数の不透明な強化要素を含む少なくとも一つの不透明領域22を含む複合材料及び複合材料を強化する窓構造14と方法。
(もっと読む)
熱防御複合材の製造方法
【課題】応力破断の問題が発生しにくく、かつ超軽量アブレータPICAと同レベルの密度を持ちながらPICAと同等又はより優れた耐熱性能を達成することができる積層型アブレータを簡便な手法で製造する方法を提供する。
【解決手段】樹脂が含浸した強化繊維からなる熱防御複合材の製造方法において、強化繊維に熱硬化性樹脂を含浸させてなる複合シートを複数枚準備し、当該複数枚の複合シートを積層して、ホットプレスなどの加熱・加圧によって一体成形を行うことによって前記熱防御複合材を得る。
(もっと読む)
繊維強化プラスチックの製造方法及びその加熱処理装置
【課題】長大の繊維強化プラスチック成形品に対して加熱硬化処理を可能とする繊維強化プラスチックの製造方法及びその装置を提供する。
【解決手段】繊維強化プラスチック成形品16が帯状品であり、該繊維強化プラスチック成形品全幅に亘る加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する熱硬化型の繊維強化プラスチックの製造方法に係り、又該繊維強化プラスチックに常温硬化樹脂が使用され、常温硬化後、加熱範囲を長手方向に移動させ、任意の部位が所定時間加熱される工程を具備する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】良好な流動性、複雑な形状の成形追従性を有する基材を用いて、繊維強化プラスチックとした場合、優れた力学特性、その低バラツキ性、優れた寸法安定性を安定して発現する高品位・高品質の繊維強化プラスチックの製造方法を提供すること。
【解決手段】板厚の異なる段差部を有する繊維強化プラスチックを、
(1)プリプレグ基材の積層数が多い厚肉部と、プリプレグ基材の積層数が少ない薄肉部と、厚肉部と薄肉部との境界である段差部とが形成されるように積層し、板厚の異なる平板状の積層体を得、
(2)成形型に設けられている段差部に、積層体の段差部が位置するように位置決めして配置し、積層体を伸長させて充填させ、
(3)前記成形型から前記繊維強化プラスチックを取り出して、成形する。
(もっと読む)
積層基材、繊維強化プラスチック、およびそれらの製造方法
【課題】取り扱い性、複雑な形状への形状追従性に優れ、短時間成形可能であるとともに、繊維強化プラスチックとした場合、構造材に適用可能な耐衝撃性をはじめとする優れた力学物性、その低バラツキ性、優れた寸法安定性を発現する中間基材を提供する。
【解決手段】中間基材は、複数の一方向に配向した強化繊維と熱可塑性樹脂とからなるプリプレグ層7が、2方向以上に配向して一体化されている平板状の積層基材10であって、前記プリプレグ層の全面に強化繊維となす角度Θの絶対値が2〜25°の範囲内の直線状の切込4を有し、実質的にすべての強化繊維が前記切込により分断され、前記切込により分断された強化繊維の繊維長さLが10〜100mmの範囲内である。
(もっと読む)
複合材を製造する方法及び風車羽根
複合材を製造する方法が提供される。この方法は、少なくとも1つの繊維マット(11,12,14,15,19−22)を型(1,7,17)の内面に配置するステップと、型(1,7,17)の内面と少なくとも1つの繊維マット(11,12,14,15,19−22)との間に吸引作用を提供するステップと、少なくとも1つの繊維マット(11,12,14,15,19−22)のうちの最も外側の繊維マット(15,22)を少なくとも1つの真空バッグ(5A,5B)で被覆するステップと、真空バッグ(5A,5B)と型(1,7,17)との間の領域に、真空を加えながら樹脂を注入するステップと、樹脂を硬化させるステップと、型(1,7,17)を除去するステップとを含む。  (もっと読む)
(もっと読む)
繊維強化樹脂構造体の製造装置及び製造方法
【課題】含浸欠陥の発生を解消することができる繊維強化樹脂構造体の製造方法及びその製造装置を提供する。
【解決手段】第1型11と、該第1型11を覆うフィルム状の第2型12とからキャビティーを形成してなり、該キャビティー内に設置された繊維積層体15に、減圧状態で樹脂16を含浸させてなる繊維強化樹脂構造体の製造装置であって、前記第2型12側に配設され、前記繊維積層体15に含浸させる樹脂16の流量を増加させる網目状の樹脂フローメディア22と、前記樹脂フローメディア22の第1型11側に配設されてなり、主樹脂供給部(第1の樹脂供給部)14−1から注入される流動樹脂のフローフロントの進行を抑制する樹脂流れ抑制部材21とを有する。
(もっと読む)
多孔質シートおよびその製造方法、並びに断熱シート
【課題】静電気の発生を抑制でき、且つ、十分な断熱性を備えた、断熱材に使用可能なシート材を提供する。
【解決手段】(I)ポリテトラフルオロエチレンとカーボン粒子とを含むシート状成形体を複数準備する工程と、(II)複数の前記シート状成形体を重ね合わせて圧延する工程と、を含む多孔質シートの製造方法。工程(I)と工程(II)とが交互に繰り返されてもよい。また、シート状成形体として、例えば、ポリテトラフルオロエチレンとカーボン粒子とを含む混合物をシート状に成形した母シートを用いることもできるし、母シートを複数重ね合わせて圧延することによって得られる積層シートを用いることもできる。
(もっと読む)
繊維強化樹脂構造体の製造方法
【課題】繊維強化樹脂構造体30を製造するに際して、強化繊維糸3の配向方向を容易にかつ自在に制御できるようにする。
【解決手段】樹脂を含浸した長尺状の強化繊維糸3を間隔をおいて配置した2本の支持軸1,2間に所定の幅に亘って巻き付けて繊維巻き付け体10とし、それに捻りを与えて繊維に配向を与える。捻りを与えた繊維巻き付け体10aの横幅を調整して配向角度を適宜調整した後、所定の型を用いて賦形し、加熱成形して所望の繊維強化樹脂構造体とする。
(もっと読む)
積層パネルとその製造方法
【課題】作業者がVOCガスを吸入したり樹脂に接触したりせず、更に、手作業によりコア材のスリットにパテを塗り込んだり、コア材を予め曲面に合わせて変形させたりすることなく、短時間かつ容易に、即ち一発成型により曲面を有するコア材と強化繊維とを積層した積層パネルを製造する方法を提供する。
【解決手段】コア材を合成樹脂製の平板状体の片面に複数の膨出部が小間隙を開けて一体的に形成し、前記小間隙は前記積層体を前記型材表面に形成された曲面に沿わせて撓ませたときに、この積層体の曲がりを阻止することがなく、且つ、液状の樹脂を全体的に供給することができる樹脂の小流路を形成し、更にこの樹脂が硬化して膨出部同士が一体化するように配置した。
(もっと読む)
強化繊維成形体の製造装置および製造方法
【課題】成形速度の向上が可能で、かつ、繊維体積含有率を高くかつ均一にして高品質に保つことが可能な、長尺部材の効率のよい連続成形に好適な強化繊維成形体の製造装置および製造方法を提供する。
【解決手段】搬送されてくる強化繊維基材の長手方向各部位に接触しながら順次賦形していく接触賦形手段を有する装置であって、強化繊維基材の幅方向に配列され、該幅方向において互いに相対移動可能な少なくとも二つの接触賦形手段を設け、該少なくとも二つの接触賦形手段間に、各接触賦形手段から櫛歯が強化繊維基材の幅方向に延び、櫛歯同士が強化繊維基材に接触するように互いに噛み合うことにより、強化繊維基材の接触賦形領域の幅変化を吸収可能な櫛歯機構を構成したことを特徴とする強化繊維成形体の製造装置、およびそれを用いた強化繊維成形体の製造方法。
(もっと読む)
41 - 60 / 117
[ Back to top ]