
Fターム[4F205AD02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 挿入物等(補強材、芯材、表面材、ライニング対象部材、接合対象物) (1,461) | 材料 (336) | 無機物質 (237)
Fターム[4F205AD02]の下位に属するFターム
Fターム[4F205AD02]に分類される特許
21 - 38 / 38
複合材料で被覆した基質および成形可能な複合材料
【課題】複合材料で被覆した基質および成形可能な複合材料を提供する。
【解決手段】成形可能な複合材料は複合材料の断片、すなわちそこに埋め込まれた繊維を有するポリマー・マトリックス材料の断片を有している。改良された基質は、基質を提供することと当該基質の上に被覆材を適用することによって提供される。当該被覆材は複合材料の断片を有する。第1の建築部材の付着領域の上に被覆材を適用し、当該被覆された付着領域に留め具を適用することによって、第1の建築部材を第2の建築部材にしっかりと固定することができる。
(もっと読む)
複合体風力タービンタワー

【課題】 複合体風力タービンタワー(104)、複合体風力タービンタワー(104)を製造する方法、および複合体風力タービンタワー(104)を形成する装置を提供する。
【解決手段】 タワー(104)は、各々がマトリックス材料と、該マトリックス材料内に配置された複数の強化用繊維(401)を有する第1層(501)および第2層(701)を備える。タワー(104)は、第1層(501)と第2層(701)の中間に配置されたコア層(601)をさらに備える。タワー(104)は、現場で部分的または完全に製造することができる。
(もっと読む)
航空機または宇宙機のための繊維複合構成材
少なくとも一部に導電性繊維(6)を有する、航空機または宇宙機のための繊維複合構成材(1)では、導電性繊維(6)は、導電性繊維を加熱し、および/または導電性繊維(6)の電気抵抗を測定するための電流を通電させる電力源に接続される。 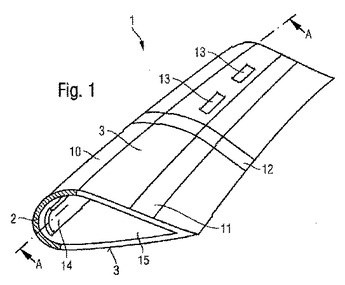 (もっと読む)
(もっと読む)
CFRP半製品から実質的に平面のブランク材を所定サイズに切断・処理するための装置およびその方法

本発明は、切断機構(20)により、カッティングテーブル(2)に置かれた平面的なCFRP半製品(6)から、実質的に平面のブランク材(9)を所望のサイズに切り出すための装置(1)に関する。ブランク材(9)は、操作装置に配設されたバキュームエフェクタ(3)により吸引保持され、その後、制限なく室内の適当な位置に置かれる。本発明によれば、バキュームエフェクタ(3)が降下すると、少なくとも一つのブランク材電極(5)がブランク材(9)に接触可能になり、それに応じて少なくとも一つの切り取り残部電極(4)がCFRP半製品(6)から切り離された端部(12)に電気的に接触可能になる。どちらの電極(4、5)も、電線(14)を介して直流源(18)、計測器(16)、特に(DC)電流計(17)に接触されている。切り離されたブランク材(9)をバキュームエフェクタにより測定高(22)まで持ち上げた後、電流Iを確認する。電流Iが約0mAであれば、完全に切り離されている。電流Iが0mAより明らかに大きい場合、完全に切り離されなかったカーボン繊維橋(23)が少なくとも1つ存在するが、好ましくはパルス式に電流Iを最大値IMaxまで上昇させることで、完全な自動生産シーケンスにおいて溶解・切断される。これにより、特に高度に自動化された製造工場において重要となる、摩擦のないさらなるブランク材(9)の処理が可能となる。また、本発明は、特に装置(1)により、CFRP半製品(6)からブランク材(9)を製造する方法に関する。 (もっと読む)
複合材料から部品を製造する方法および装置
母材と複数の補強要素(CNTs)とを備える複合材料から部品を加法的に製造する方法であり、各層が前の層の上に形成されるように複合材料の一連の層を形成し、複合材料に対し、次の層が上に形成される前に、補強要素の少なくとも一部を回転させる電磁場を印加する。構造プラットフォームと、構造プラットフォーム上に複合材料の一連の層を形成するためのシステムと、電磁場を印加するための電極とを備えた装置もまた開示される。CNTsおよび母材からなる複合粉体とその製造方法は、本出願の第2の目的として開示される。 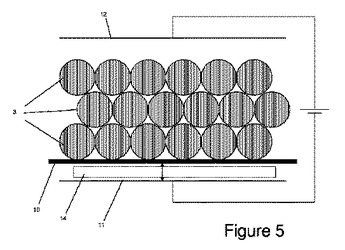 (もっと読む)
(もっと読む)
FRP成形体の製造方法及び製造システム
【課題】フィラメント・ワインディング法により、所望の繊維体積含有率を有するFRP成形体を製造する方法及びシステムを提供する。
【解決手段】FRP成形体の製造方法は、導電性を有する繊維束に、熱硬化性の樹脂を含浸させる工程(a)と、樹脂を含浸した繊維束の一部に通電しながら、繊維束を回転部材の周囲に巻き付ける工程(b)とを備える。また、FRP成形体の製造システムは、導電性を有する繊維束に熱硬化性の樹脂を含浸させる樹脂含浸部30と、ワーク50を回転駆動する回転駆動部53と、樹脂を含浸した繊維束をワーク50の方向に導くことにより、ワーク50の周囲に繊維束Fを巻き付ける繊維束ガイド40と、繊維束Fの長さ方向の一部に電流を供給する電源装置60とを備える。
(もっと読む)
繊維強化樹脂シートに貫通孔を形成する方法
【課題】繊維強化樹脂シートに繊維を孔部にて掻き分けた貫通孔を孔の周縁部が強固に補強され態様に形成する。
【解決手段】孔となる部分の繊維を孔の両側に掻き分けるとき、掻き分けの度合が所望の孔の大きさに合わせた最小限度より幾分大きくされても、繊維掻き分け後の応力集中による繊維強化樹脂シートの強度低下に大差はなく、それよりも繊維の掻き分け度を幾分大きくし、余裕部に新たに繊維強化された樹脂の層を付加する方が貫通孔の強度増大により有効であるとの認識に基づき、繊維強化樹脂シートの貫通孔用繊維掻き分けの余裕部に孔の周縁部強化に有効な環状構造体を組み込む。
(もっと読む)
炭素繊維強化プラスチック製支持バーおよびその成形方法
【課題】
炭素繊維強化プラスチック製支持バーは、軽量で高剛性という優れた性能を持つが、成形後の加工性という点においては、金属素材に対して優れているとは言えない。特に切断や穿孔などの機械加工性については、割れや欠けなどの現象が生じやすく、不良品を生じる原因となっていた。
本発明は、上記従来技術の背景に鑑み、炭素繊維強化プラスチックの持つ軽量、高剛性という優れた特性を維持しつつ、機械加工性の悪さを改善し、加工時に不良を起こすことのない炭素繊維強化プラスチック製支持バーを提供せんとするものである。
【解決手段】
長さ1.5〜3.0m、長手方向に垂直な断面積50〜400mm2である炭素繊維強化プラスチックの表面に、破断伸度が3〜20%である繊維を強化材とした繊維強化プラスチックが配されていることを特徴とする繊維強化プラスチック製支持バー。
(もっと読む)
超電導磁石装置
【課題】 CFRP製熱シールド板の線膨張係数をLN2冷却配管の線膨張係数に近づけることによって、信頼性を向上した超電導磁石装置を得る。
【解決手段】 超電導コイルと、超電導コイルを収納する内槽と、内槽を冷却するための冷却剤を封入している冷却配管と、冷却配管を備え、内槽を被覆して熱侵入を抑制する輻射熱シールド板とを備えた超電導磁石装置において、輻射熱シールド板は、±60度に繊維配向したプリプレグシートを積層して形成した炭素繊維強化プラスチックから成る。
(もっと読む)
多層構造体、及び多層構造体の製造方法
【課題】溶液中に形成される逆ミセルの鋳型を利用して、パターニングされ、形態、細孔の径、その密度等が制御された細孔を有する薄膜及び基板等からなる多層構造体、及び該薄膜の細孔内に機能性物質が埋め込まれた多層構造体を提供する。
【解決手段】有機ポリマー及び両親媒性物質からなりかつ細孔(P)を有する薄膜(A)、基板(B)、並びに薄膜(A)と基板(B)の層間の少なくとも一部を形成している中間層(C)から構成される多層構造体であって、薄膜(A)と相対する中間層(C)側の面に基板(B)と中間層(C)、又は中間層(C)から形成されるパターニングされた疎水性部(S)が設けられ、薄膜(A)中の細孔(P)が疎水性部(S)と相対する薄膜部(Ap)に偏在するようにパターニングされ、かつ両親媒性物質が細孔(P)の辺縁部に存在している多層構造体。
(もっと読む)
炭素繊維強化熱可塑性樹脂テープの製造装置
【課題】 熱可塑性樹脂テープ製造時、毛羽蓄積に伴う樹脂含浸装置内部での炭素繊維の切断、テープの変形等のトラブルを防止する炭素繊維強化熱可塑性樹脂テープの製造装置を提供する。
【解決手段】 内部を走行する炭素繊維4が溶融熱可塑性樹脂で含浸される溶融樹脂含浸装置6と、溶融熱可塑性樹脂中を通過して溶融樹脂が含浸された炭素繊維4を引き抜く下流側スリットノズル12とを備え、前記樹脂含浸装置6の下流側端部にはノズル上部部材20及びノズル下部部材26が所定間隔離間して取り付けられると共に、前記ノズル上部部材20とノズル下部部材26との間隙を互いに縮める方向にノズル上部部材20とノズル下部部材26の少なくとも一方を付勢する手段36を設けた構成の製造装置にする。
(もっと読む)
炭素繊維強化複合材料
【課題】
従来のように力学特性に優れ、かつ、優れた耐久性を有する炭素繊維強化複合材料を提供する。
【解決手段】
少なくともマトリックス樹脂[A]、粘土鉱物からなる薄片体[B]および炭素繊維[C]からなる炭素繊維強化複合材料において、該マトリックス樹脂[A]が熱硬化性樹脂からなり、該薄片体[B]は平均厚さが0.1nm以上5nm以下でかつ平均長さが1nm以上1μm以下であり、該炭素繊維[C]の引張伸度が1.8%以上4%以下であることを特徴とする炭素繊維強化複合材料。
(もっと読む)
カーボン繊維強化樹脂引き抜き成形品及びその製造方法
【課題】強度が強く、軽量で、かつ電子部品を損傷することのない引き抜き成形品の製造に関して、絶縁層の形成方法の簡略化と製造時の工数を削減することによって、生産性の向上や製造コストの低減を図ることができるカーボン繊維強化樹脂引き抜き成形品及びその製造方法を提供する。
【解決手段】集束されたカーボン繊維に熱硬化性樹脂を含浸させ、前記熱硬化性樹脂を加熱硬化させつつ所定の外形に引き抜き成形する引き抜き成形法において、前記熱硬化性樹脂を含浸させた前記カーボン繊維の表面に、絶縁性のシートを配置し、しかる後前記熱硬化性樹脂を加熱硬化させつつ所定の外形に一体に引き抜き成形する。
(もっと読む)
複合材料用プリプレグおよび複合材料
【課題】
本発明は、非繊維方向の引張強度が高いだけでなく、衝撃後圧縮強度に優れるベンゾオキサジンをマトリックス樹脂に用いた炭素繊維強化複合材料を与える複合材料用プリプレグと、それから得られる炭素繊維強化複合材料を提供する。
【解決手段】
炭素繊維からなる強化繊維[A]、エポキシ樹脂[B]および次の一般式
【化1】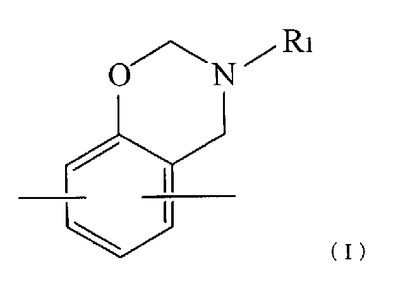
(式中、R1は、炭素数1〜12の鎖状アルキル基、炭素数3〜8の環状アルキル基、フェニル基、または、炭素数1〜12の鎖状アルキル基またはハロゲンで置換されたフェニル基を表し、芳香環の酸素原子が結合している炭素原子のオルト位とパラ位の少なくとも一方の炭素原子には水素が結合している。)で示される構造単位(I)を有するベンゾオキサジン化合物[C]を必須成分として含有する複合材料用プリプレグであって、該複合材料用プリプレグを硬化した複合材料の臨界ひずみエネルギー解放率GIICが1.0kJ/m2以上であることを特徴とする複合材料用プリプレグ。
(もっと読む)
繊維強化樹脂製の部材
【課題】軽量化を図りつつ、長手方向に延びる溝又は中空部を有する形状に形成された繊維強化樹脂製の部材の製作効率を高める。
【解決手段】バンパレインフォース10を構成する繊維製の単一の骨格材11は、炭素繊維製の複数本の第1繊維束19、炭素繊維製の複数本の繊維束20及びアラミド繊維製の複数本の第2繊維束21から構成されている。炭素繊維製の第1繊維束19は、底壁14を構成し、アラミド繊維製の第2繊維束21は、フランジ17,18を構成する。第1,2繊維束19,21の長さ方向は、バンパレインフォース10の長手方向に揃えられている。底壁14は、圧縮荷重を受けると見なされるバンパレインフォース10(骨格材11)における圧縮応力部である。フランジ17,18は、引っ張り荷重を受けると見なされるバンパレインフォース10(骨格材11)における引っ張り応力部である。
(もっと読む)
FRP複合物を製造する方法
【課題】重トウ繊維を含む、低コストのFRP複合物を生成するプロセス、およびこれらの一様な含浸および効率的な結合方法を提供すること。
【解決手段】本発明による繊維強化プラスチック(FRP)複合物を製造する方法は、重トウ繊維に低粘度樹脂を含浸させるステップを含む。この方法は、レーストラッキングを排除し、安価で良好な性能のFRP複合物が得られる。
(もっと読む)
プロペラシャフト
【課題】捩り強度や危険回転数といった基本的要求を満足しつつ、衝突時におけるボディの破壊にあわせてプロペラシャフトの破壊を確実に進行させることができ、ボティによるエネルギー吸収効果を十分に発現させることができるプロペラシャフトを提供する。
【解決手段】FRP製の円筒状本体と、該本体の端部に接合して設けた継ぎ手とを有し、上記本体は該本体の全長にわたって延在する主層と、上記本体の端部において上記主層と一体に設けた部分層を含むプロぺラシャフトにおいて、上記主層と部分層との軸方向の層間の剥離強度が、5MPa以上30MPa以下であることを特徴とするプロペラシャフト。
(もっと読む)
FRP用マルチフィラメントおよびこれを用いたFRP
【課題】 FRPに使用した場合に成形物中での蛇行が起こりにくく、補強繊維の強度をFRPに十分に反映させることのできるFRP用マルチフィラメントとこれを使用したFRPを提供する。
【解決手段】 Z=Y×w×t3 /(M/L)…(1)で示されるたわみ係数Zが、2.0以下であるFRP用マルチフィラメントを使用する。式(1)中、Yはマルチフィラメントのたわみ量(単位:mm)、wはマルチフィラメントの幅(単位:mm)、tはマルチフィラメントの厚み(単位:mm)、Mは長さL(単位:m)のマルチフィラメントの質量(単位:g)を表す。マルチフィラメントとしてはガラス繊維、炭素繊維等を使用できる。
(もっと読む)
21 - 38 / 38
[ Back to top ]