
Fターム[4F204FN07]の内容
プラスチック等の注型成形、圧縮成形 (61,336) | 圧縮成形の操作、付属操作 (3,365) | 挿入物、表面材等の形状調整 (178) | 成形前の形状調整 (99)
Fターム[4F204FN07]に分類される特許
1 - 20 / 99
ワーク設置装置、ワーク設置方法およびワーク保持体離反方法
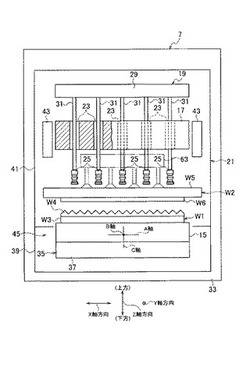
【課題】複数のワーク保持部で保持されているワークをそのまま他のワークに設置し、この設置後、上記各ワーク保持部を上記ワークから容易に離す。
【解決手段】下部テーブル15と上部テーブル17と、粘着剤を具備するワーク保持体25を複数備えたワーク保持装置19と、下部テーブル17に設置されている設置済みの第1のワークW1に、ワーク保持体25で保持している第2のワークW2を設置した後で、ワークW1,W2を振動させつつワーク保持体25を離す。
(もっと読む)
積層構造体の製造方法

【課題】加熱加圧対象物が面方向の全体に均一に加熱及び加圧された積層構造体を得ることができる積層構造体の製造方法を提供する。
【解決手段】本発明に係る積層構造体の製造方法は、金属板12Aと加熱加圧対象物11と金属板12Bとを積層して第1の積層体10を得る工程と、第1の積層体10における第1の表面10a側に第1のクッション材22Aを配置し、かつ第1の積層体10における第2の表面10b側に第2のクッション材22Bを配置して、第2の積層体20を得る工程と、第2の積層体20を加熱及び加圧して、加熱加圧対象物11が加熱及び加圧された積層構造体を得る工程とを備える。金属板12A,12Bは、加熱加圧対象物11よりも大きい。第1,第2のクッション材22A,22Bの内の少なくとも一方は、少なくとも一方の表面に複数の凹部又は複数の凸部を有する。
(もっと読む)
ガスタービンエンジン用ブレードの製造方法
【課題】ガスタービンエンジン用ブレードの製造方法の生産性を向上させる。
【解決手段】熱可塑性樹脂をマトリックスとする複数の複合材シート10を、互いに積層して積層体11を形成する積層工程S1と、積層体11のうち、該積層体11を構成する全ての複合材シート10が積層方向に重なり合っている部位11aに3次元曲面形状を付与し、当該部位11aの中の少なくとも一部から3次元曲面形状を有する翼片12を成形する翼片成形工程S2と、複数の翼片12を、互いに重ね合わせた状態で加熱および加圧して一体化し、所定の翼面形状に成形する一体化工程S3と、を備えているガスタービンエンジン用ブレードの製造方法である。
(もっと読む)
精密成形装置及びその成形方法
【課題】成形体の成形において精度良く材料を計量供給し、微細パターンを持つ成形体の成形装置及び成形方法を提供する。
【解決手段】材料を貯蔵する材料貯蔵手段2と、材料貯蔵手段2から前記材料の適宜量を取り出す材料供給手段3aと、材料供給手段3aにより取り出された適宜量の材料から、所定量の材料を計量する材料計量手段4aと、材料計量手段4aにより計量された計量済み材料を、所定のパターンを有する成形12版上に搬送して載置する搬送手段9と、成形版上に載置された計量済み材料を加熱溶融する加熱溶融手段14と、加熱溶融手段14により加熱溶融された材料を成形する成形手段18と、成形手段18により成形された成形体23を冷却する冷却手段21と、冷却手段21による冷却後に成形版から成形体を剥離する剥離手段22と、剥離手段22により剥離された成形体を取り出す成形体取出手段24と、を備えたことを特徴とする成形装置。
(もっと読む)
樹脂成形体の製造方法
【課題】繊維材料を含む熱可塑性樹脂を用いて成形する、成形性に優れた樹脂成形体の製造方法を提供する。
【解決手段】繊維材料を含む熱可塑性樹脂の板状材料10を、面積の異なる3以上の異形領域からなる形状に裁断する裁断工程と、裁断された板状材料20A,20B,20Cを、前記熱可塑性樹脂の融点以上の温度にあらかじめ加熱する予備加熱工程と、加熱された前記板状材料20A,20B,20Cを、前記融点未満の温度に保持された成形型にて加圧成形し、前記異形領域の境界に沿って折り曲げ部を有する成形体を成形する加圧成形工程とを有している。
(もっと読む)
複合材パネル構造体及びその製造方法
【課題】複合材パネル構造体に対して新たに耐雷構造を設けることなく耐雷機能を実現可能な複合材パネル構造体及びその製造方法を提供する。
【解決手段】強化繊維を含む複合材パネル10により形成される複合材パネル構造体において、複合材パネル10は、マトリックス樹脂が含浸された強化繊維基材2と、該強化繊維基材の一面側に配置された導電性メッシュシート3と、該導電性メッシュシートを挟んで強化繊維基材2の一面側に配置されたバッグフィルム4とを含み、複数の複合材パネル10の導電性メッシュシート3が互いに電気的に接続されている。
(もっと読む)
SMC成形システムおよびSMC成形品の製造方法
【課題】SMCシート成形時にSMCシートの硬さを測定しなくても成形品の不良率を低減することができるSMC成形システムを提供する。
【解決手段】長尺のSMCシート20を間欠的に所定量送り出す送りロール11とSMCシート停止時のたわみ量を検出するたわみ量検出部12とを有する搬送装置1と、送り出されたSMCシート20を切断する切断装置2と、切断されたSMCシート30を成形するプレス装置3とを備えたSMC成形システムであって、前記たわみ量検出部12で検出されたたわみ量に基づいて、前記搬送装置1の前記送りロール11による前記SMCシート20の送り出し量、前記プレス装置3の加熱温度および金型締切速度のうち少なくともいずれかを調整する制御装置4が設けられている。
(もっと読む)
傾斜機能性複合材料の製造方法
【課題】製品構成の自由度が図れ、目的とする寸法形状や必要な強度を得ることが可能な傾斜機能性複合材料の製造方法を提供する。
【解決手段】円柱の半径方向の外側に材料11を、内側に材料12を、その間に傾斜機能材料13を、それぞれ同心円状に配置した傾斜機能性複合材料10の製造方法であり、傾斜機能材料13を、材料12の粉末に材料11の粉末を傾斜配合した積層体とし、しかもこの積層体を、材料11の粉末の配合割合ごとに圧縮成形した径の異なる円筒状圧粉体で構成し、材料11、積層体、及び材料12を、融点の高い側から低い側へかけて、順次、加圧加熱処理をすることで材料11、積層体、材料12、及びそれらの界面も結合する。
(もっと読む)
繊維強化プラスチックの製造方法
【課題】曲面形状の繊維強化プラスチックを製造する真空RTM成形法において、プリフォームと成形品との外形形状の長さの違いによる成形品端部に生じる段差、樹脂溜まりを解消し、成形後のトリム加工を省くと共に、優れた品質の繊維強化プラスチックを得る製造方法を提供する。
【解決手段】曲面または屈曲形状を有する金型101に強化繊維基材からなるプリフォーム2を配置し、プリフォーム2をバッグ材3で覆って内部を真空吸引し、プリフォーム2に樹脂10を注入して硬化させ、樹脂硬化後の繊維強化プラスチックの厚みをプリフォーム2の厚みより変化させる繊維強化プラスチックの製造方法において、前記繊維強化プラスチックの端面が所望の形状となるように、幅および/または長さの異なる強化繊維基材を積層してプリフォーム2をあらかじめ形成する。
(もっと読む)
繊維強化複合材の製造方法
【課題】従来のRFI法よりも樹脂含浸性を向上させるとともに、繊維含有率を高精度で制御可能な繊維強化複合材を製造する。
【解決手段】バッグ材10の一方の面に樹脂フィルム11を接着させる工程と、治具12上に繊維を含有する繊維基材13を積層する工程と、前記繊維基材13に前記樹脂フィルム11が接触するように、前記繊維基材13上に前記樹脂フィルム11が接着された前記バッグ材10を載置する工程と、前記樹脂フィルム11と前記繊維基材13とを互いに接触させた状態で真空雰囲気に保持して、樹脂を前記繊維基材13中に含浸させる工程と、前記樹脂が含浸された繊維基材13を加熱し、前記繊維基材13中に含浸された樹脂を硬化させる工程とを含む繊維強化複合材の製造方法。
(もっと読む)
樹脂回転体およびその製造方法
【課題】簡易な工程で製造可能であって、かつ樹脂リングと金属ブッシュとの脱落が生じにくい樹脂回転体を提供する。
【解決手段】樹脂回転体1は、リング状の樹脂リング2と、上記樹脂リングの内周面2aに嵌合した金属ブッシュ3とから構成され、上記金属ブッシュ3の外周面には樹脂リング2と金属ブッシュ3とを相互に回転しないように結合する周り止め手段としての突起3aが設けられている。上記樹脂リング2は、抄造により製造したシート状樹脂を軸方向に複数枚積層させるとともに内周面の径を上記金属ブッシュの外周面と略同径に形成した素形体を加熱圧縮することにより成形され、上記金属ブッシュ3は、上記素形体の内周面に軸方向に沿って圧入されることで樹脂リング2に一体に連結されるようになっている。そして、上記金属ブッシュ3の突起3aは、金属ブッシュ3の軸方向中央よりも該金属ブッシュ3の圧入方向前方に偏倚した位置に設けられている。
(もっと読む)
繊維強化樹脂の成形品とその製造方法
【課題】ガラス繊維の含有量を増加することなく強度を高めることができ、良好な外観を得ることができる繊維強化樹脂の成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の成形品1であって、繊維束であるガラス繊維3を含む表面層2と、モノフィラメント化したガラス繊維5を含む裏面層4とを備え、ガラス繊維の全含有量が10〜30質量%であることを特徴とする。
(もっと読む)
繊維強化樹脂の水廻り用成形品とその製造方法
【課題】劣化加速試験後の強度および外観の両方に優れた繊維強化樹脂の水廻り用成形品とその製造方法を提供する。
【解決手段】熱硬化性樹脂およびガラス繊維を含む繊維強化樹脂の水廻り用成形品1であって、成形品1の水と接する側の層であり、モノフィラメント化したガラス繊維3を含む表面層2と、繊維束であるガラス繊維5を含む裏面層4とを備え、ガラス繊維3、5の含有量が15〜30質量%であることを特徴とする。
(もっと読む)
繊維強化プラスチック成形体の製造方法
【課題】成形された成形体の連続強化繊維に均一に熱可塑性樹脂を含浸することができる成形体を容易に製造することができる繊維強化プラスチックの製造方法を提供する。
【解決手段】熱可塑性樹脂と連続強化繊維を含むプリプレグ3から編組体4Aを編み上げる工程と、次に、該編組体4Aの熱可塑性樹脂が溶融するように、少なくとも編組体4Aを加熱しながら、編組体4Aを所定の形状に成形する加熱成形工程により、繊維強化プラスチック成形体10A。
(もっと読む)
樹脂封止装置及び樹脂封止方法
【課題】搬送の際に仮成形された樹脂の割れや欠損を低減すると共に、ランニングコストの低減が可能となる樹脂封止装置及びその方法を提供する。
【解決手段】粉粒体状樹脂102を仮成形し、仮成形樹脂を用いて金型160で被成形品を圧縮成形して樹脂封止をする樹脂封止装置100であって、粉粒体状樹脂102を載置する第1フィルム122を連続して金型160内に搬送する第1フィルム搬送装置114と、粉粒体状樹脂102を第1フィルム122上で加熱して所定の形状に仮成形する仮成形機112とを備える。
(もっと読む)
複合材料製構造部材の成形方法
【課題】繊維しわを低減させることにより、良質な成形品の製造を可能とする。
【解決手段】成形型にプリプレグ積層品を押圧する際に、繊維配向の異なる複数のプリプレグを平板状に積層することにより、成形型用のプリプレグ積層品を作製する作製過程と、作製過程にて作製された成形型用のプリプレグ積層品を成形型に押圧する押圧過程とを有し、作製過程では、繊維配向がしわ発生方向と一致または近似する注目プリプレグにおいては、しわ発生部位またはその近傍でしわ発生を抑制するのに有効な方向に沿って分割し、分割後のプリプレグを用いてプリプレグ積層品を作製する。
(もっと読む)
板状ゴム製品の加硫成形方法および板状ゴム製品
【課題】板状の未加硫ゴムの表面に不織布を貼り付けて加硫成形する際の不織布の貼り付け作業性を改善するとともに、加硫成形した後の板状ゴム製品において不織布の剥離を抑えられる板状ゴム製品の加硫成形方法および板状ゴム製品を提供する。
【解決手段】見かけの嵩密度が0.2g/cm3〜3.0g/cm3の不織布7を上カバーゴム1および下カバーゴム2の表面に貼り付けた未加硫のゴム成形体9を成形し、このゴム成形体9を加硫金型の上型11および下型12によって押圧しつつ加熱することにより、不織布7の繊維の隙間に未加硫ゴムを混入させるとともに未加硫ゴムを加硫し、これにより加硫成形された板状ゴム製品の表面に不織布7を埋設した状態にする。
(もっと読む)
タイヤ部材用トップ反の製造方法
【課題】トップ反を裁断して得られたタイヤ部材を生タイヤに貼り付け加硫を行う際、エンズ分布が不均一になることがないタイヤ部材用トップ反の製造方法を提供する。
【解決手段】平行かつ所定間隔で配列してなるテキスタイルコード3と、テキスタイルコード3と略直角方向に向く横糸とが織り合わされたテキスタイル部材5に、トッピングゴム6を被覆してタイヤ部材用トップ反8を製造する方法であって、環状溝22がロール軸方向に所定間隔で形成されると共に、環状溝22間に切断刃23が突出して設けられた溝付きロール21をテキスタイルコード3と略直角方向に配置し、テキスタイル部材5を溝付きロール21に通過させることにより、横糸4を切断刃23で切断すると共に、テキスタイルコード3を環状溝22に嵌め込んで整列させ、その後、横糸4が切断されたテキスタイルコード3をカレンダー装置1に搬入して、ゴムをトッピングする。
(もっと読む)
積層成形体の成形方法並びに成形装置
【課題】積層成形体の成形方法並びに成形装置であって、表皮の搬送工程、セット工程を自動化することで、作業性を高め、かつ精度の良い形状出しを可能にするとともに、絞転写性を高め成形サイクルを短縮化する。
【解決手段】表皮投入位置Aから成形待機位置Bまで表皮30を搬送する搬送用コンベア80を両側の搬送ベルト83で構成し、内部にアシストモデル70の上下動を許容するスペースを設定する。そして、搬送用コンベア80の成形待機位置Bに位置決めされた表皮30に対してアシストモデル70を上昇操作することで自動的にアシストモデル70の表皮ホルダ用プレート75で表皮30を保持し、成形上下型50,60内にアシストモデル70を投入して、表皮30をセットすることにより、表皮30のセット作業を自動化でき、かつ表皮30の加熱後、迅速に成形を可能とすることで、絞模様の転写を良好に行ないシャープな形状出しを可能にする。
(もっと読む)
カーボン凝結体成形品の製造方法及びカーボン凝結体成形品
【課題】カーボン粉粒と熱硬化性樹脂との混合物からなる炊飯釜などの成形品を、加温した金型で圧縮成形する際の脱型を円滑に行う、カーボン凝結体成形品の製造方法及びカーボン凝結体成形品を提供する。
【解決手段】金型に易分解性の繊維状物質から成る伸縮性を備えた不織布を金型に配設した状態で、カーボン粉粒と熱硬化性高炭素含有化合物が主体の混合物である成形材料を該金型に供給し、加圧成形するカーボン凝結体成形品の製造方法。
(もっと読む)
1 - 20 / 99
[ Back to top ]