
Fターム[4F204FN03]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 成形品の部分形状に対応した成形操作 (286) | 開口部 (25)
Fターム[4F204FN03]に分類される特許
1 - 20 / 25
ウエザーストリップ
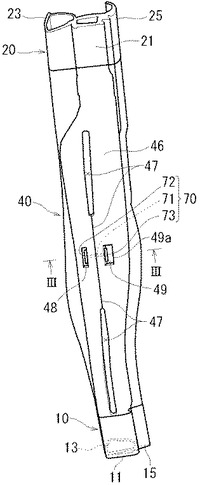
【課題】圧縮成形体のスリット状開口部を容易に閉じることができるウエザーストリップを提供する。
【解決手段】二つの押出成形品10、20の端末部同士が圧縮成形体40によって一体連続状に連結され、圧縮成形体40の中空シール部43の周壁部のうち、一側壁部46に中空シール部43の内周壁面を形成する中子型を脱型するためのスリット状開口部47が形成される。スリット状開口部47は、打込工具80によって打ち込まれる連結ピン70によって閉じられ、連結ピン70は、スリット状開口部47に跨る連結柱部71と、この連結柱部71の両端に直交する方向に形成されてスリット状開口部47の両側部近傍の外側面にそれぞれ係止される係止部72、73を有している。
(もっと読む)
円筒状部材の接合方法、円筒状成形体の成形方法および成形体

【課題】シワの発生がなく、外観良好で、強度を保持させた円筒状部材の接合方法および円筒状成形体の成形方法を提供する。
【解決手段】上記の接合、成形方法を、突き合わせた管端面の接合部に重ねて強化繊維基材2を配設する工程と、前記強化繊維基材2を、密封材により被覆して樹脂管1相互の外周面に密封する工程と、前記樹脂管1の外周面と密封材との間を減圧し、未硬化の樹脂を供給する工程と、供給した樹脂を硬化させる工程とを含み、前記強化繊維基材2は、接合部の外周面に沿って周方向および横方向に位置をずらしながら配設される複数枚のシート状物であり、周方向の一端を接着させ、周方向の他端を、隣り合う他のシート状物の外面に重なり合うように配設して、接合部の周方向に沿って重ね張りされるものとする。
(もっと読む)
ダクト及びその製造方法
【課題】熱可塑性樹脂又は熱硬化性樹脂を含む不織布から加熱圧縮成形により形成されたダクトにおいて、フランジ部が他部品等と擦れ合った場合に異音を生じ難いダクトの提供を目的とする。
【解決手段】熱可塑性樹脂又は熱硬化性樹脂を含む不織布を加熱圧縮成形して賦形したダクト半体11同士を重ね合わせ、ダクト半体11の両側に形成されているフランジ部15で接合したダクト10であって、フランジ部15の基部16を不織布が圧縮された状態とし、フランジ部15の先端部17を不織布の非圧縮状態として、フランジ部15の先端を柔らかく、かつ不織布本来のクッション性を有するものとした。
(もっと読む)
多色成形方法及び多色成形品
【課題】ゴム型を用いて熱可塑性樹脂の成形を行う場合に、形状、表面精度等の品質を向上させて、成形品に要求される様々な特性を満たすことができる多色成形品を簡単な方法によって成形することができる多色成形方法及び多色成形品を提供すること。
【解決手段】多色成形方法は、ゴム材料からなるゴム型2のキャビティ22内に第1熱可塑性樹脂組成物6Aからなる樹脂粒子を配置する配置工程と、ゴム型2を介してキャビティ22内における樹脂粒子に、0.78〜2μmの波長領域を含む電磁波を照射し、樹脂粒子を加熱して溶融させる加熱工程と、キャビティ22において残された未充填の空洞部分に、第1熱可塑性樹脂組成物6Aと組成が異なる溶融状態の第2熱可塑性樹脂組成物を充填する充填工程と、キャビティ22内の第1熱可塑性樹脂組成物6A及び第2熱可塑性樹脂組成物を冷却して二色成形品を得る冷却工程とを含む。
(もっと読む)
樹脂成形品及びその製造方法
【課題】貫通孔を形成する際に穿孔工具の回転中心がぶれることを防止でき、尚且つ、穿孔工具で形成される貫通孔の両端にエッジが形成されない樹脂成形品及びその製造方法を提供する。
【解決手段】穿孔工具により貫通孔2が形成された樹脂成形品である。貫通孔2の中心軸方向の両側に貫通孔2側に行く程小径となって貫通孔2に連続するテーパー孔11が形成される。各テーパー孔11の内周面が、樹脂成形品の成形時において形成された面で且つ穿孔工具により穿孔されずに残った面で構成される。
(もっと読む)
ロールプレス装置および樹脂シート
【課題】樹脂シートの表面に入り込む潤滑油が流動可能で密閉空間を形成しない油溜りを短時間で簡単に形成できるようにすることである。
【解決手段】外径面に複数の凹部1が設けられた成形ロール2と、フラットな円筒外径面の受けロール3とを平行に配置して、成形ロール2と受けロール3間のロールギャップに樹脂シートを通し、成形ロール2と受けロール3をモータ5で回転駆動して、ロールギャップでの圧縮によって、樹脂シートの表面に多数の凸部を成形することにより、これらの凸部の周囲の連なった凹部を油溜りとして、樹脂シートの表面に入り込む潤滑油が流動可能で密閉空間を形成しない油溜りを短時間で簡単に形成できるようにした。
(もっと読む)
プレス成形方法および成形体
【課題】
強化繊維と熱可塑性樹脂からなる成形材料を用いたプレス成形において、作業性と成形性とを兼ね備えたプレス成形方法およびプレス成形方法で得られた成形体の提供。
【解決手段】
本発明は強化繊維と熱可塑性樹脂からなる成形材料をプレス成形する方法であって、少なくとも2種類の形状を有する成形材料(A)、(B)を積層して配置する工程、成形型の下面となる型上に積層、配置した成形材料(A)、(B)を加圧する工程を有するプレス成形方法であり、成形材料(A)が前記キャビティの有する最大面積以上の面積を有する形状、成形材料(B)が少なくとも前記凹部の開口部の投影面積以上の投影面積を有する形状の成形材料(A)、(B)を用いてプレス成形する方法である。
(もっと読む)
フランジ付き繊維強化樹脂中空部品の成形方法
【課題】異形断面や曲がり部を持つフランジ付き繊維強化樹脂中空部品を、十分に軽量化した状態でかつ肉厚もほぼ等しい状態で、容易にかつ低コストで成形することができる成形方法を提供する。
【解決手段】予備成形した中空樹脂コア10と第2のコア15との接合体の外周に強化繊
維21とマトリックス用樹脂24とを積層して中空積層体20とする。中空積層体20か
ら第2のコア15を引き抜き、引き抜いた領域を押圧してフランジ状部分26を形成する
。その中空樹脂コア10内に加圧用バッグ30を挿入配置し、成形型40内に配置する。
成形型内に配置した中空積層体20の加圧用バッグ30内に圧力を付与しながら加熱して
、フランジ状部分26も含めて樹脂と強化繊維とを一体化する。
(もっと読む)
装置及び方法
装置は、対象物(1)を受けるのに適した第1型部品(24;124)と、前記対象物の一領域(5)を取り囲むように構成されたダイ手段(25;125)と、第2型部品(26;26a;126)と、を含み、第2型部品(26;26a;126)は、プラスチックを前記対象物(1)の前記領域(5)に圧縮成形するように、前記ダイ手段(25;125)及び前記第1型部品(24;124)と協働する。  (もっと読む)
(もっと読む)
成形用金型及び樹脂発泡成形体の成形方法
【課題】表面に各種形状の凸部を有した樹脂発泡成形体を、同一の金型本体を用いて成形することができる成形用金型と、この金型を用いた樹脂発泡成形体の製造方法を提供する。
【解決手段】上型21及び下型22よりなる金型20内に、多数の孔31を有した板状体30を設置しておくことにより、この凸部付きの樹脂発泡成形体を成形する。板状体30を別形状のものに交換することにより、別形状の凸部を有したシートパッドを成形することができる。
(もっと読む)
加飾シート、加飾成形体及び加飾キーシート並びに加飾シートの製造方法
【課題】ソフトフィール層の縁部における耐久性を高めた破損し難い加飾シートとその製造方法並びに加飾成形体及び加飾キーシートの提供。
【解決手段】ソフトタッチ感を有する加飾シートAの縁部の側面で保護部5が発泡層2を被覆するものとした。保護部5でソフトフィール層3を構成する発泡層2の端部の側面2aを覆うため、破損し難い加飾シートAが得られる。よって発泡層2が表出する従来のソフトタッチ感を有する加飾シートに比べ、耐久性が高い加飾シートである。また、表皮層1を延伸させて保護部5を形成すれば発泡層2から剥がれ難くすることができる。
(もっと読む)
天然複合材料で作られた着座構造物とそれを製造する方法
着座構造物、特に自転車サドル。この構造物(1)は、荷重支持殻(2)と、使用者との接触のためのカバー要素(3)とから成る。殻(2)は、合成ポリマーマトリックスと、天然繊維から成る強化材とから成る複合材料で作られた少なくとも一つの第一の台要素(5)を有する。この殻は、一つ以上の変形性の異なる部分(7)を有することができる。そのような着座構造物(1)を製造する方法。 (もっと読む)
ダクトとその製造方法
【課題】レーザー溶着で不織布をダクト本体に固着して騒音低減効果が得られるようにしたダクトの提供を目的とする。
【解決手段】熱可塑性合成樹脂からなる中空筒状のダクト本体11の側壁12に開口部13が形成され、前記側壁12の開口部13を覆うようにして不織布21が側壁12の外面に積層され、不織布21の縁の部分21aが開口部13の外周縁に溶着されたダクトにおいて、前記不織布21を熱可塑性合成樹脂繊維で構成すると共に縁の部分21aを熱可塑性合成樹脂繊維の溶融固化したソリッド状として透光可能な透明または半透明とし、レーザー溶着によってダクト本体11に固着できるようにした。
(もっと読む)
加飾性多層共押出成形体
【課題】断面形状が特定方向において異なったり、曲線部を有したり、長尺であったりしても、低コストで簡便に製造可能で、層間剥離や白濁等の外観不良の発生が防止された、加飾性を備えた合成樹脂曲げ加工板を提供すること。
【解決手段】低発泡熱可塑性合成樹脂からなる基材層(a)および非発泡熱可塑性合成樹脂からなる加飾層(b)の少なくとも2層からなる多層共押出成形体が金型で加熱加圧成形されてなることを特徴とする合成樹脂曲げ加工板。
(もっと読む)
溶融状態の所定量のプラスチック材料を取り扱うための装置と方法
本発明は、少なくとも1つのプラスチック材料供給源(1)と、上面(16)と側壁(17)を備えていて所定量のプラスチック材料(3)を一時的に支持することのできるスリーブ(8)の中を滑動するロッド(11)と、製品の頭部を形成するための鋳型(6、7)と、その鋳型(6、7)と協働するマンドレル(18)とを備えていて、溶融状態の所定量のプラスチック材料(3)を鋳型の2つの部分の間で圧縮することによってプラスチック材料からなる製品を成形する装置において、この装置が、スリーブの上に所定量のプラスチック材料を堆積させる手段(1、2)を備えていて、スリーブ(8)の上面(16)と一致する平面(20)よりも上に堆積されるプラスチック材料(22)の量が、その材料(3)の全量の20%〜40%となるようにされている、ことを特徴とする装置に関する。本発明は、この装置を利用した方法にも関する。 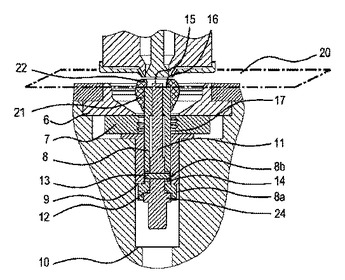 (もっと読む)
(もっと読む)
プラスチック材料からなる製品を圧縮成形するための装置と方法
本発明は、少なくとも1つのプラスチック材料供給源(1)と、所定量のプラスチック材料(3)を一時的に支持することのできるスリーブ(8)の中を摺動するロッド(11)と、製品の頭部を形成するための鋳型(6、7)と、その鋳型(6、7)と協働するマンドレル(18)とを備えていて、溶融状態の所定量のプラスチック材料(3)を鋳型の2つの部分の間で圧縮することによってプラスチック材料からなる製品を成形する装置において、この装置が、前記スリーブ(8)内を二方向に移動する前記ロッド(11)の移動を制限する非弾性的保持手段(12〜14、23、24、25)を備えることを特徴とする装置に関する。本発明は、この装置を利用した方法にも関する。 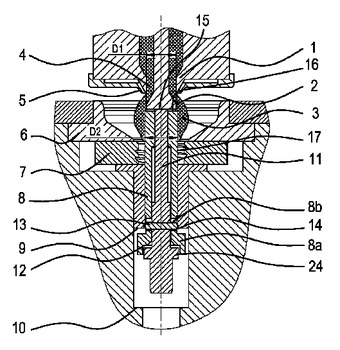 (もっと読む)
(もっと読む)
樹脂成形品の製造方法、並びにインクジェットヘッドの製造方法及びそれにより得られるインクジェットヘッド
【課題】複数の微細な凹部又は凸部が2次元的に配列された樹脂成形品を簡単にかつ安価に製造できる製造方法を提供する。
【解決手段】複数の微細な凹部又は凸部が形成された構造を有する樹脂成形品の凹部又は凸部とは逆の形状を有する金型84と樹脂材料とを加熱し、加熱された樹脂材料に金型を押し付ける。樹脂材料を冷却して硬化させた後、凹部又は凸部が形成される領域以外の樹脂材料の表面を、直接的又は間接的に、金型に形成されている貫通孔85を介して押圧部材で押圧する。これにより硬化した樹脂材料を金型から離型する。
(もっと読む)
インプリンティング法による貫通孔構造体の製造方法、およびその製造方法により製造された貫通孔構造体
【課題】インプリンティング法を用いる場合にも、被加工材を保持する部材に型の転写パターンを接触させることなく、つまり型の転写パターンを破損させることなく貫通孔構造体を製造する製造方法を提供する。
【解決手段】貫挿部22の先に嵌入部23を有する凸構造24を設けてなる上型25と、凹構造26を設けてなり支持体27で保持する下型28とを用意し、その下型の被加工材形成面29上に、例えば液状材料のスピンコートによりPMMAを形成するなどして、流動状態の被加工材30を形成し、その被加工材中に上型の凸構造を押し込んでその凸構造の貫挿部を同被加工材中に入れて凸構造をその被加工材中に貫通させ、嵌入部を下型の凹構造内にはめ込み、その後、例えば熱可塑性樹脂であるPMMAを用いた場合は冷却することにより、被加工材を固化して後、被加工材中から凸構造を引き出す。
(もっと読む)
ヒンジ開閉式蓋付きカプセルの圧縮成形用成形型
区別した体積と厚さを備えて左右非対称の断面を有する圧縮成形によって物品を成形する方法であって、半流動体樹脂の投与量を成形型の凹部に導入し、プランジャーに押された物質が入り込んで塞ぐようにされた隙間を作るためにプランジャーを該凹部に挿差し、該プランジャーを取り外し、プランジャー或いは凹部に挟まっている物品を引き出すステップを含み、物品の成形を目的とした隙間が凹部に第一のプランジャーの挿差を含む第一のステップ、第一のプランジャーの挿差によって作られた隙間の部分(集積チャンバー)で作用する第二のチャンバーの作用を含む第二のステップの2つの連続したステップで作られ、物品が成形される隙間の創造を完了する。  (もっと読む)
(もっと読む)
車両用内装部材およびその製造方法
【課題】材料コストおよび製造時の手間を低減させ得る車両用内装部材、殊に車両用内装部材のダクト構造を提供する。
【解決手段】ダクト28は、基材22に一体成形した樋状のダクト部26と、ダクト部26の開口部を覆う表皮24の一部と、表皮24の一部の裏側に設けられて、該表皮24を基材22との間で補強するガーニッシュ34とから構成される。表皮24は、車両内部に露出する外皮30と、この外皮30に裏打ちした発泡層32とからなり、この発泡層32がダクト部26に臨んでいる。
(もっと読む)
1 - 20 / 25
[ Back to top ]