
Fターム[4F204FJ30]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 予備成形品の供給 (702) | 供給の調整 (271) | 供給位置の (242) | 複数の予備成形品の配置 (154)
Fターム[4F204FJ30]に分類される特許
21 - 40 / 154
積層板及びその製造方法
【課題】スジむらの発生を抑制して、表面シート側、裏面シート側のいずれの面で使用しても商品価値の低下がない積層板を提供する。
【解決手段】表面側の板部3と、表面側の板部3と端部同士が溶着される裏面側の板部2と、これらの板部3,2間に介在する熱可塑性発泡体からなる嵩上げ架橋材4と、この嵩上げ架橋材4と共に前記板部2,3間に設けられて剛性を高める補強部材5とを備える。表面側の板部3の表面側又は前記裏面側の板部2の表面側の少なくとも一方に絞加工が施され、少なくとも表面側に絞加工が施された裏面側の板部2と嵩上げ架橋材4及び補強部材5との間に熱可塑性発泡シート6を介在させる。
(もっと読む)
繊維強化複合材の製造方法

【課題】従来のRFI法よりも樹脂含浸性を向上させるとともに、繊維含有率を高精度で制御可能な繊維強化複合材を製造する。
【解決手段】バッグ材10の一方の面に樹脂フィルム11を接着させる工程と、治具12上に繊維を含有する繊維基材13を積層する工程と、前記繊維基材13に前記樹脂フィルム11が接触するように、前記繊維基材13上に前記樹脂フィルム11が接着された前記バッグ材10を載置する工程と、前記樹脂フィルム11と前記繊維基材13とを互いに接触させた状態で真空雰囲気に保持して、樹脂を前記繊維基材13中に含浸させる工程と、前記樹脂が含浸された繊維基材13を加熱し、前記繊維基材13中に含浸された樹脂を硬化させる工程とを含む繊維強化複合材の製造方法。
(もっと読む)
サンドイッチ構造体
【課題】表皮材の曲げ弾性率が高く高剛性のサンドイッチ構造体を提供する。
【解決手段】芯材8aと、該芯材8aの両面に設けられた表皮材8bとを有するサンドイッチ構造体8であって、該芯材8a及び表皮材8bは、短繊維がマトリックス樹脂中にランダムに分散した繊維強化樹脂よりなる。芯材8a中の強化繊維含有率が20〜80wt%であり、表皮材中の強化繊維含有率が30〜80wt%であり、表皮材の曲げ弾性率が10GPa以上が必須であり、芯材の見かけ密度が0.2〜1.2g/cm3以上である。好ましくは、表皮材の空隙率が10vol%未満であり、芯材の空隙率が10〜80vol%である。
(もっと読む)
湾曲形状を有する繊維強化プラスチック成形品
【課題】高強度化、軽量化に加えて、従来の方法では達成できなかった湾曲形状を有する繊維強化プラスチック成形品の良好な外観を得ることができ、この特性が要求される用途に適した湾曲形状を有する繊維強化プラスチック成形品を提供する。
【解決手段】連続繊維束を有する連続繊維強化シートを含む少なくとも3層以上からなる積層体からなり、意匠面を構成する最表層11から2層目に不織布シート13が挟まれるとともに、最表層11の連続繊維束の配向方向に直交する方向に湾曲してなることを特徴とする湾曲形状を有する繊維強化プラスチック成形品10。
(もっと読む)
繊維強化熱可塑性樹脂の製造方法、該製造方法により得られた繊維強化熱可塑性樹脂およびこれを用いた成形品
【課題】ボイドなどの空隙が少なく、繊維含有率が良好で、繊維蛇行のない繊維強化熱可塑性樹脂の製造方法を提供する。
【解決手段】長繊維からなる強化繊維で構成される強化繊維シート10の一方の面に、熱可塑性樹脂からなる熱可塑性樹脂層11を配置し、前記強化繊維シート10の他方の面に、前記熱可塑性樹脂が溶融する温度で溶融しない材料からなる網状シート12を配置し、積層物を得る配置工程と、前記熱可塑性樹脂は溶融し、前記網状シート12は溶融しない温度で、前記積層物を加熱するとともに加圧して、前記熱可塑性樹脂を前記強化繊維シート10と前記網状シート12とに含浸する含浸工程を有する、繊維強化熱可塑性樹脂の製造方法。
(もっと読む)
多層銅張積層板の製造方法
【課題】多層銅張積層板の反りを抑制することが可能であり、寸法収縮を均一に収縮させ寸法精度のばらつきを抑制し、更に多層銅張積層板の変形(歪み)を抑制することが可能である多層銅張積層板の製造方法を提供する。
【解決手段】予め回路形成された内層回路板と、外層板又は銅箔と、プリプレグとからなる多層銅張積層板の製造方法において、予め回路形成された内層回路板と、外層板又は銅箔とをプリプレグを介して重ねて積層体とする工程、前記積層体と、金属板とを、プレス段内の許容範囲の高さまで交互に積載する工程、前記積層体をプレスにて加熱加圧して多層化接着し多層銅張積層板とする工程、加熱加圧直後プレス段内から前記多層銅張積層板と金属板とが交互に積載された形態で抜取りし放置冷却する工程を有する多層銅張積層板の製造方法。
(もっと読む)
成形品及びその製造方法
【課題】強度が高く、意匠性に優れた成形品を提供すること。
【解決手段】成形品10は、SMC又はBMCを含む第1の成形材料13により構成され、一方の面側に形成されたリブ部12を有する構造層11と、構造層11の他方の面側に固着され、構成繊維間に所定の間隙17を有する織布又は不織布により構成された補強層14と、補強層14に固着され、所定の大きさL2を有する加飾用の柄材18を含有するBMCを含む第2の成形材料21により構成される表面素材層20と、を備え、構造層11、補強層14及び表面素材層20が熱圧成形によって一体的に構成される。
(もっと読む)
航空機翼構造の製造方法
【課題】ストリンガとスキンとの間で剥離が発生しない航空機翼構造の製造方法を提供する。
【解決手段】航空機翼構造が、上側翼半体構造体と、この上側翼半体構造体に取付けられる下側翼半体構造体とから構成され、上側翼半体構造体が、下型31に上側外皮用プリプレグ32が積層され、この上側外皮用プリプレグ32上に複数のストリンガ整形体33が載置され、これらのストリンガ成形体33上に上側内皮用プリプレグ36が積層され、この上側内皮用プリプレグ36上に中間桁を形成するために予め成形された複数の中間桁用プリプレグ成形体38,39が載置されることで上側翼半体プリプレグ成形体61が作製され、この上側翼半体プリプレグ成形体61が真空バッグで覆われて真空引きされ、加熱・加圧により硬化されて作製される工程を含む。
(もっと読む)
航空機翼構造の成形方法
【課題】飛行性能及び外観性の向上が図れる航空機翼構造の成形方法を提供する。
【解決手段】中空構造物用プリプレグ成形体26、28が、それぞれに対応する成形型としての前縁型、前中間用シリコン樹脂製中子型35、後中間型、後縁用シリコン樹脂製中子型51び後縁用金属製中子型53に前縁用プリプレグ、前中間用プリプレグ、後中間用プリプレグ、後縁用プリプレグを両端部が重なる形で巻き付けるように形成され、その重なり部が中間桁となる領域に配置される。
(もっと読む)
熱可塑性樹脂成形品の成形方法
【課題】大型又は複雑な形状の熱可塑性樹脂成形品であっても、狭い照射範囲の電磁波によって効率よく熱可塑性樹脂を溶融させて熱可塑性樹脂成形品を成形することができる熱可塑性樹脂成形品の成形方法を提供すること。
【解決手段】配置工程においては、ゴム型2のキャビティ22の一部に、その形状に沿った形状の固形状態の第1熱可塑性樹脂3Aを配置すると共に、キャビティ22の残部に、粒子状態の第2熱可塑性樹脂3Bを配置する。次いで、加熱工程においては、ゴム型2を介してキャビティ22内における第1熱可塑性樹脂3A及び第2熱可塑性樹脂3Bに、0.78〜2μmの波長領域を含む電磁波Xを照射し、これらを加熱して溶融樹脂として溶融させる。そして、冷却工程においては、キャビティ22内の溶融樹脂を冷却して、第1熱可塑性樹脂3Aと第2熱可塑性樹脂3Bとが一体化した熱可塑性樹脂成形品を得る。
(もっと読む)
ガラス繊維織物強化ポリカーボネート樹脂成形体の製造方法、樹脂含浸シート及びガラス繊維織物強化ポリカーボネート樹脂成形体
【課題】煩雑な工程を経なくとも気泡がなく熱膨張係数の低いガラス繊維織物強化ポリカーボネート樹脂成形体を提供可能な製造方法を提供すること。
【解決手段】ポリカーボネート樹脂の溶液を含浸させたガラス繊維織物から、前記溶液中の溶媒を除去して得た樹脂含浸シートと、ポリカーボネート樹脂フィルムとの積層体を、加熱及び加圧する、ガラス繊維織物強化ポリカーボネート樹脂成形体の製造方法であって、前記樹脂含浸シートのガラス含有率は60〜95質量%であり、前記ガラス繊維織物強化ポリカーボネート樹脂成形体のガラス含有率は5〜40質量%である、製造方法。
(もっと読む)
積層体の製造方法及び積層体、それを用いた包装容器
【課題】接着剤及びアンカーコート剤を使用しないことにより、VOC(揮発性有機化合物)の発生を完全に無くし、環境対策や省エネルギー対策に優れた積層体の製造方法及び積層体、その積層体を用いた包装容器を提供する。
【解決手段】異なる種類の熱可塑性樹脂フィルムまたはセロファンフィルムからなる第1の基材1と第2の基材6が巻かれたロール体21,22からそれぞれ繰り出され、第1の基材5は大気圧プラズマ処理装置23により熱接着性改質層が形成された面を有し、第2の基材8は熱接着性改質層が形成された面またはエアコロナ処理された面を有し、これらの面を対向させた間に、接着剤及びアンカーコート剤を塗布することなく、溶融樹脂フィルム27(第1の基材5と合わさる面にオゾン処理を行いながら)を押し出して、冷却ニップロール25にて連続貼合する。また、第2の基材を使用しなければ、押出ラミネート方式にも使用できる。
(もっと読む)
複合材料製構造部材の成形方法
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とする。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
繊維強化成形体及びその製造方法
【課題】軽量、薄肉、高剛性に優れる繊維強化成形体の提供を目的とする。
【解決手段】芯材11と、芯材11の両面に積層された繊維補強材21とから構成し、芯材11は、連続気泡を有する熱硬化性樹脂発泡体に熱硬化性樹脂が含浸して熱硬化性樹脂発泡体を圧縮した状態で熱硬化性樹脂が硬化したものであって、圧縮率が200〜5000%の範囲のものからなり、繊維補強材21は、炭素繊維織物に熱硬化性樹脂が含浸して硬化したものからなり、含浸後の熱硬化性樹脂の樹脂比率が50〜80%であり、芯材11と繊維補強材21を、熱硬化性樹脂発泡体に含浸した熱硬化性樹脂と炭素繊維織物に含浸した前記熱硬化性樹脂の硬化により一体化した。
(もっと読む)
金属箔積層体の製造方法
【課題】金属箔積層体を製造する際に、その外観を良好にし、平面度を向上させる製造方法を提供する。
【解決手段】樹脂含浸基材2を一対の第1金属箔3、一対の第1スペーサー5、一対の第2スペーサー18および一対の第1クッション材20で順に挟み込んだ第1積層体8を、一対の金属板6および一対の第2クッション材7で順に挟み込んだ層構成を有する第2積層体9を作製する。この第2積層体9をその積層方向に一対の熱盤で加熱加圧する。第1金属箔3と金属板6との間に第1スペーサー5、第2スペーサー18および第1クッション材20が介在しているため、第1金属箔3に凹凸が生じたり、加圧バランスが崩れたりする事態は生じない。熱盤と金属板6との間に第2クッション材7が介在しているため、過昇温が起こらない。
(もっと読む)
金属箔積層体の製造方法
【課題】良好な外観を有する金属箔積層体を製造する。
【解決手段】樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ層構成を有する第2積層体9を作製する。その後、この第2積層体9をその積層方向に一対の熱盤で加熱加圧して、樹脂含浸基材2の両側に一対の銅箔3A、3Bが貼着された金属箔積層体を製造する。これにより、各銅箔3と各SUS板6との間に各スペーサー銅箔5が介在しているため、銅箔3に凹凸が生じる事態は生じない。また、各熱盤と各SUS板6との間に各アラミドクッション7が介在しているため、熱盤から金属箔積層体へ伝わる熱量が増大して過昇温が起こる事態は生じない。
(もっと読む)
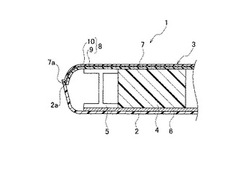
円筒状部材の接合方法、円筒状成形体の成形方法および成形体
【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
回路基板組成物及びその製造方法
【課題】優れた耐高温の物理的性質を有し、0.5時間圧力釜テストした後、288℃のはんだ炉の中でその安定性が600秒以上である回路基板組成を提供すること。普通の1 oz銅箔を使っても、10 lbf/inch以上のピール強度を実現することができる回路基板を提供すること。現在一般的に使われている銅箔基板より、吸湿率がより低い回路基板を提供すること。低い臭素含量でも、UL94 V-0難燃標準に達する難燃組成回路基板を提供すること。
【解決手段】回路基板樹脂組成物が、(A)ハロゲンエポキシ樹脂と触媒第四アンモニウム塩とを混合し、イソシアネートと反応して得た、改質オキサゾリドンを含むハロゲンエポキシ樹脂と、(B)二つまたは二つ以上のエポキシ基を含むエポキシ樹脂と、(C)硬化剤と、(D)硬化促進剤とからなること。
(もっと読む)
繊維強化樹脂製管用継手の成形方法
【課題】シワの発生がなく、外観良好で、強度を保持させた繊維強化樹脂製管用継手が得られる成形方法を提供する。
【解決手段】管用継手の成形方法を、管用継手半割成形型1上に強化繊維基材2を積層して強化繊維基材層を形成し、この強化繊維基材層をバッグフィルム6で管用継手半割成形型1上に気密に覆うとともに、バッグフィルム6内を真空状態に減圧する減圧ラインおよびバッグフィルム内に樹脂を注入する注入ラインを接続し、バッグフィルム内に減圧下で流動性樹脂を吸引注入し、樹脂を固化して管用半割継手部材を形成し、管用半割継手部材同士を合体するものとする。
(もっと読む)
パイプ成形装置及びパイプ成形方法
【課題】熱可塑性樹脂を母材とするパイプの成形
【解決手段】
パイプ成形装置20は、加熱されることによって膨張する棒状の内型22と、内型22の外周を覆う筒状の外型24と、内型22を加熱する加熱装置26とを備えている。かかるパイプ成形装置20では、シート状の成形基材10を、棒状の内型22の外周に巻いて筒状の外型24の内部に収容する。そして、内型22を加熱し、内型22の外径を大きくする。これにより、内型22の外周面と外型24の内周面との間で成形基材10を加熱するとともに加圧して、成形基材10を外型24の内周面に沿った形状に成形することができる。
(もっと読む)
21 - 40 / 154
[ Back to top ]