
Fターム[4F204FJ30]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 供給の調整 (271) | 供給位置の (242) | 複数の予備成形品の配置 (154)
Fターム[4F204FJ30]に分類される特許
101 - 120 / 154
熱可塑性複合部品の成形による製造方法

熱可塑性複合部品の成形による製造方法であって、一つの型の中に熱可塑性のマトリックス材の中に繊維を埋め込んだ複合材を入れ、その複合材を構成する繊維が好ましい一方向又は複数の方向に配向されるように配置し、特定の圧力、温度条件をかけて、目的の部品(P)のうちの第一の部分(1)を作りあげる過程と、つぎに、上記過程とほぼ同様にして、目的の部品の第二、第三の部分(2、3)を作り上げる過程をとる。ここで、その熱可塑性のマトリックス材と、第一の部分を製造するのに用いた材料のマトリックス材とは同一かまたは互換性のあるものだということを考慮した上で、型に特定の圧力、温度条件にかけるという成形方法で、複合部品の複数の部分(1、2、3)を作り上げる過程と、つぎに、それら複数の部分(1、2、3)を組み合わせて、一つの型の中に入れ、それを特定の圧力、温度条件にかける過程とを経て、目的の部品(P)を得る。 (もっと読む)
圧延成形防刃セラミック樹脂複合シート

【課題】良好な防刃性能を有する防刃材料を提供する。
【解決手段】珪素とアルミニウムと酸素および窒素からなる高強度セラミックなどのセラミック粒子とポリエチレンテレフタレート(PET)やアイオノマー(Ionomer)などの樹脂とを加熱下で混練し加熱下で圧延成形した成形体を加熱下の加圧成形によりアラミド繊維などの布帛に含浸させることによって、防刃性の複合シートを形成する。またこれらを積層した防刃性の複合シート積層体や、これを一体化した耐衝撃性のセラミック樹脂繊維複合防護体を形成する。
(もっと読む)
シートモールディングコンパウンド及びその成形方法
【課題】成形サイクルアップ及び成形品の外観向上を容易に図ること。
【解決手段】ゲルタイムの異なる少なくとも2種類のSMCシート4,5の間に少なくとも1枚の不織布6を挟み込んで加熱積層成形してなるシートモールディングコンパウンド3である。
(もっと読む)
延伸ポリマー補強要素を含む曲面製品の製造方法およびそれによって得られる製品
本発明は、曲面製品の製造方法であって、複数の延伸ポリマー補強要素をマンドレル上に配置することと、その要素の少なくとも一部を互いに局部的に接着することと、製品をマンドレルから取り外すこととを含む方法に関する。本発明はまた、曲面物品(好ましくは防護物品)を曲面製品から製造するための方法であって、曲面製品を金型内に入れることと、前記製品を高温高圧で圧縮することとを含む方法に関する。曲面防護物品は良好な耐衝撃特性を有し、実質的にしわがない。 (もっと読む)
連続したプロファイルを作製するための引抜き成形法
本発明は引抜き成形法(「ADP法」として知られる)に関し、当該方法では、繊維強化プラスチック材料からなる少なくとも1つの帯状プリプレグ(6〜9)を曲げることにより、連続した強化プロファイル(11)を形成する。プロファイル(11)の最初の形状加工は、最終形状加工および予備硬化が行われる加圧成形デバイス(12)の下流にある予備成形デバイス(10)で行われる。プロファイル(11)の移動は、加圧成形デバイス(12)の動作サイクルと同期して、牽引デバイス(14)により行われることが好ましい。切断デバイス(15)を用いることにより、プロファイル(11)を適切な長さに切断する、かつ/または、正しい寸法が確実に維持されるよう縁部を後の機械的処理に供すことができる。本発明によると、相互に隣接するフランジ(17と18)を有する垂直ウェブ(19)を有する(H型断面形状)プロファイル11の形成時に、連続した(引抜き成形)ガセット(29)が、プロファイル(11)のアール領域(27)の帯状プリプレグ(6〜9)間、例えば、帯状プリプレグ(6〜9)が互いに接合する領域に同時に挿入され、この領域の空隙(28)は充填され画定される。連続したガセット(29)により、アール領域(27)における形状偏差および/または厚さのばらつき(繊維容積のばらつき)がなくなり、廃棄量が減る。 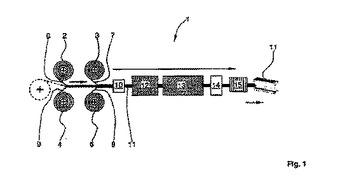 (もっと読む)
(もっと読む)
加飾シート、加飾成形体及び加飾キーシート並びに加飾シートの製造方法
【課題】ソフトフィール層の縁部における耐久性を高めた破損し難い加飾シートとその製造方法並びに加飾成形体及び加飾キーシートの提供。
【解決手段】ソフトタッチ感を有する加飾シートAの縁部の側面で保護部5が発泡層2を被覆するものとした。保護部5でソフトフィール層3を構成する発泡層2の端部の側面2aを覆うため、破損し難い加飾シートAが得られる。よって発泡層2が表出する従来のソフトタッチ感を有する加飾シートに比べ、耐久性が高い加飾シートである。また、表皮層1を延伸させて保護部5を形成すれば発泡層2から剥がれ難くすることができる。
(もっと読む)
繊維強化複合材料の製造方法
【課題】より一層簡便で且つ安価な方法によって良好なSMC成形品の表面平滑性を得ることにある。
【解決手段】炭素繊維に不飽和ポリエステル樹脂を含浸してシート状のCFRP基材(プリプレグ)を形成しておく。続いて、CFRP層の間に、樹脂が未含浸の不織布を介装してプリプレグ積層体を形成し、成形型によって前記プリプレグ積層体に対し所定の加圧力を付与して加圧成形することにより、SMC成形品が得られる。
(もっと読む)
積層板及びその製造方法
【課題】強度を高めることができるとともに、大きさに係わらず成形後の歪みの発生を抑制することができる積層板及びその製造方法を得る。
【解決手段】車両用デッキボード1は、裏面側シート素材16と表面側シート素材15との間に発泡樹脂13およびリインフォース20を介在させた状態で下型21および上型22を型締めすることで、裏面側シート素材16および表面側シート素材15を溶着して嵩上げ架橋材入り積層部材26を形成し、裏面側シート素材16および表面側シート素材15を下型21および上型22にそれぞれ真空吸引させながら、裏面側シート素材16と表面側シート素材15とを溶着して形成した嵩上げ架橋材入り積層部材26の内部に圧縮空気を注入してブロー成形することで成形されている。
(もっと読む)
FRP成形品のプレス成形法
【課題】ピンホール等の表面欠陥のないFRP成形品を、プレス成形により成形する方法を提供すること。
【解決手段】FRP成形品をプレス成形法により成形するに際し、金型の内表面をブラスト加工等により目粗し処理し、次いでクロムメッキ等でメッキ仕上した金型を用いることを特徴とするFRP成形品のプレス成形法。FRP成形品としては、筐体の場合に本発明の効果が最も発揮される。
(もっと読む)
繊維強化中空体の製造方法およびその方法を用いて形成された製品
本発明は、一体形成された要素を含む繊維強化中空体を中空型で製造する方法に関する。製造対象である一体形成された要素を含む繊維強化中空体用の雌型をそれぞれが形成する中空型の2つの半体内に繊維マットを積層し、このように内張りされた中空型の2つの半体を連結した後、繊維マットを圧力により中空型にぴったり合うように押し込む。本発明は、本発明の方法に従って製造された製品にも関する。 (もっと読む)
繊維強化樹脂構造体の製造方法、及び繊維強化樹脂構造体
【課題】コア材の周囲にボイドの無い状態で繊維強化樹脂層を形成することができ、複雑な最終形状にも追従できる繊維強化樹脂構造体の製造方法を提供する。
【解決手段】繊維強化樹脂構造体の製造方法は、膨張性を有した中空体11の周囲にコア材12を配置する工程と、配置されたコア材12の周囲に未硬化の樹脂15aと強化繊維15bとを有するプリプレグ15を積層して被覆する工程と、プリプレグ15が積層、被覆されたコア材12を成形型1のキャビティ4内に配置し、成形型1のキャビティ4内において中空体11を膨張させて、成形型1とコア材12の間において未硬化の樹脂15a及び強化繊維15bを加圧する工程と、加圧された未硬化の樹脂及び強化繊維を加熱して硬化させコア材12の周囲に繊維強化樹脂層16を成形する工程とを、少なくとも含む。
(もっと読む)
繊維強化複合材料の製造方法
【課題】連続した強化繊維を含む場合においても、良好な賦形状態となる繊維強化複合材料の製造方法を提供する。
【解決手段】未硬化の熱硬化性マトリックス樹脂(A)を連続した強化繊維束(B)に含浸させたプリプレグ(I)、および熱可塑性樹脂(C)からなるシート状基材(II)を用い、少なくともシート状基材(II)がプリプレグ(I)の少なくとも1つの層間に存在するように積層して積層基材(III)を作製する工程、所定の温度でプレス成形用の上下金型内に積層基材(III)を配置する工程、上下金型を型締めして所望の形状に成形硬化する工程を経て複合材料を得る複合材料の製造方法。
(もっと読む)
天然複合材料で作られた着座構造物とそれを製造する方法
着座構造物、特に自転車サドル。この構造物(1)は、荷重支持殻(2)と、使用者との接触のためのカバー要素(3)とから成る。殻(2)は、合成ポリマーマトリックスと、天然繊維から成る強化材とから成る複合材料で作られた少なくとも一つの第一の台要素(5)を有する。この殻は、一つ以上の変形性の異なる部分(7)を有することができる。そのような着座構造物(1)を製造する方法。 (もっと読む)
複合材料の処理方法
複合材料を処理する方法が、複合材料(1)に接触している多孔質層(3)をその融点以上に加熱することを含み、これにより、多孔質層が融解して複合材料中に含まれる。この複合材料は、マトリクス拡散処理によって形成することができる。この場合は、多孔質層は分配層として機能する。あるいはまた、この複合材料はプリプレグの積層として形成することができる。この場合は、多孔質層は通気層として機能する。多孔質層は、材料の靭性を増加させるポリスルホンまたはポリエーテルスルホンを含むことができる。 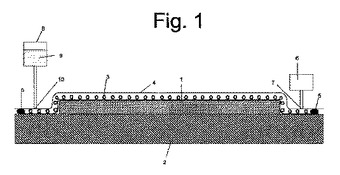 (もっと読む)
(もっと読む)
一体式金属製結合金具を有する熱可塑性複合パーツとその作製方法
一体化された金属製結合金具(243、343、350)を有する熱可塑性複合パーツが、連続圧縮成形工程を用いて製造される。自動化された設備又はハンドレイアップを用いて複合材料からなるプライ及び金属製結合金具を並べて多層スタックを組み立てる。各スタックは、方向及び位置を維持するように適切な位置に固定された、プライ強化領域を含む全てのプライを含む。各スタックからは複数のレイアップが切り出される。レイアップ(345)は、パーツ形状を含む工具内に配置され、予備成形ステーションに連続的に供給されて、そこでパーツのほぼ最終的な形状に予備成形される。予備成形に続いて、圧密ステーション内で工具を漸進的に移動させ、そこで圧縮プレス機(354、356)により工具の連続するセクションをプレス加工することにより、金属製結合金具が一体化された、単一の一体的な熱可塑性複合積層パーツが形成される。このパーツは厚みの異なる複数の領域を含むことができる。  (もっと読む)
(もっと読む)
耐衝撃性プリプレグ及びその製造方法
【課題】マトリックス樹脂の優れた機械的特性及び熱的特性を損ねることなく、靭性(タフネス)が付与された複合材料を得るためのプリプレグと、その製造方法を提供すること。
【解決手段】強化繊維とマトリックス樹脂とからなるプリプレグにおいて、このプリプレグの外層を構成するマトリックス樹脂は、熱硬化性樹脂からなり、このプリプレグの内層を構成するマトリックス樹脂が有機又は無機系の中空粒子を含むことを特徴とする耐衝撃性プリプレグ。プリプレグ全体の体積に対する有機又は無機系の中空粒子の空隙部分の体積の割合(空隙率)は、1〜3体積%の範囲にあるものが好ましい。内層を構成するマトリックス樹脂は、熱可塑性樹脂を含むものであることが好ましい。
(もっと読む)
航空機の複合窓枠
航空機用の窓枠(18)が提供される。窓枠(18)は、積層されたリム(22)と、窓ガラス(20)を受ける中央孔(26)を有する内側のサッシ(24)とを含み、サッシ(24)はリム(22)から横断方向にオフセットされると共に、窓枠(18)の、内側及び外側の対向する各側部(28、20)の間の、異なる層(1〜7)を含む。  (もっと読む)
(もっと読む)
航空機用の複合翼スラット
航空機の翼スラットは、レイアップおよび減圧バッグ技術を用いて複合材料から形成される。スラットのレイアップは、上側複合外板と下側複合外板との間に挟まれた中心ハニカムコアと、予備硬化された桁と、予備硬化された補強材とを含む。レイアップが硬化され、レイアップ用鋳型から取出された後、前縁補強リブと予備形成された複合機首外板とが装着され、スラットが完成される。 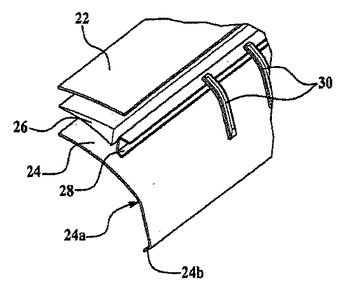 (もっと読む)
(もっと読む)
複合構造体の形成及び硬化のためのシステム及び方法
本発明の実施形態は、複合プリフォームに樹脂を通過させて該複合プリフォームを形成するためのシステムを提供する。システムには樹脂フローチャンバ及び第一チャンバが設けられ、第一チャンバは真空又は圧力チャンバであり得る。樹脂フローチャンバは第一側面及び第二側面と一体に形成された第一及び第二端部を有する。第一端部は第一排出管を有する。複合プリフォームは樹脂が繊維プリフォームを通過可能なように樹脂フローチャンバ内に配置される。第一チャンバは、樹脂フローチャンバの第一側面上に配置されるとともに第二排出管を有する。樹脂フローチャンバ及び第一真空チャンバは気体を通すが樹脂を通さない第一ガス透過性フィルムによって分離されている。  (もっと読む)
(もっと読む)
ロータリープレスで形成するための方法
鍛造を用いて熱可塑性材料(30)を形成するための方法が提供される。ある容量の熱可塑性材料が供給される。熱可塑性材料が第1の回転鍛造装置(40)と第2の回転鍛造装置(50)との間に移送される。第1の鍛造装置は熱可塑性材料を受け取るその表面(42)内に、第1の鍛造域を画定している。熱可塑性材料は鍛造温度以上であって、第1の空隙域へ流れ込み、熱可塑性材料から芯要素を形作る。熱可塑性材料が実質的に固化されて芯要素(70)になる。次に、芯要素が第1の回転鍛造装置から移送される。  (もっと読む)
(もっと読む)
101 - 120 / 154
[ Back to top ]