
Fターム[4F205GB02]の内容
型の被覆による成形、強化プラスチック成形 (42,245) | 型の被覆による成形の区分 (1,690) | 不定長物品(連続物品)の製造方法 (846)
Fターム[4F205GB02]に分類される特許
121 - 140 / 846
溶液製膜方法
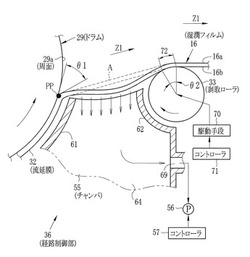
【課題】加工適正及びリワーク性に優れたポリマーフィルムを、冷却ゲル化流延方式で製造する。
【解決手段】流延膜32をドラム29で冷却して固めてから剥ぎ取る。湿潤フィルム16を剥取ローラ33の周面に巻き掛けて支持し、搬送することにより、流延膜32を剥ぎ取る。ドラム29と剥取ローラ33との間の第2空間に、湿潤フィルム16の搬送の経路を制御する経路制御部36を設ける。経路制御部36は、チャンバ55と、チャンバ55の内部の気体を吸引するポンプ56とを備え、コントローラ57によりポンプ56の吸引力を調整する。この経路制御部36は、第2空間を減圧し、剥取ローラ33に向かう湿潤フィルム16の搬送路を第2空間側に凸にする。
(もっと読む)
ポリマーフイルムの製造方法

【課題】幅方向への収縮を抑制して光学特性に優れたフイルムを製造する。
【解決手段】ドープ13により形成した流延膜15を流延バンド63から剥ぎ取って湿潤フイルム17とし、テンタ式乾燥機54に送る。テンタ式乾燥機54では、湿潤フイルム17の両側端部を把持する。そして幅方向に湿潤フイルム17を延伸しながら所定の溶媒含有率になるまで乾燥する。次に、最上流の支持ローラ82をコーンケーブローラとした乾燥室55に湿潤フイルム17を送り、湿潤フイルム17の長手方向に0.5〜10kg/mの張力を付与しながら搬送して乾燥する。これにより、幅方向への収縮によるしわやつれが低減された平面性に優れるフイルム19を得ることができる。
(もっと読む)
セルロースアセテートフィルムとその製造方法、偏光板および液晶表示装置
【課題】溶液流延したときに支持体からの剥離が容易である、Rthの発現性が良好なセルロースアセテートフィルムの製造方法の提供。
【解決手段】移動する帯状の支持体上に、全置換度2.0〜2.7のセルロースアセテートと溶媒とを含むドープを溶液流延してドープ膜を形成する工程と、前記ドープ膜を前記支持体から剥ぎ取る工程とを含み、前記ドープ膜を剥ぎ取る時の残留溶媒量を100%以下に制御し、かつ、前記ドープ膜を支持体から剥ぎ取る領域において、前記支持体のドープ膜剥離側とは反対の面に表面温度が10℃以下の冷却体を接触させることを特徴とするセルロースアセテートフィルムの製造方法。
(もっと読む)
セルロースアシレートフィルムの製造方法
【課題】従来使用されてきたレタデーション上昇剤の使用量を抑えることでセルロースアシレートフィルムのReの上昇を抑え、Rthを選択的に制御する。
【解決手段】ドープからセルロースフィルムを溶液製膜方法で製造する。ドープの固形成分58にはセルロースアシレート51と所定構造の置換体52とを用いる。所定構造とは、グリコシド結合により重合した糖の重合体56であり、さらにこの重合体56のヒドロキシ基の水素が他の原子団に置換されている構造である。原子団がセルロースアシレートと同じアシル基である場合には、セルロースアシレート51と置換体52とからなる固形成分58は、セルロース55と重合体56との混合物であるアシル化原料54をアシル化57する。溶液製膜での乾燥の際には、溶媒含有率が4〜100質量%の湿潤フィルムを、70〜150℃になるように加熱する。
(もっと読む)
テンタ装置及びテンタ装置内での異物除去方法並びに溶液製膜設備
【課題】フィルムの搬送を阻害する異物を除去してフィルムの搬送を安定させる。
【解決手段】ピンテンタ内のフィルムは、両側端部がピン72及びピンプレート73に担持された状態で搬送される。ピン72及びピンプレート73は、フィルムの担持が解放されると、ジェット風洗浄エリア83に送られる。ジェット風洗浄エリア83では、ピン72及びピンプレート73はチャンバ202内で覆われる。チャンバ202内では、ピン72及びピンプレート73に対してジェット風が吹き付けられる。このジェット風の吹き付けによって、フィルムの添加剤が液化又は固化したものやピン72をフィルムに差し込んだときに出る打ち抜きカスなどを含む異物がピン72及びピンプレート73から除去される。異物は吸引ノズルを介してチャンバ202外に排出される。
(もっと読む)
セルロースアセテートフィルムとその製造方法、偏光板および液晶表示装置
【課題】溶液流延したときに支持体からの剥離が容易である、Rthの発現性が良好なセルロースアセテートフィルムの製造方法の提供。
【解決手段】全置換度2.0〜2.7のセルロースアセテートと溶媒とを含有するドープを支持体上に溶液流延する工程と、前記ドープ膜を前記支持体から剥ぎ取る工程とを含み、前記溶媒の15質量%以上がアルコールであって、前記アルコールの平均炭素数が1.5〜4であることを特徴とするセルロースアセテートフィルムの製造方法。
(もっと読む)
ウェブの搬送方法及びその装置、並びに溶液製膜方法及びその設備
【課題】渡り部において、できるだけ小さな張力で、湿潤フィルムの搬送の安定化を図る。
【解決手段】渡り部50には支持ローラ52が設けられる。支持ローラ52により搬送路100が形成される。搬送路100の下側には、湿潤フィルム44へ気体を供給する気流調節部101が設けられる。気流調節部101は、搬送路100に向かう気体を搬送方向上流側から搬送方向下流側へ流す。気流調節部101は、搬送路100に向けて気体を送り出す気体供給機102と、気体を吸引する気体吸引機103とを有する。気体供給機102及び気体吸引機103は、搬送方向において支持ローラ52の間に設けられる。気体吸引機103は、気体供給機102よりも搬送方向下流側に設けられる。気体供給機102は、気体を送り出す開口部102xを有する。気体吸引機103は、気体を吸引する開口部103xを有する。
(もっと読む)
ポリビニルアルコール系重合体フィルムの製造方法
【課題】延伸時に高い延伸倍率で延伸することができて高い偏光性能を有する偏光フィルムを与えることのできるPVA系重合体フィルムを容易に製造可能なPVA系重合体フィルムの製造方法を提供すること、および、当該PVA系重合体フィルムを用いる偏光性能に優れた偏光フィルムの製造方法を提供すること。
【解決手段】水分率10〜40質量%のPVA系重合体フィルムに10〜40kGyの電子線を照射することを特徴とする電子線照射されたPVA系重合体フィルムの製造方法、および、当該製造方法によって製造された電子線照射されたPVA系重合体フィルムを染色および一軸延伸する、偏光フィルムの製造方法。
(もっと読む)
光学フィルムの製造方法
【課題】光学フィルムの光学特性の均一性を向上させる
【解決手段】溶液製膜設備11は、流延室21と、テンタ部22とを備える。流延室21には、ドープ12を吐出する流延ダイ30と、周面31aにドープ12が流延される流延ドラム31と、エンコーダ33が備えられる。流延ドラム31には駆動装置34が接続され、駆動装置34にはコントローラ35が接続される。流延ドラム31から剥ぎ取られた流延膜13が湿潤フィルム14となってテンタ部22に搬送される。テンタ部22は、湿潤フィルム14の両側端部を保持し、駆動装置40の駆動により湿潤フィルム14を延伸搬送する。コントローラ35は、エンコーダ33の信号により検出された流延ドラム31の回転速度の変動に対応させるように駆動装置40のモータを駆動させる。
(もっと読む)
液晶ポリエステルフィルムの製造方法
【課題】液晶ポリエステルフィルムを製造する際に、液晶ポリエステルフィルムにフレアが生じる事態や液晶ポリエステルフィルムが剥がれにくくなる事態を阻止し、手間と面倒を省く。
【解決手段】液晶ポリエステルおよび溶媒が含まれる液状組成物1を基材2に流延して乾燥して、溶媒が含まれた状態の液晶ポリエステル前駆体フィルム5を調製する。この液晶ポリエステル前駆体フィルム5を基材2から剥離した後、表面に離型層を有する金属基材6に液晶ポリエステル前駆体フィルム5を転写して、液晶ポリエステル前駆体フィルム5および金属基材6からなる第1積層体L2を調製する。この第1積層体L2を熱処理して、実質的に溶媒を含有しない液晶ポリエステルフィルム9および金属基材6からなる第2積層体L3を調製する。この液晶ポリエステルフィルム9を金属基材6から剥離する。
(もっと読む)
光学フィルムの製造用部材および製造装置
【課題】腐食が抑制されるとともに、ドープ組成の変更時において変更後のドープに置換するための置換時間が短縮される光学フィルムの製造用部材および製造装置を提供する。
【解決手段】溶液流延法で使用される光学フィルムの製造用部材であって、少なくとも溶媒との接触面がプラズマ処理されたことを特徴とする光学フィルムの製造用部材、および該光学フィルムの製造用部材を備えた光学フィルムの製造装置。
(もっと読む)
溶液製膜方法
【課題】冷却流延方式でありながらも、幅方向の屈折率を高め、Reがより大きいセルロースアシレートフィルムを製造する。
【解決手段】ドラムから剥ぎ取った湿潤フィルム12をテンタに導入する。テンタでは、湿潤フィルム12の各側部をピンで保持する。テンタでは、湿潤フィルム12を、結晶化温度Tc以上の温度に高めて結晶化を促進する結晶化工程を実施する。結晶化工程の終了前に、湿潤フィルム12を縮幅する。縮幅は、乾燥による湿潤フィルム12の幅方向での収縮を妨げないようにして行う。この縮幅は、セルロースアシレートの結晶部を幅方向Xに配向させる工程である。また、結晶化工程の終了後には、湿潤フィルム12の幅を拡げる拡幅工程を実施する。この拡幅は、セルロースアシレートの非晶部を幅方向Xに配向させる工程である。
(もっと読む)
流延装置及び方法、並びに溶液製膜方法
【課題】各層に含有するポリマーが異なる積層フィルムをつくる。
【解決手段】フィードブロック本体25aには流路が設けられる。流路のうち上流側の部分に、ベーン73b、74bが配される。ベーン73b、74bは流路の上流側部分を流路80〜82に仕切る。ベーン73b、74bよりも下流側の流路には、上流側から下流側に向かって、合流部85及び積層ドープ流路86が順次設けられる。主ドープは、平均速度V20で出口80eから合流部85へ流れる。第1副ドープは平均速度V21で出口81eから合流部85へ、そして、第2副ドープは平均速度V22で出口81eから合流部85へ流れる。合流部85では、各ドープ20〜22が合流する。制御部109は、V21>V20、V22>V20となるように、各部を制御する。合流部85では、各ドープ20〜22がそれぞれ層をなす積層ドープ45がつくられる。
(もっと読む)
ポリビニルアルコール系フィルムの製造方法
【課題】複屈折率の低いポリビニルアルコール系フィルムの製造方法、および偏光度の面内均一性に優れた偏光膜を提供する。
【解決手段】フィルム幅が3m以上で、フィルムの厚さが30〜70μmであるポリビニルアルコール系フィルムを製造するにあたり、キャスト法によりフィルムを製膜する工程、および、前記フィルムを、各々が40℃以上の表面温度を有する12〜25本の熱ロールにより加熱処理する工程を含み、前記加熱処理する工程における、前記フィルム面内の任意の1点と各々の前記熱ロールとの接触時間が、1〜6秒であることを特徴とするポリビニルアルコール系フィルムの製造方法。
(もっと読む)
LCDフィルム用亜硫酸軟材系三酢酸セルロース
本発明は、軟材パルプから製造された三酢酸セルロース(CTA)を使用して、液晶ディスプレイ(LCD)に使用するのに適しているフィルムを製造する手段を提供する。驚くべきことに、フィルム流延ドープ中の或る添加剤とCTAの金属及び硫黄含有量との組合せによって、軟材CTAが、同様の硫黄含有量のリント系CTAのものに類似する、流延基体からの剥離特性を示すことが可能になることが見出された。この添加剤は酸スカベンジャーとキレート化剤との組合せを含む。 (もっと読む)
流延ダイおよびそれを用いる樹脂フィルムの流延装置、樹脂フィルムの製造方法、ならびに樹脂フィルム、偏光板、液晶表示装置
【課題】液晶表示装置の位相差板などに用いられる光軸が配向傾斜した樹脂フィルムを流延によって作成するにあたって、均一に、かつ容易に作製できるようにする。
【解決手段】樹脂を溶融させた溶融樹脂または樹脂を溶媒に溶解させた溶液を、相対的に移動する支持体に流延して流延膜を形成する流延ダイの吐出口2e部分において、前記流延膜に対して、支持体の走行方向8の上流側のリップ21aと下流側のリップ22aとで、該吐出口2e付近に埋込まれているヒータ21b,22bの発熱量が異なることで、温度を異ならせる。したがって、2つのリップ21a,22aそれぞれの側から吐出されたドープ2aの粘度に差が生じて吐出速度が異なり、光軸が該ドープ2aの厚み方向(面とは直交方向)から配向傾斜する。こうして、光軸が配向傾斜した樹脂フィルムを、均一に、かつ容易に作製することができる。
(もっと読む)
光学フィルムの製造方法、光学フィルム
【課題】本発明の目的は、ラクトン環含有重合体とセルロースエステル樹脂を含む光学フィルムであって、広幅のフィルムであっても幅手方向の位相差ムラが少なく、位相差の熱変動も少ない光学フィルムの製造方法を提供することにある。
【解決手段】下記一般式(1)で表されるラクトン環含有重合体(A)とセルロースエステル樹脂(B)を95:5〜50:50の質量比で溶剤に溶解したドープ液を用いて、溶液流延法で製膜することを特徴とする光学フィルムの製造方法。
【化1】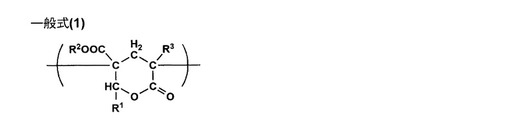
(式中、R1、R2、R3は、それぞれ独立に、水素原子または炭素数1〜20の有機残基を表す。)
(もっと読む)
連続高内相エマルション発泡体形成プロセスにおいてキャリアシートを使用する方法
連続高内相エマルション(HIPE)発泡体の製造方法。HIPEを製造し、次いで、ベルト表面上に配置されたキャリアシート上に押出す。  (もっと読む)
(もっと読む)
光学フィルム、その製造方法、偏光板および液晶表示装置
【課題】ハンドリング適性が良好であり、液晶表示装置に組み込んだときに単独で視野角特性を改善できる程度に高い光学発現性を有し、かつ画像表示時のコントラストを上昇させることができる光学フィルムの提供。
【解決手段】熱可塑性樹脂を含み、フィルム表面のXRF測定を実施したときのXRF強度が0.6〜15であり、全ヘイズ値が0.1〜1.0%であり、内部ヘイズ値が0.07%未満であり、かつフィルムの両表面における動摩擦係数が0.3〜3.5であり、下記式(1)を満たすことを特徴とする光学フィルム。
式(1): 25nm≦Re≦140nm
(式(1)中、Reは波長590nmで測定したフィルム面内方向のレターデーション値を表す。)。
(もっと読む)
超広幅フィルム製造用キャスティングベルト
【課題】本発明は、超広幅フィルム製造用キャスティングベルトに関する。
【解決手段】本発明は、ソルベントキャスティング工程による光学フィルム製造時に使用されるキャスティングベルトに関し、より詳細には、液晶ディスプレイの偏光板や光学補償フィルムなどに使用されるフィルム製造時に、ドープをキャスティングしてゲル状フィルムを生成するために使用される広幅フィルム製造用キャスティングベルトに関する。
(もっと読む)
121 - 140 / 846
[ Back to top ]